(54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ
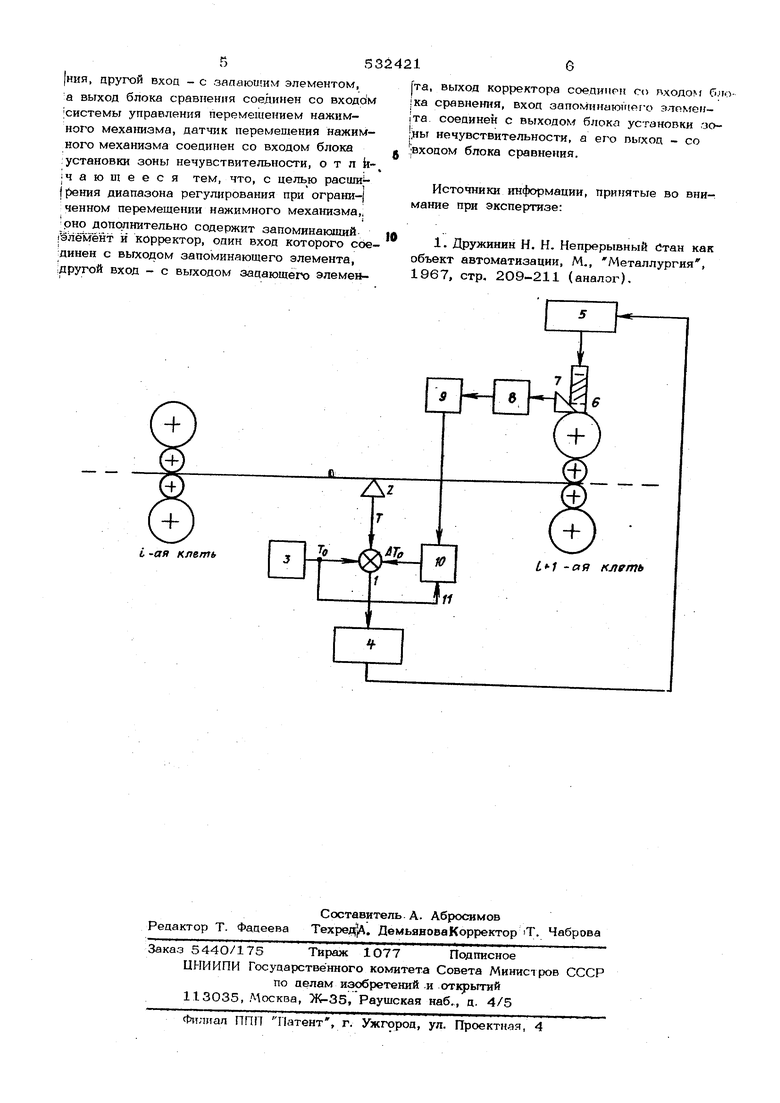
ПОЛОСЫ ,353 С Егыхогюм блокй установки|3оньг нечу1ютги1телыгости, а его выхоа со входом блока сравнения. fla чертея{е приведена блок-схема иреппагаемого устройства. Устройство содержит узел 1 ср)авне1пш, один вхоц которого присоединен к выходу цатte a 2 натяжения, другой вход присоенинен: к задающему элементу, 3, а выход через регулятор 4 - ко входуосистел-гы 5 управления перемещением нажимного механизма 6. Нажимной механизм б снабжен датчиком 7 перемещения, выход которого через блок 8 Ьоны нечувствительности присоединен ко вхЬ пу запоминающего элемента 9. Выход запокганаюшего элемента 9 через корректор lOj подключен Ни вход узла сравнения, а управ-i ляютппй вход 11 корректора 10 присоединен к выходу задающего элемента 3. Устройство работает следующим образом. При изменении натяжения Т на выходе узла 1 сравнения появляется сигнал + +Т. Под действием этого сигнала в регуля;торе 4 формируется управляющее напряжение, которое через систему S управления вфз действует на перемещение нажимного механизма 6(1 +1 )-ой клети в направлении отраг ботки изменения нвтяженвя. Прид. на-1 жимной механизм опускается, а при йТ-с 0поцнимается. Контроль за величиной шения нажикгаого механизма осуществляете цатчнком 7. Если в процессе регулирования нажимной Механизм 6 перемешается за установленные (допустимые) пределы, опреде4 ляемьге шириной зоны нечувствительности блока 8, то на выходе последнего появляет|ся сигнал, который через запоминающий элфмент 9 и корректор Ю поступает на вход узла 1 сравнения (сигнал Т). При этом задающее значение натяжения будет равно сумме сигналов TO и АТ. При опускании Щ жимного механизма сигнал/иТо увеличивает задание (), а при подъеме нажимного Механизма сигнал уменьшает задающее значение натяжения (Тд- лТо). Работа устройства приАТ Ь происходит следующим образом.При увеяиченин натяжения за установлев, ное заданное значение TQ сигнал с выхода регулятора 4 воздействует на нажимной механизм 6, опуская его, при этом уменьшаются скорость входа металла в (t 4- 1 )-ую клеть, а следовательно, и натяжение Тв проч межутке между i -ой и (i + 1 )-ой клетям }. Если изменение натяжения таково, что оно не может быть отработано допустимым пере мещением нажимного механизма, то сигнал с выхода корректора 10 увеличивает заданное значение натяжения (TQ+ATg), что приводит к изменению знака сигнала на выходе узла 1 сравнения, при этом нажимной Mexaf I 1; низма 6 начнет перемещаться вверх. Это перемещение приводит к росту натяжения на величину дТ. Кроме того, сигнал с выхода датчика 7 уменьшится, а сигнал на вЫходе блока 8 зоны нечувствительности станет равным нулю. Таким образом, при перемещений нажимного механизма за установленные пределы процесс 1 регулировагшя натяжения не прекращается, а происходит автоматическое изменение задания пропорционально этому перемещению за установленные пределы с последующим возвратом нажимного механиз- : ма в рабочее положение, определяемое зоной нечувствительности блока 8, Корректор 10 согласовывает сигнал дТд в зависимости от заданного значения натяжения CljJ. С увеличением заданного значения натяжения коэффициент передачи канала изменения задания (аТ(у-) растет, ас уменьшением - падает. Применение коррек; тора 10 позволяет автоматизировать настройку канала при прокатке различного сорi тамента. ; Предложенное устройство, кроме расщирения диапазона регулирования натяжения, способствует стабилизации толщины полосы на выходе-J стана при прокатке рулона с раз:личными механическими свойствами по длине подката; При увеТшчении жесшсости полосы толщи-f на и натяжение растут. Рост натяжения привводит к опускагтаю нажимного механизма, а следовательно, и к автомогаческому уве/шчению уставки натяжения (Тд+дТ). Увеличение уставки натяжения вызывает изменение управляющих воздействий на скорости приводньгх двигателей рабочих валков, формируемых в каналах регулирования натяжения tto скорости. Рост натяжения полосы с одновременным опусканием нажимного механизма приводит к увеличению обжатия металла в валках (1+ 1 )-юй клети, т.е. к уменьщению толщины полосы на выходе этой клети. Таким образом устройство благодаря авг томатическому изменению заданного значения натяжения полосы в фужции перемеще;ния нажимного механизма /позвсмияет вели:чить диапазон регулирования натяжения полосы, что в свою очередь приводит к повытцению точности регулирования толшиньг ftor лосы и стабилизации всегоГ процесса прокатки. Формула изобретения Устройство для регулирования нааяжения полосы, содержащее блок сравнения, один вход которого соединен с датчиком натяже|ния, другой вход - с зяпающим элементом, а выход блока сравнения соединен со входом системы управления перемещением нажимного механизма, датчик перемешения нажимного механизма соединен со входом блока установки зоны нечувствительности, о т л ii чаюшееся тем, что, с целью расши||{ ения диапазона регулирования при ограни-j ченном перемещении нажимного механизма,,
оно дополнительно содержит запоминающий (ЭйШёнт и корректор, один вход которого соединен с выходом запоминающего элемента, ;другой вход - с выходом задающего элеменГта, выход корректора соединги со входо( О.чо1ка сравнеш я, вход запоМннаютке го зломе ;|Та. соединен с выходом блока установки ,jo.Hbt нечувствительности, а его выход - со
j, ВХОДОМ блока сравнения.
Источники информации, принятые во внимание при экспертизе:
1. Дружинин Н. Н. Непрерывный йтан как
объект автоматизации, М., Металлургия, 1967, стр, 2О9-211 (аналог).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство для регулирования межклетевых натяжений в непрерывном стане холодной прокатки | 1977 |
|
SU686795A1 |
| Устройство для регулирования натяжения полосы между клетями непрерывного стана холодной прокатки | 1977 |
|
SU743741A1 |
| Устройство для ограничения натяжения полосы на непрерывном прокатном стане | 1977 |
|
SU662178A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ВЫХОДЕ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1969 |
|
SU232196A1 |
| Устройство для регулирования натяжения полосы | 1972 |
|
SU528975A1 |
| Устройство автоматического управления положением нажимного механизма | 1982 |
|
SU1128997A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТОЛЩИНЫполосы | 1971 |
|
SU304007A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
