Изобретение относится к области дробеструйной отделочно-упрочняющей обработки (технологии) поверхностей деталей, в том числе коленвалов, рыспредвалов или пальцев поршней, а также для обработки отверстий деталей (блоков, компрессоров и т.п.).
В качестве прототипа взята гидродробеструйная установка по авт. св. 93041952/02(041939), содержащая заполненную рабочей средой камеру, в нижней части которой смонтировано вертикально направленное сопло-эжектор (с-э), а в верхней части устанавливается обрабатываемая деталь с возможностью перемещения относительно сопла. С помощью подъема и опускания подвижного стола производится обработка всей поверхности цилиндра по вертикали. При этом сопло-эжектор или головка приводятся во вращение с помощью специального устройства, турбонасадки (разгонной трубы), которое увеличивает движение подаваемой суспензии и приводит во вращение сопло или дробеструйную головку. Дробеструйная головка устанавливается для создания в зоне деформационного нагружения дробевого потока кольцевого деформационного источника нагружения, движущегося с заданной подачей относительно обрабатываемой поверхности.
Известны устройства и установки отделочно-упрочняющей обработки деталей с цилиндрической формой поверхности дробеструйным методом (см. авт. св. СССР N 272345, N 698751, N 872235, N 1553361, N 1523319, N 1609542, N 1030152, N 1569206, N 852517).
Также известен способ обработки деталей цилиндрической формы стальными шариками в среде смазывающе-охлаждающей жидкости (СОЖ), которая одновременно является носителем инструмента к обрабатываемой поверхности (авт.св. СССР N 814695, БИ N 11, 1981 и РФ N 96112401(01983), 96116498(022716), 9616498/02(022716)).
Такой вид обработки повышает качество обработки поверхности, обеспечивая создание наклепанного слоя без образования подслойного максимума остаточных напряжений сжатия.
К недостаткам взятого прототипа известной установки относятся:
1. Сложность конструкции механизма вращающегося сопла, которое находится в закрытой полости рессивера, что затрудняет обслуживание механизма, куда допускается попадание шариков, заклинивающих механизм вращения.
2. Обработка поверхности отверстия (зеркала цилиндра блока) сопла, которое не обеспечивает одновременную обработку всей кольцевой поверхности, то есть сопло не создает сплошного кольцевого дробефакельного инструмента, в связи с чем не достигает необходимого качества обрабатываемой поверхности.
3. Крепление обрабатываемой детали производится без специальных фиксаторов, которые позволяют свободно передвигать установленную деталь (блок) по поверхности стола и при фиксации блока показывать (сигнализировать) его правильное местонахождение.
4. Для обработки деталей с применением специальных присадок, обеспечивающих улучшение структуры поверхностного слоя, отсутствует система барботажа суспензии.
5. Установка может обрабатывать малый перечень разновидностей деталей, что не обеспечивает необходимость при единичной обработке деталей в условиях АТП, СТО.
6. В механизм вращения сопла попадает дробь (шарики), заклинивая его.
Техническим результатом является расширение технологических возможностей при обработке большой разновидности деталей в условиях единичного производства, при увеличении качества обрабатываемой поверхности с уменьшением времени процесса обработки детали, при исключении остановки из-за попадания шариков в механизм вращения.
Технический результат достигается тем, что в предлагаемом процессе отделочно-упрочняющей обработки цилиндрических поверхностей деталей дробью, подаваемой жидким или газообразным потоком, нагнетаемым специальным насосом, ведут обработку поверхности деталей в пределах заданного хода сопла или турбоголовки, создающей кольцевой дробефакельный поток (инструмент) относительно подвижной, обрабатываемой детали, закрепленной на подвижном столе. А также за счет установки турбонасадки (разгонной трубы), служащей для усиления потока суспензии и вращения сопла или сопловой головки, исключив при этом громоздкий узел вращения сопла. Для обработки с суспензией при наличии в ней специальных присадок на установку устанавливается система барботажа с ареометром, служащим для замера плотности присадочного порошка в (СОЖ) смазывающе-охлаждающей жидкости, а для ускорения потока дроби в неподвижное сопло ставятся роликовые ускорители.
Детали (коленвал, распредвал, пальцы и др.) обрабатываются с помощью специального устройства, имеющего возможность обрабатывать поверхность единым кольцевым дробефакельным потоком по всей обрабатываемой поверхности (окружности), а каркас крепления поршня сделан с учетом обработки поршня в торце и по его окружности.
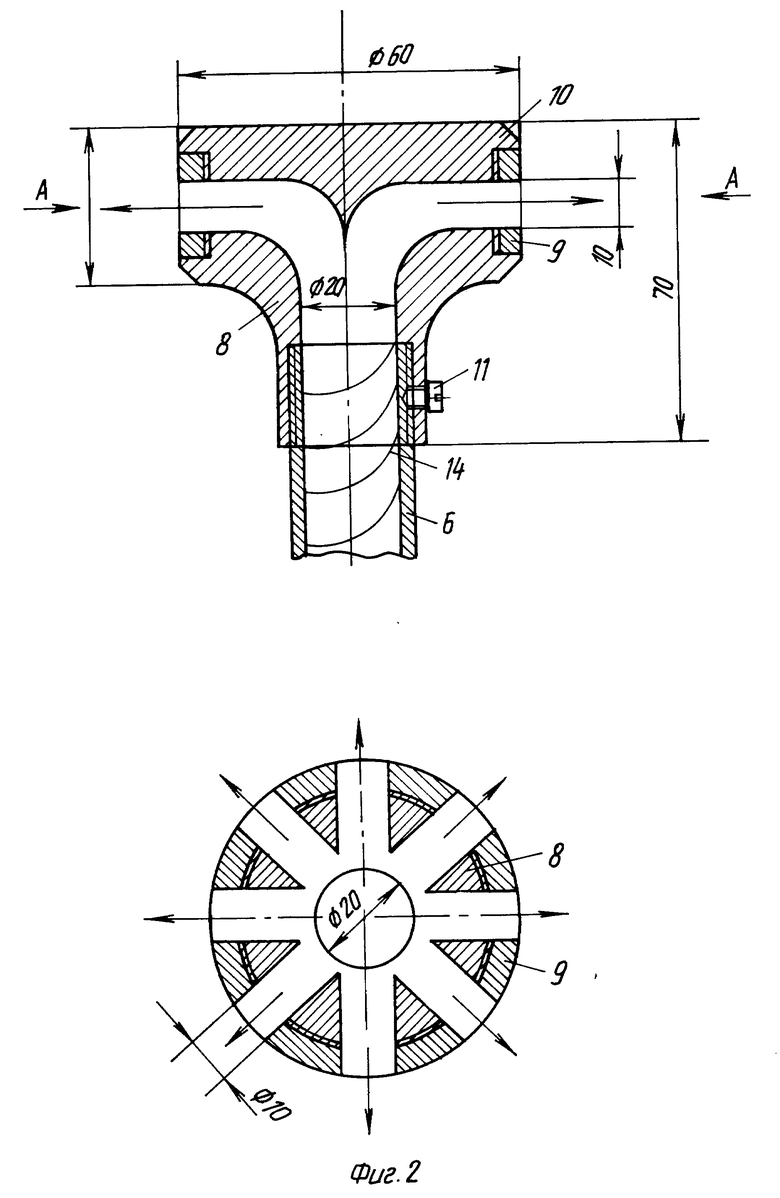
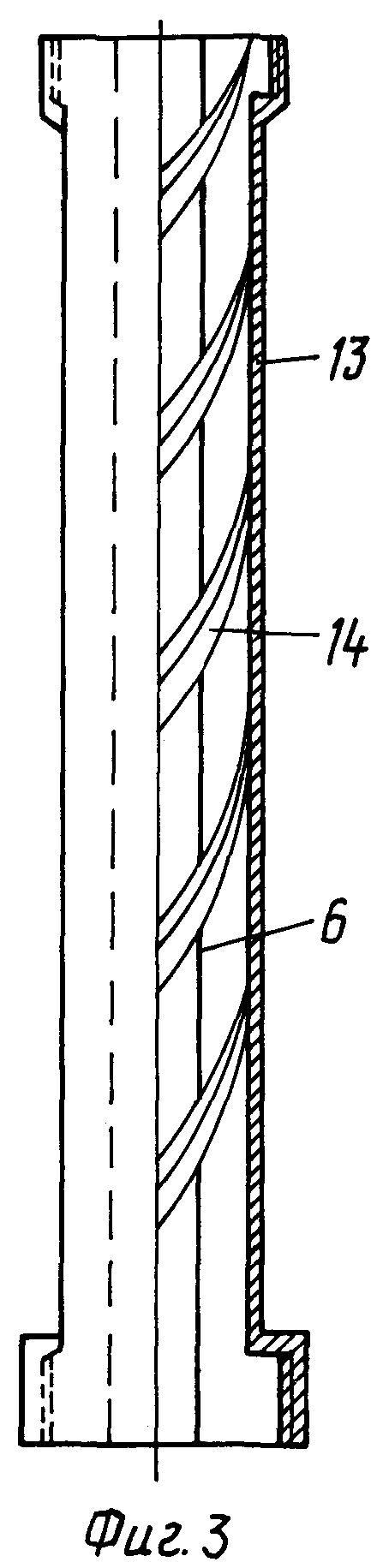
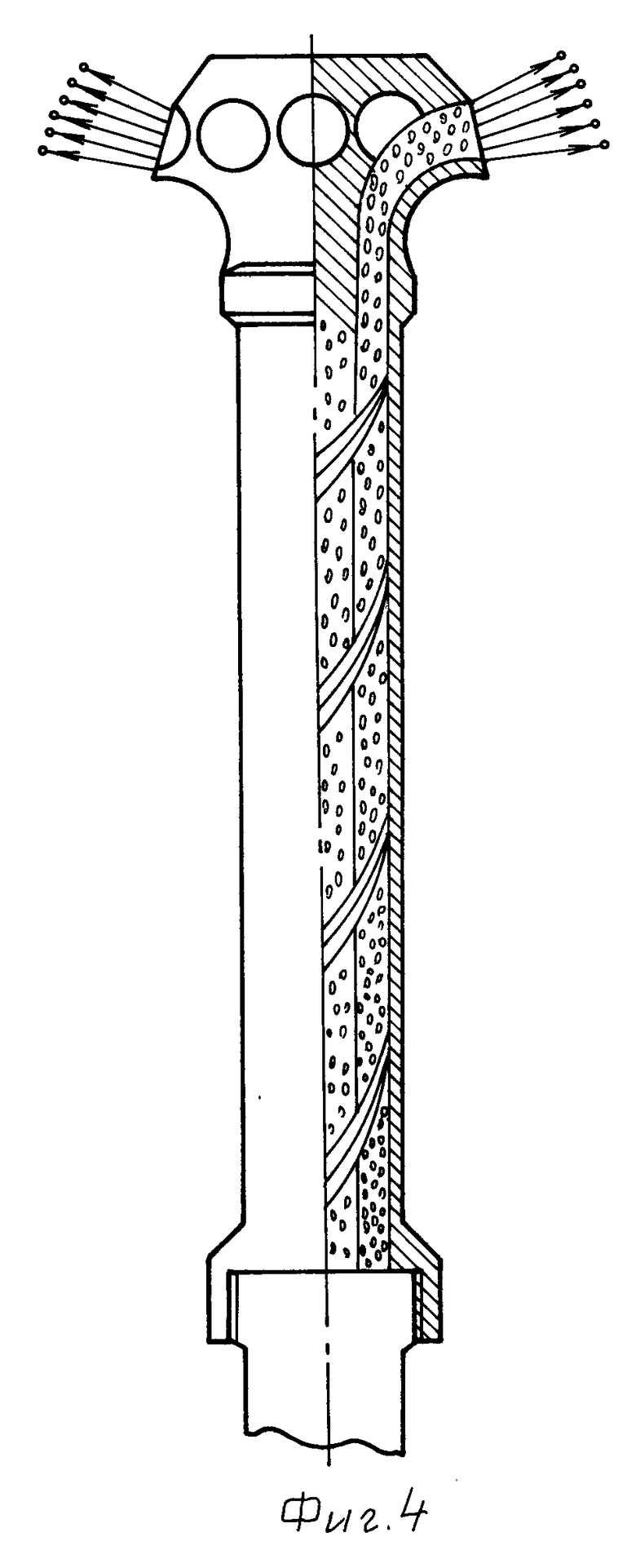
Изобретения показаны на прилагаемых схемах (фиг.1, 2, 3, 4, 5(а,б), 6(а, б), 7, 8, 9, 10, 11, 12, 13, 14), где на фиг.1 изображена ГДУ, общий вид без узла для вращения сопла, с турбонасадкой (трубы с спиральными ребрами), фиг. 3 - с установленной на ней сопловой головкой, фиг.2 (турбонасадка с головкой в сборе показана на фиг.4).
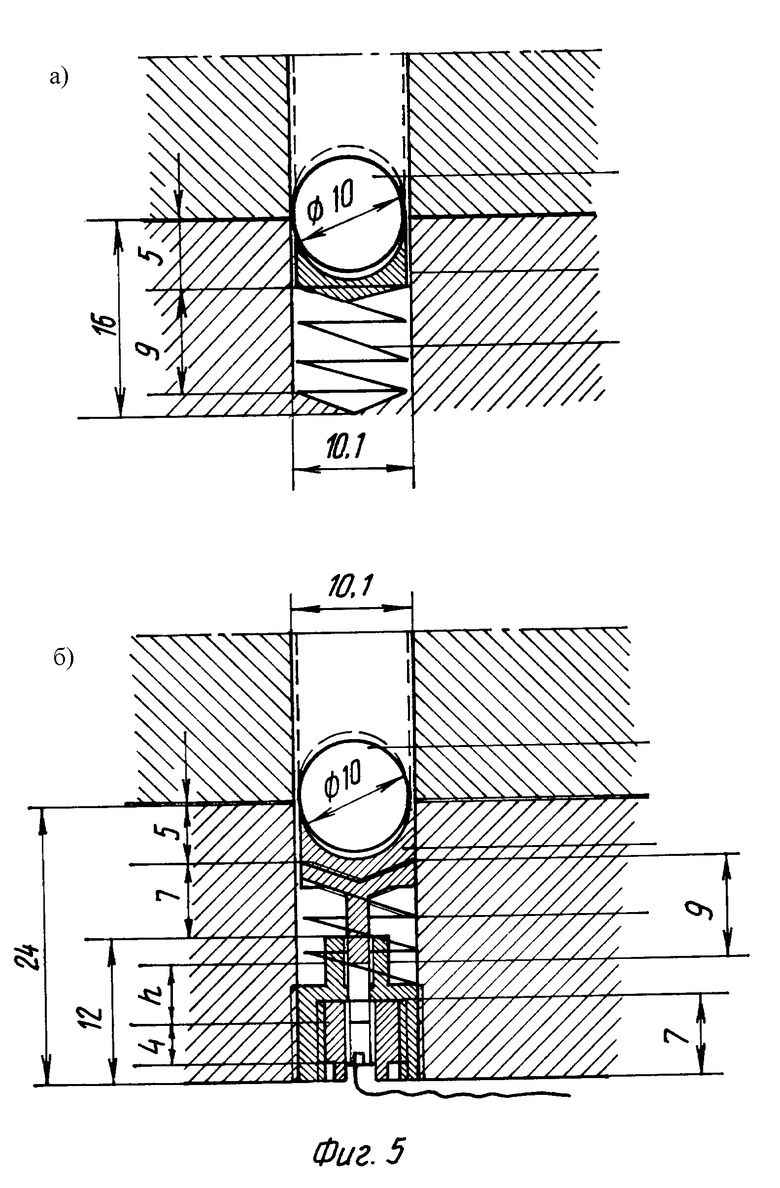
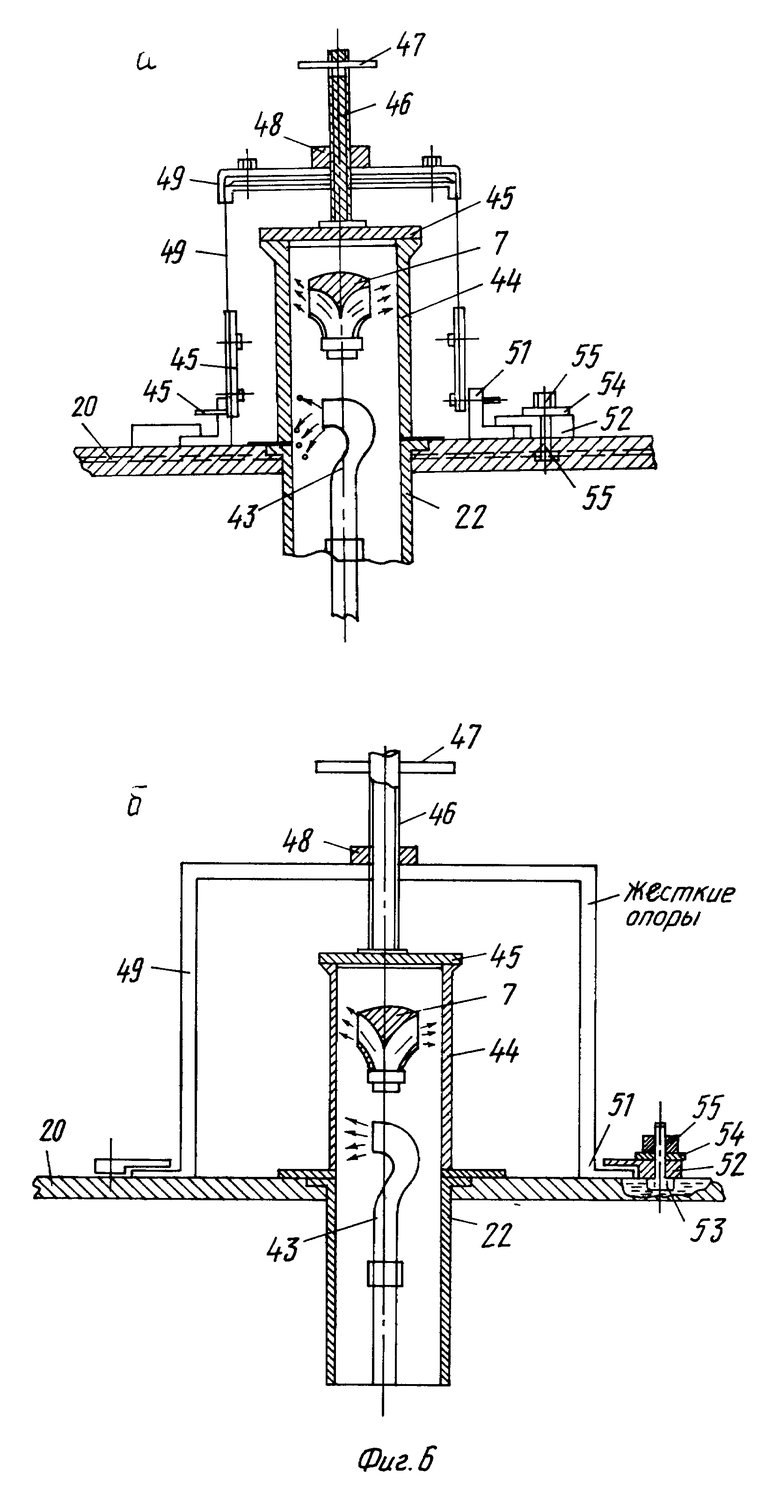
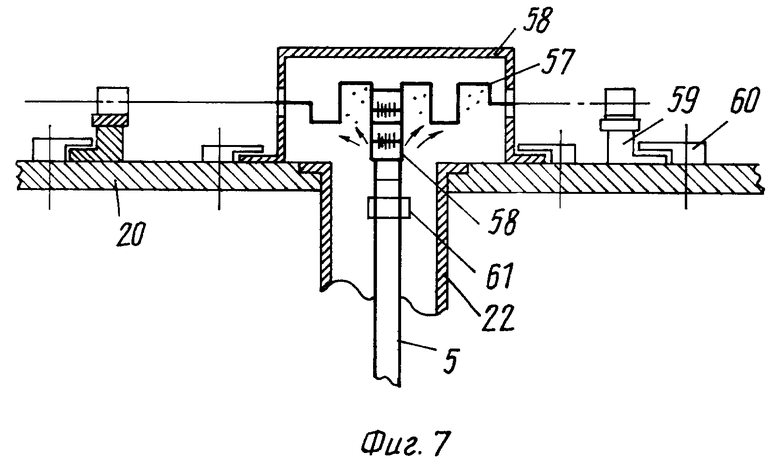
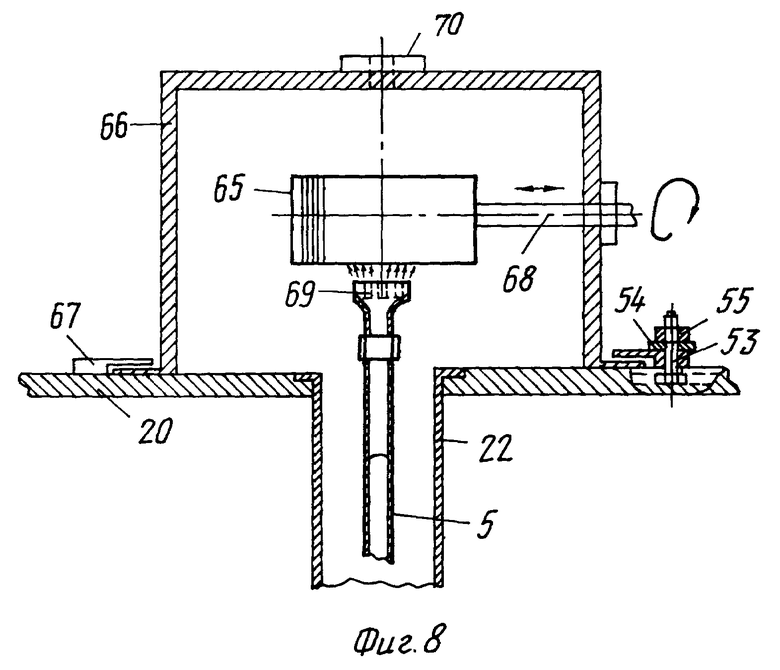
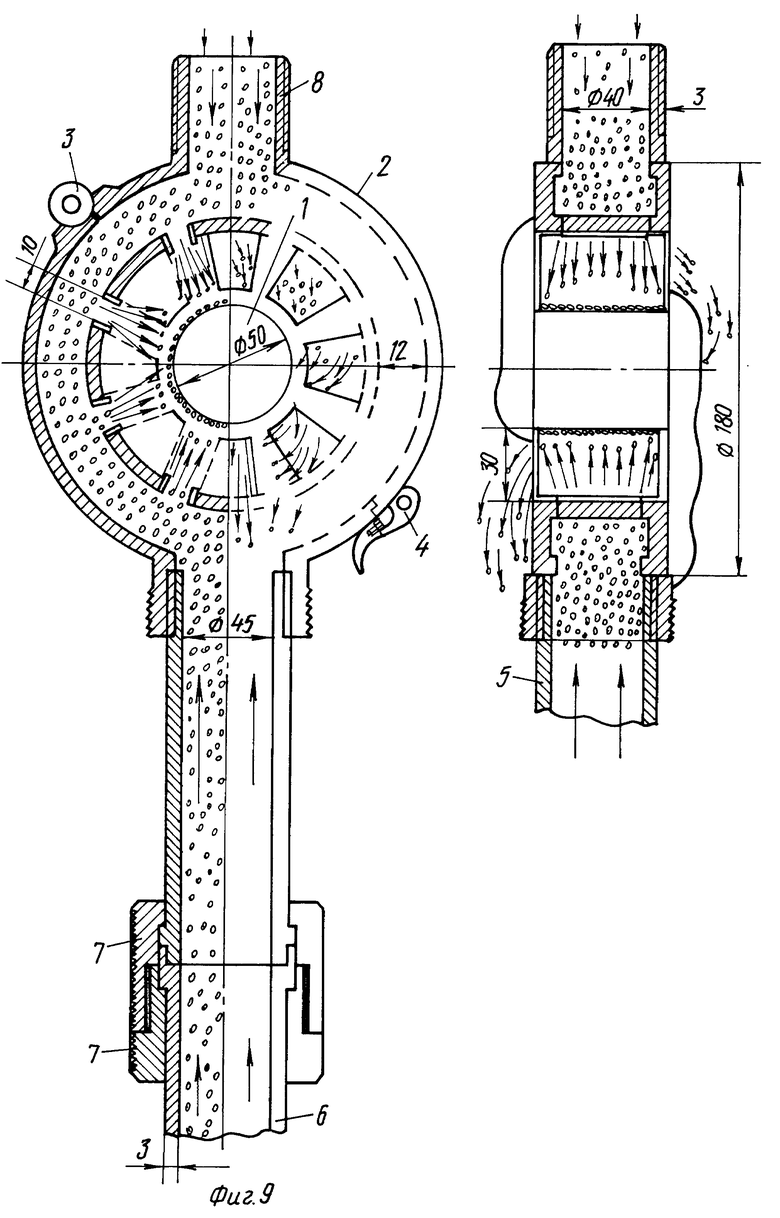
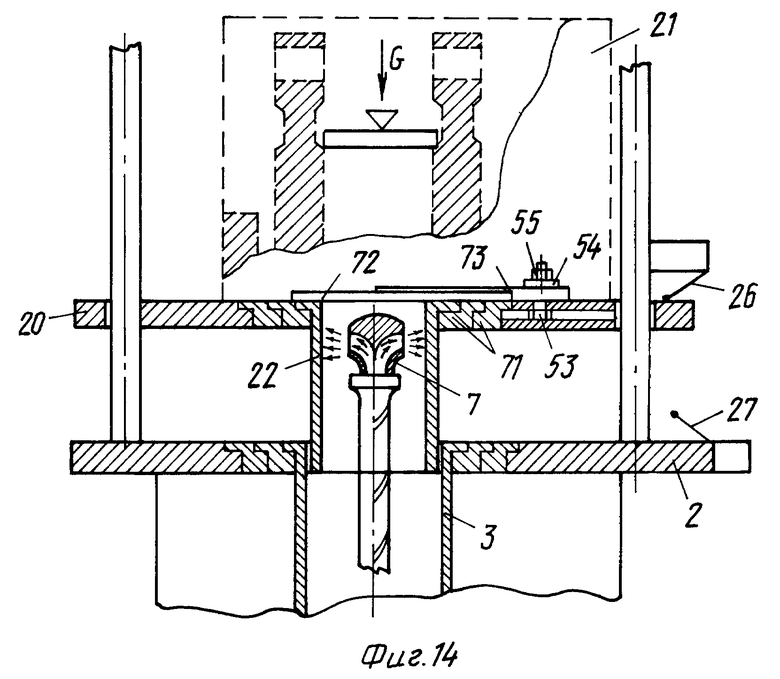
При ее работе, когда на подвижную плиту устанавливается обрабатываемая деталь (блок), фиксируясь спецфиксаторами, фиг.5(а,б), в виде плавающих шариков, "а" - с сигнализацией фиксации установленной детали (блока) и "б" - без сигнализации фиксации установленной детали (блока). На фиг.6(а,б) показано крепление гильзы, "а" - с помощью мягкой опоры, "б" - с помощью жесткой опоры, на фиг.7 - крепление коленвала, на фиг. 8 - крепление поршня, фиг. 9 показывает сопловую дробефакельную головку для обработки к/валов, фиг.10 - устройство для ускорения потока дроби (шариков), фиг.11 - ареометр для замера наличия присадочного порошка в суспензии, фиг.12 - сопловой эжектор, фиг.13 - устройство (подставка под гильзу) для обработки гильз, когда они по длине больше стакана, закрепленного на неподвижной плите, фиг.14 показывает крепление гильз цилиндров, устанавливаемых (для обработки) вместо защитного стакана.
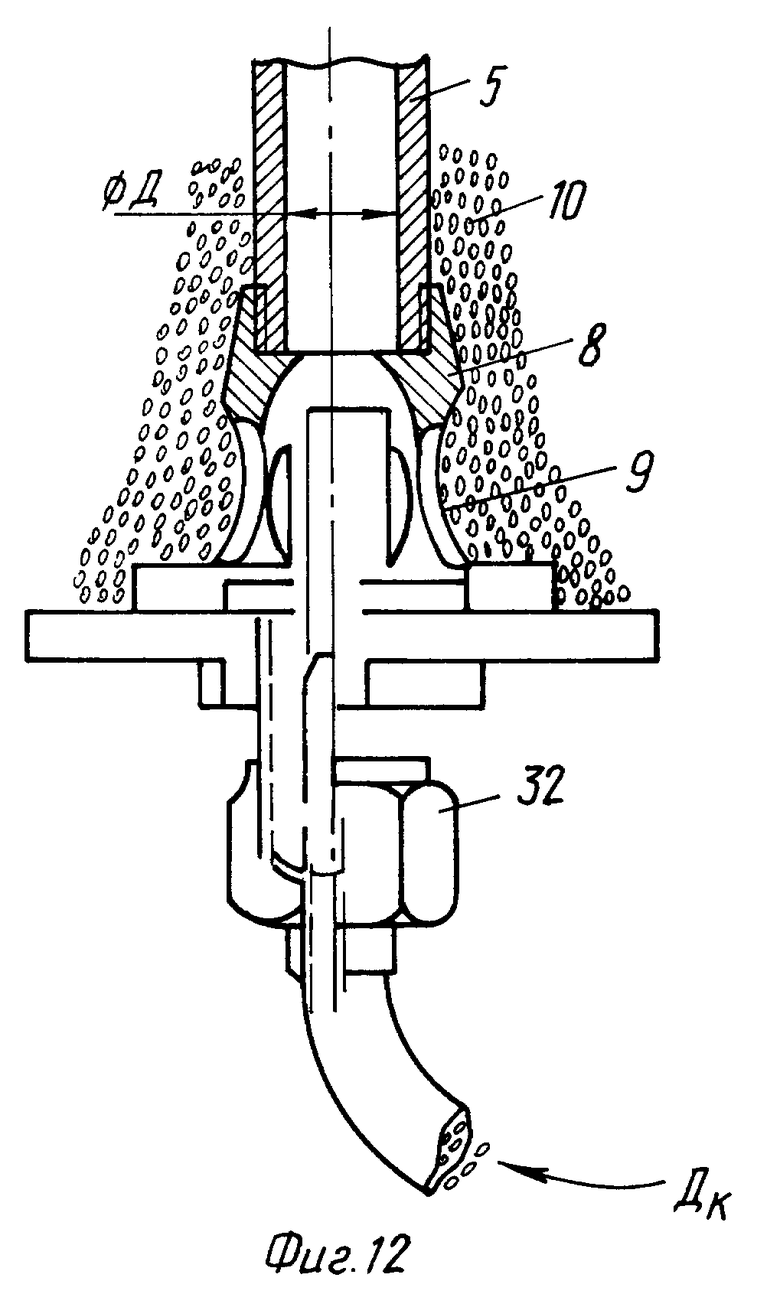
Сама гидродробеструйная установка фиг.1 содержит рабочую камеру 1, в верхней части которой расположена базовая плита 2, с закрепленным на ней цилиндрическим стаканом 3, а в нижней части смонтировано эжекторное устройство 4, фиг. 12, состоящее из неподвижной форсунки 8 с сопловыми окнами 9, в которые засасывается дробь 10 с помощью суспензии (СОЖ) по трубопроводу, прикручиваемому к эжекторной форсунке с помощью гайки 32 и корпуса эжектора. Гидропривод с сопловой головкой выполнен из трех частей - неподвижного канала 5 и турбонасадки (разгонной трубы с спиральными внутренними ребрами 6), фиг. 3, состоящей из корпуса 13 турбины 6 с ребрами 14, на которую крепится сопловая головка 7 (фиг.2), которая состоит из основного корпуса 8, соплового кольца 9 и крышки 10, прикручиваемой к сопловому кольцу, сама головка крепится к турбонасадке 5 по резьбе, фиксируясь с помощью винта 11 (в сборе показано на фиг.4). Цилиндрический стакан 3, смонтированный на неподвижной плите 9, устанавливается на центрирующий каркас 12. Исполнительный механизм смонтирован на траверсе 16, перемещается с помощью двигателя 15, двух барабанов 17 и тросов 18 по вертикальным направляющим 19, поднимая и опуская подвижную плиту (стол) 20 с установленной на ней деталью 21, устанавливаясь при фиксации спецфиксаторами, фиг. 5а,б, в виде плавающих (подпружиненных) шариков, "a" - с сигнализацией фиксации (установленной детали, блока), который состоит из шарика 33, подкладной обоймы 34, контактной опоры 35, пружины 36, штуцера 37, в который вкручивается сердечник 38 с фишкой от провода 39, и "б" - без сигнализации фиксации (установленной детали, - блока), который состоит из шарика 40, подкладной обоймы 41, пружины 42.
В плите 20 имеется окно, в которое вставлен и закреплен стакан 22, входящий в стакан 3 с зазором, меньшим диаметра дроби с установленной на ней деталью 21.
Отделенная дробь от жидкости сеткой 23 остается в емкости, жидкость стекает в ванну 24, которой засасывается через фильтр 31 к насосу 25 и далее под давлением к эжекторному устройству 4. В результате, при подаче под давлением в форсунке рабочей жидкости дробь эжектируется в корпусе эжектора. Манометр 28 показывает давление суспензии, поступающей от насоса.
Таким образом, рабочая суспензия, шарики с смазывающе-охлаждающей жидкостью (СОЖ) поступают в неподвижное сопло 5, а затем в верхнюю часть сопла (фиг. 4), состоящего из трубки 13 трубы турбины 6 с спиральными ребрами 14, вращающегося с оборотами 50 и более об./мин, зависящими от давления подаваемой суспензии. Шарики, вылетающие из сопел дробеструйной головки 7, обеспечивают обработку внутренней поверхности отверстия детали, поступающей вниз и вверх относительно сопла (или сопловой головки).
После ударов о поверхность детали дробь попадает вовнутрь стакана 22 и ссыпается в исходное положение (к окнам эжекторного устройства).
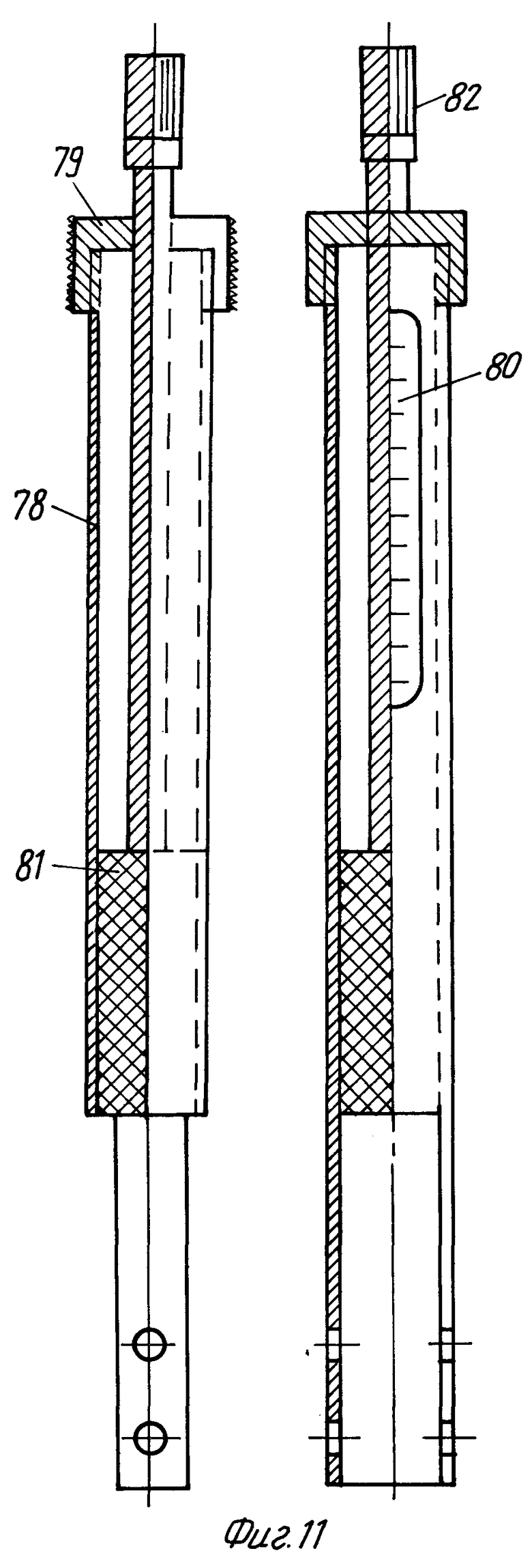
Подъем плиты 20 происходит до контакта плиты с верхним концевым переключателем 25, что обеспечивает обратное реверсирование (подачу плиты в нижнее положение) до контакта с нижним переключателем 27. Выключение ГДУ обеспечивается расчетом двойных ходов в зависимости от степени наклепа обрабатываемой поверхности (зеркала цилиндра). Барботаж суспензии производится с помощью барбатажера 29, замер концентрации присадочного порошка с помощью ареометра 30, который состоит из корпуса 78 с накидной гайкой 79, стержня со шкалой 80, поплавком 81 и ручки 82.
Выключение ГДУ обеспечивается расчетом двойных ходов в зависимости от степени наклепа обрабатываемой поверхности.
Применение предлагаемой установки, обеспечивающей гидродробеструйную обработку поверхностей деталей, создает возможность значительного улучшения качества и позволяет применять процесс ГДО в условиях единичного производства, так как создание упрощенной установки не требует больших материальных затрат, которая проста в изготовлении и облуживании. Для улучшения качества обрабатываемой поверхности и ускорения процесса обработки в гидросистему предусмотрено подключение ультразвукового потока от специального устройства (на чертеже не показан).
Изобретение относится к области дробеструйной упрочняюще-отделочной финишной обработки (технологии) поверхностей деталей, в том числе гильзоцилиндров двигателей внутреннего сгорания и коленвалов, распредвалов, пальцев, поршней.
В качестве прототипа взята гидродробеструйная установка SU, 1030152, B 24 C 3/03, 1933, содержащая заполненную рабочей средой камеру, в нижней части которой смонтировано вертикально направленное сопло-эжектор (с-э), а в верхней устанавливается обрабатываемая деталь с возможностью перемещения относительно сопла с помощью подъема и опускания подвижного стола.
I вариант. Вариант, где кроме блоков цилиндров будут обрабатываться гильзы цилиндров.
На фиг.6а,б - устройство в сборе, которое может быть выполнено с твердой или гибкой опорой.
Устройство с гибкой опорой состоит из стола 20, на котором крепится защитный стакан 22, сопла 43 или сопловой головки 7, на стол соосно стакану 22 устанавливается гильза 44 с крышкой 45, которые крепятся упорным винтом 46, с ручкой 47 через гайку 48 и перекладину с гибкими стяжками 49, которые своими концами 50 вдеваются в отверстия крепежного уголка 51, который крепится с помощью прижима 52, закрепленный к столу болтом 53, шайбой 54 и гайкой 55. Крепежное устройство "б" с жесткими опорами имеет все те же элементы, что и с гибкими опорами.
II вариант. Вариант, где кроме блоков цилиндров обрабатываются коленвалы, распредвалы, пальцы, по габаритам соизмеримые с габаритами установки.
На фиг.7 показано устройство (корпус) 56 в сборе, в которое крепят к/вал 57 или распредвал, вал, трубу, напротив стакана 22, где размещено сопло 5 с сопловым дробефакельным устройством 58 (авт.св. PФ 96115496/02 (020882)), фиг.9, которое производит обработку деталей.
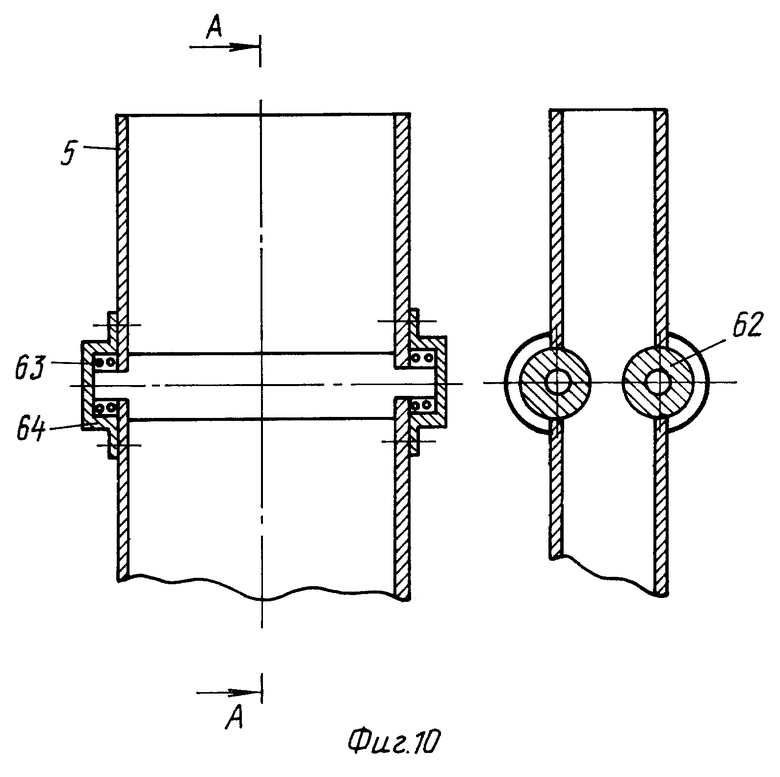
Для обеспечения ровного расположения к/вала, дополнительно используется специальные опорные обоймы 59, крепящиеся с помощью прижимов 60. Для ускорения потока дроби в сопло 5 устанавливаются роликовые ускорители 61, фиг.10, состоящие из ролика 62, установленного в сопле 5 на подшипнике 63, закрытые крышками 64.
Пример.
Проводится дробеударная отделочно-упрочняющая операция шеек коленчатого вала ВА3-2101, прошедших полный технологический цикл обработки с возможным исключением окончательной обработки шлифовкой.
Давление P рабочей смеси, поступающей в канал полуколец 7, равно 3-10 МПа. В качестве рабочего инструмента применяются подшипниковые или стеклянные шарики диаметром от 0,5 до 2,0 мм. Подшипниковые шарики (ГОСТ37622-70) III-IV степени точности. В качестве СОЖ - трансформаторное масло с присадкой поверхностно активного вещества (ПАВ) или 3% содовый раствор воды.
Исходная шероховатость поверхности обрабатываемых шеек до 3,5 мкм, исходная твердость НВ = 80 - 120 МПа.
Полукольца 57, 58, из которых состоит дробефакельное устройство, фиг.9, связаны между собой специальной крепежной петлей 59 и замком 60.
Полученные сравнительные данные по традиционной операции тонкой шлифовки и отделочно-упрочняющей обработки дискообразным дробефакельным инструментом сформированного полой обоймой из двух колец 57, 58 через посредство симметрично расположенных сопел-форсунок 59 показывают, что топографический макро- и микрорельеф имеет более качественный характер, сопоставляемый с отшлифованной поверхностью шеек, при этом по высотным параметрам шероховатость у предлагаемого способа составляет Ra = 18 мкм, что и у процесса шлифовки, но с более качественной кривой опорной поверхности выступов, что значительно повышает противоизносные характеристики обработанной поверхности новым способом. Кроме этого, замеры остаточных напряжений показали плавное распределение σо.н с максимумом у поверхности, что также дополнительно способствует увеличению противоизносных характеристик. Твердость приповерхностного слоя до дробеструйной обработки 80 - 120 мПа возросла до НВ250-280 ед.
При обработке поверхностей стеклянными шариками по этой же схеме для достижения подобных результатов шероховатости и твердости необходимо увеличить давление рабочей смесы. При этом получены положительные результаты, получен дополнительный эффект, такой как насыщение приповерхностного слоя стекловолокнистыми микроэлементами, способствующими сохранению рабочих поверхностей от коррозии, что обеспечивает мягкий скользящий процесс работы пары трения.
III вариант. Вариант, где для обработки поршней выполнено специальное крепежное устройство, позволяющее устанавливать и снимать обрабатываемый поршень, меняя его месторасположение в горизонтальном или вертикальном положении.
На фиг.8 показано крепление поршня 65 над стаканом 22 стола 20 в крепежном корпусе 66, которое фиксируется к столу с помощью прижимов 67, которые крепятся болтами 53 с шайбой 54 и гайкой 55.
Поршень устанавливается на специальную насадку 68, которая имеет вращательно-поступательное движение для обработки поршня по всей его поверхности. Сопловая головка 69 выполнена с многоканальным распылением суспензии, накручивается по резьбе на основное неподвижное сопло 5. Для установки в вертикальном положении в корпусе сделана специальная обойма 70, расположенная над соплом.
IV вариант. Вариант, где кроме блоков цилиндров будут обрабатываться гильзы цилиндров. На фиг.14 предлагается процесс обработки, где применяются дополнительные устройства, состоящие из сборной опоры 71, которая состоит из нескольких шайбообразных плит, обеспечивающих обработку гильз цилиндров с различными размерами по диаметру, крышки 72 и крепежного болта 53 с шайбой 54 и гайкой 55, которые поджимают крышку с помощью рычага 73. В связи с возможностью увеличения размера окна в подвижной и неподвижной плите, с помощью снятия одной или нескольких шайбообразных плит представляется возможность обрабатывать цилиндры (гильзы) любых размеров, которые параллельно с обработкой внутренних поверхностей будут выполнять работу сткана 22 установки.
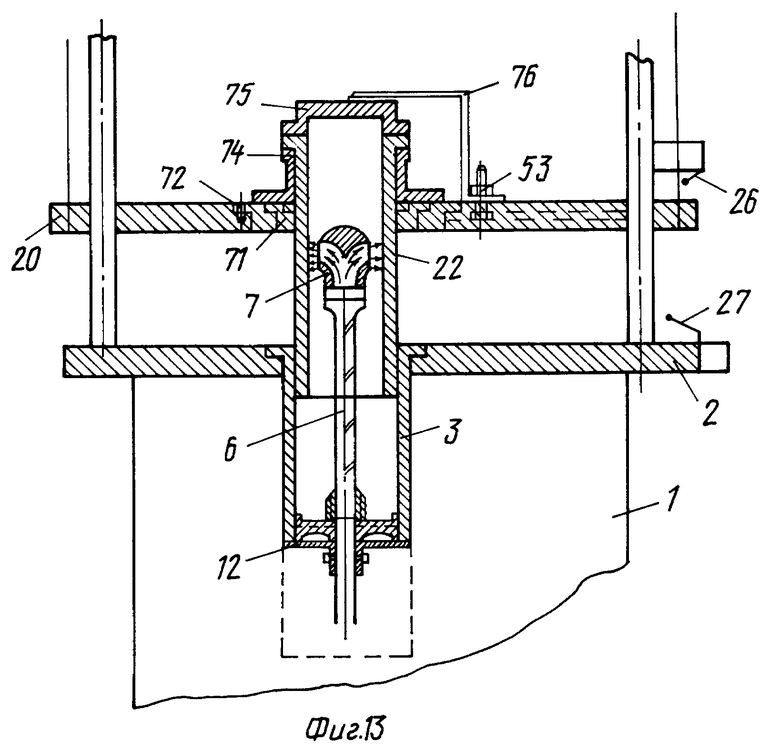
Для обеспечения обработки гильз или труб с большими размерами по длине стакан 3 делается удлиненным, а при использовании стакана, не позволяющего обработку таких длинных деталей, под верхний фланец гильзы устанавливается специальная опора 74, фиг.13, на величину (по высоте) длины гильзы, превышающей размер стакана 3. Крышка 75 гильзы удерживается с помощью рычага 76, закрепленного на подвижной плите с помощью болта 53. Шайбообразные плиты (крайние) крепятся винтами 77.
Изобретение относится к области гидродробеструйной обработки деталей, в частности, на авторемонтных предприятиях. Установка для обработки отверстий деталей и валов, установленных на столе, выполнена в виде рабочей камеры с эжекторным устройством. Установка имеет турбонасадку в виде трубы со спиральными ребрами. Сопловая головка размещена на этой турбонасадке, которая установлена с возможностью вращения совместно с сопловой головкой под воздействием давления поступающей в трубу суспензии. Предусмотрено выполнение сопловой головки многоканальной. Технический результат: расширение технологической возможности при обработке широкой номенклатуры деталей. 9 з.п. ф-лы, 14 ил.
| Гидродробеструйная установка для обработки деталей | 1977 |
|
SU1030152A1 |
| Устройство для гидроабразивной обработки деталей типа лопастных колес | 1979 |
|
SU889412A1 |

