Предлагаемое устройство касается приспособлений, предназначенных для автоматизации сигнализации и блокировки различных механизмов в прокатных установках.
Известные до сих пор „флажки, применяемые для осуществления автоматизации отдельных манипуляций вспомогательных механизмов в прокатных станах, имеют те недостатки, что в ряде случаев применение их становится затруднительным из-за больших габаритов изделий, а зачастую их и невозможно применить, когда, например, принятую профильную полосу необходимо стаскивать с рольганга в поперечном направлении.
Затруднения состоят в том, что на широкий рольганг принимается профиль, например, рельс или балка со скоростью 3-4 м1сек; в этом случае, из условий получения контакта, необходимо иметь флажок на всю ширину рольганга, а из условий срабатываемости флажка острыми буртами профиля флажок должен иметь надежную толщину.
Однако большой вес пластины флажка потребует еще большего
противовеса, а инерция масс флажка и большая скорость движущейся штуки потребуют дополнительного утяжеления всей конструкции и надежного ее укрепления.
Невозможность нормальной работы флажка, в случае стаскивания штуки с рольганга в поперечном направлении, объясняется тем, что выходящими из одного калибра штуками в пластине флажка, вследствие износа, будут образованы углубления, за которые, при стаскивании штуки с рольганга, полоса будет цепляться, и возможен случай, когда вместе с полосой будет стащен и флажок.
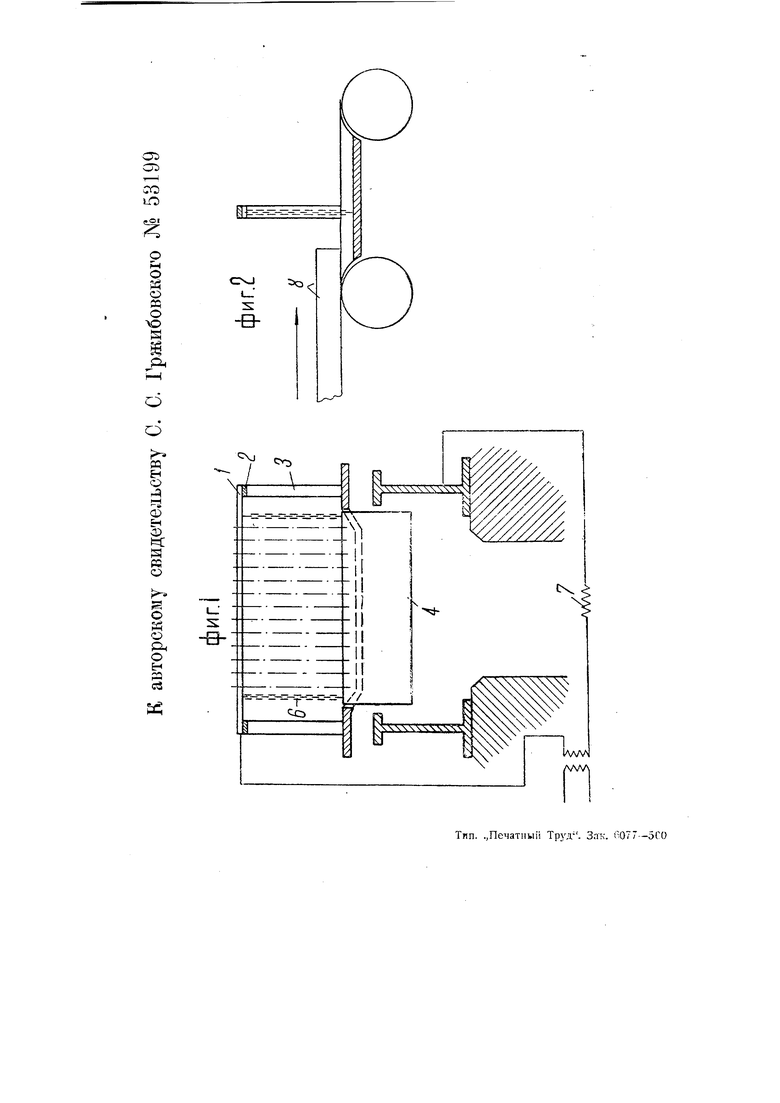
Согласно изобретению, эти недостатки устраняются применением включающего приспособления, выполненного в виде цепной завесы, расположенной поперек рольганга, включающей вспомогательные механизмы при соприкосновении с ней прокатанной полосы, проходящей по рольгангу.
На чертеже фиг. 1 представляет схематический вид устройства спереди, а фиг. 2 - вид его сбоку.
Цепная завеса 6 установлена поперек рольганга на стойках 3 и по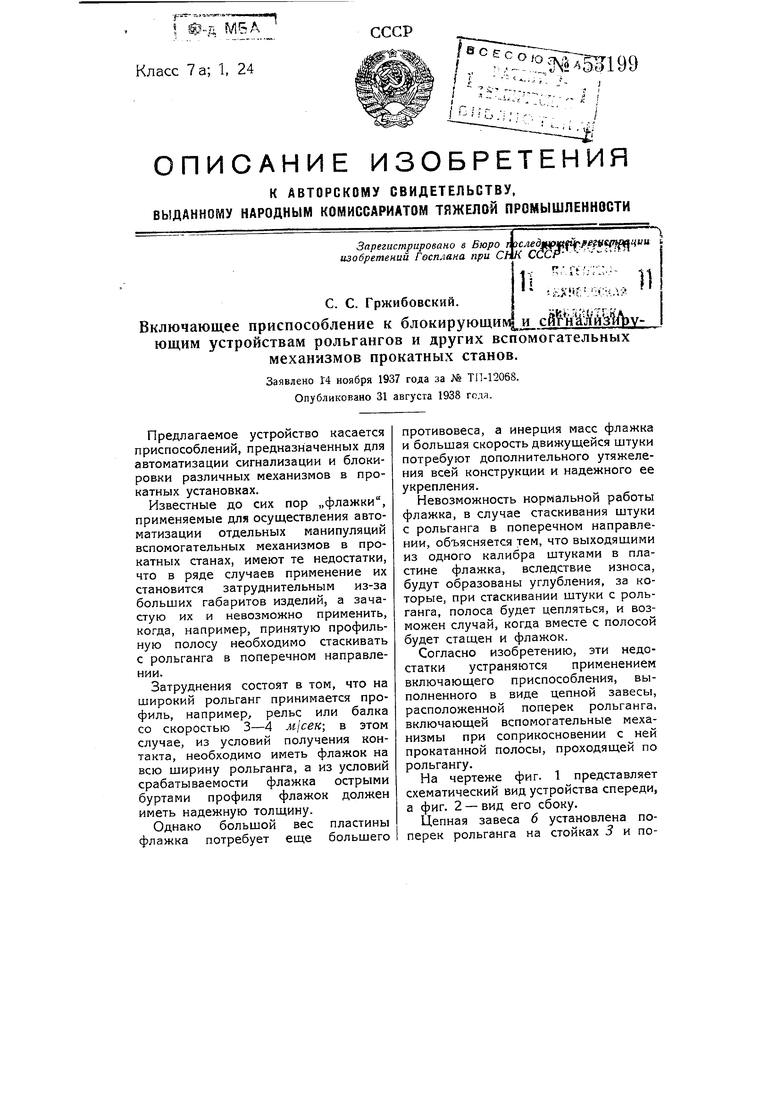
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ОХЛАЖДЕНИЯ ЧЕРНОВОЙ ПОЛОСЫ ИЛИ ПОЛОСЫ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2467815C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЫСТРОЙ ВЫГРУЗКИ ТОЛСТЫХ СТАЛЬНЫХ ЛИСТОВ ИЗ ПРОКАТНОГО СТАНА | 2014 |
|
RU2653518C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Подлёдная жерлица С.В. Петрова | 2019 |
|
RU2724388C1 |
| СПОСОБ ОЧИСТКИ И/ИЛИ УДАЛЕНИЯ ОКАЛИНЫ С ПЛОСКОЙ ЗАГОТОВКИ ИЛИ ЧЕРНОВОЙ ПОЛОСЫ С ПОМОЩЬЮ УСТРОЙСТВА ДЛЯ ГИДРОСБИВА ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ГИДРОСБИВА ОКАЛИНЫ | 2013 |
|
RU2608939C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2013 |
|
RU2600772C2 |
| УСТРОЙСТВО ДЛЯ БЕЗУДАРНОЙ ПОДАЧИ ДЛИННОМЕРНЫХГРУЗОВ | 1970 |
|
SU268998A1 |
| Установка для резки толстолистового металла | 1981 |
|
SU1049199A1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ НАГРЕТОГО ТЕЛА | 1993 |
|
RU2067904C1 |
| СТЕНД ДЛЯ ГРАДУИРОВКИ РЕНТГЕНОВСКОГО ИЗМЕРИТЕЛЯ ТОЛЩИНЫ | 2006 |
|
RU2327953C1 |