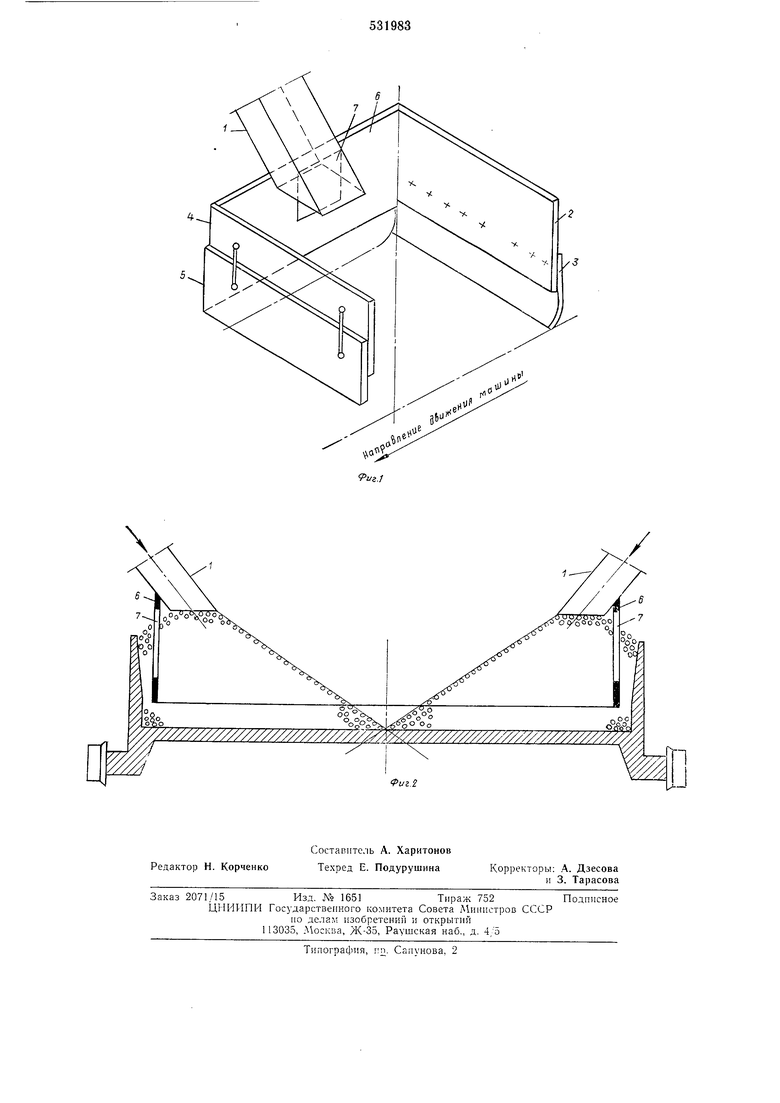
в нем 1ПОД углом естестаениото ошоса. Большая часть сыпучих масс окатышей разраенивает ся гладилкой и используется в качестве дотной постели. Оста тьная часть окатышец ч.ерез окно 7 поступает в между вертикальнОй боковой степкой укладчика и бортом ОбжиговОй тележжи. Сразу после укладки постели лодаются сырые окатыши, заполняющие оставшийся объем и стабилизирующие бортовую и дОННую 1постель. При этом используют принцип движения материала в нестесненпых условиях, та.к как окатыши во всех элементах укладчика перемещаются по углу естественного откоса, имеют возможность свободно перемещаться и расширяться в вертикальном «аправлепии и .не ограничены стенками в верхней части укладчика, что позволяет ликвидировать возможность жост1репия и забивания укладчика и обеспечивает стабильную подачу и укладку донной и бортовой постели. Создание постели осуществляется при COOTIHOЩ6НИИ высоты к ширине укладчика, равном 0,2-0,4. При меньшей высоте укладчика (центральные части машины оказываются без донной постели. При большей высоте укладчик переполняется окатышами и возникает опасность кострения материала.
Окиа для заюрузки бортовой постели на боковых стенках укладчика еозеоляют бесперебойно подавать окатыши к 6opTaiM тележек. Для этого в-ерхняя часть окон должна быть свободна от -материала и обеспечивать необходимую степень свободы расширению м.атериала, т. е. верхняя кромка окна загрузки бортовой постели должна находиться выше нижней кромки рукава подачи постели. В противном случае возможно кострение материала в окне 7.
Бесперебойное поступление материала из желоба I в ойно 7 возможно при совмещении оси окЕа с осью желоба. В противном .случае непрерывность подачи бортовой постели нарущается и в часть окна постель не попадает, а высота, бортовой постели становится нестабильной и, следовательно, борт .машины оказывается незащищенным от прямого воздействия газового факела.
Окна для заюрузки бортовой тостели располагают IB верхней части укладчика для повышения надежности формирования бортовой -постели. Размещение окон в нижней части укладчика не обеспечивает оптимального местоположения верхней и нижней кромок окна. Высота окна должнабыть равна 0,4-0,7 высоты каркаса укладчика, считая от егониза. При
большей высоте окон ослабляется механическая про-июсть конструкции, а при меньшей высоте не обеспечивается движение окатыщей в нестесненном потоке и возможно их забивание.
Длина укладчика должна обеспечивать формиров.ание в нем конусов окатышей с образующими по углу естественного откоса. Это ИМеет место при длине укладчика 0,6-0,8 его ширины. При меньшей длине укладчика происходит его переполнение материалом и нарушается движение окатышей в нестесненном потоке. При больщей длине укладчика задалживается полезная площадь обжиговой машины.
Для предотвр.ащения случайных остановок машины при выбросе вверх колосников и попадания на колосниковое поше посторонних предметов передняя и задняя стенки выполняются двойными с откидными на щарнирах нижними частями. При попадании колосника нижняя часть стенки отклоняется, пропуская колосник, и возвращается на место-. В результате случайные остановки машины ликвидируются. Кроме того, откидные части выполняют функции гладилок.
Следовательно, предлагаемый укладчик обеспечивает ста-бильную подачу донной и бортовой по-стели, уменьшает число остановок обжигового оборудования, повышает тем самым его производительность и улучшает условия труда. Кроме того, ликвидируется специальный тракт подачи бортовой постели.
Формула изобретения
Ук;гадчик постели обжиговой машины конвейерного ти-па, содержащий желоба, -расположенные над каркасом, снабжен-ным гладилкой, отличающийся тем, что, с целью осуществления загрузки до-н:ной и бортовой -постели и повышения производительности, каркас выполнен в виде ящика, в боковых стенках которого под желобами и на расстоянии 0,4- 0,7 высоты стенки от его низа расположены окна, а к нижней части тор-цовых -стенок присоединены откидные гладилки.
Источни ки ин-форма.ции, принятые во в-нимание при экспертизе:
1.А. М. Мачковский и др. «Окускование железорудных концентратов, М., Металлургиздат, 196 г.
2.-Патент ГДР № 230988, кл. 18а 1/10, 1958 г.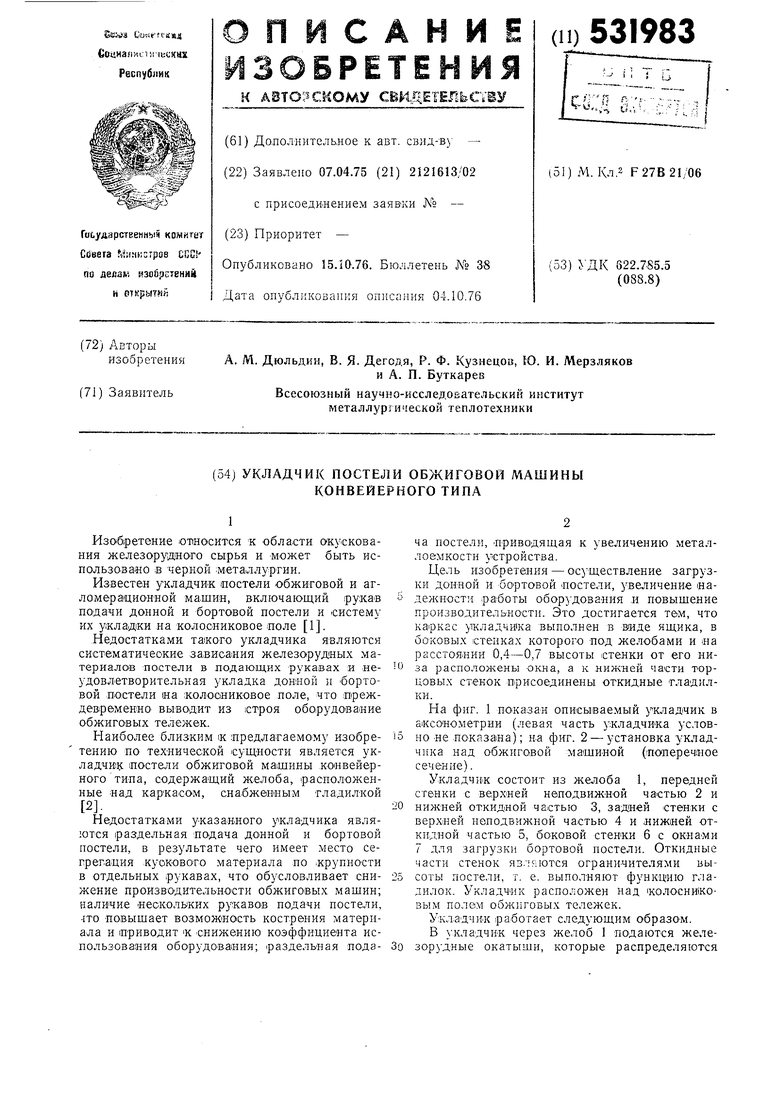
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки обжиговых тележек | 1979 |
|
SU926490A1 |
| Способ обжига железорудных окатышей на конвейерных машинах | 1984 |
|
SU1232698A1 |
| Способ производства окатышей на конвейерных машинах | 1982 |
|
SU1077938A1 |
| Способ производства окатышей на обжиговой конвейерной машине и машина для его осуществления | 1981 |
|
SU996484A1 |
| Кольцевая обжиговая машина | 1971 |
|
SU438296A1 |
| Способ загрузки окатышей на обжиговые тележки конвейерных машин | 1987 |
|
SU1482965A1 |
| Способ обжига железорудных окатышей | 1981 |
|
SU1014945A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ОБЖИГОВОЙ КОНВЕЙЕРНОЙ МАШИНЫ | 1994 |
|
RU2089806C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ОКАТЫШЕЙ НА ОБЖИГОВОЙ КОНВЕЙЕРНОЙ МАШИНЕ | 2000 |
|
RU2173720C1 |
| Способ сушки окатышей на обжиговых машинах конвейерного типа | 1981 |
|
SU1006525A1 |