Известен способ регулирования толщины полосы на выходе непрерывного стана холодной прокатки с использованием регулятора толщины на входе стана, регулятора толщины на выходе стана, воздействующего на скорости двигателя последней клети, и регуляторов натяжения во всех межклетевых промежутках.
Предложенный способ отличается тем, что по сигналу отклонения от заданной толщины полосы на выходе стана воздействуют на натяжение во всех межклетевых промежутках путем изменения скорости всех предыдущих или всех последующих клетей относительно данного промежутка, причем воздействие на каждый предыдущий промежуток осуществляется только в том случае, если натяжение во всех последующих промежутках вышло за границы зоны нечувствительности регуляторов натяжения. Отличие и в том, что воздейсгвуют на уставку регулятора толщины полосы на входе стана в функции отклонения от заданной толщины полосы на выходе стана, если натяжение во всех межклетевых промежутках вышло за границы зоны нечувствительности регуляторов натяжения.
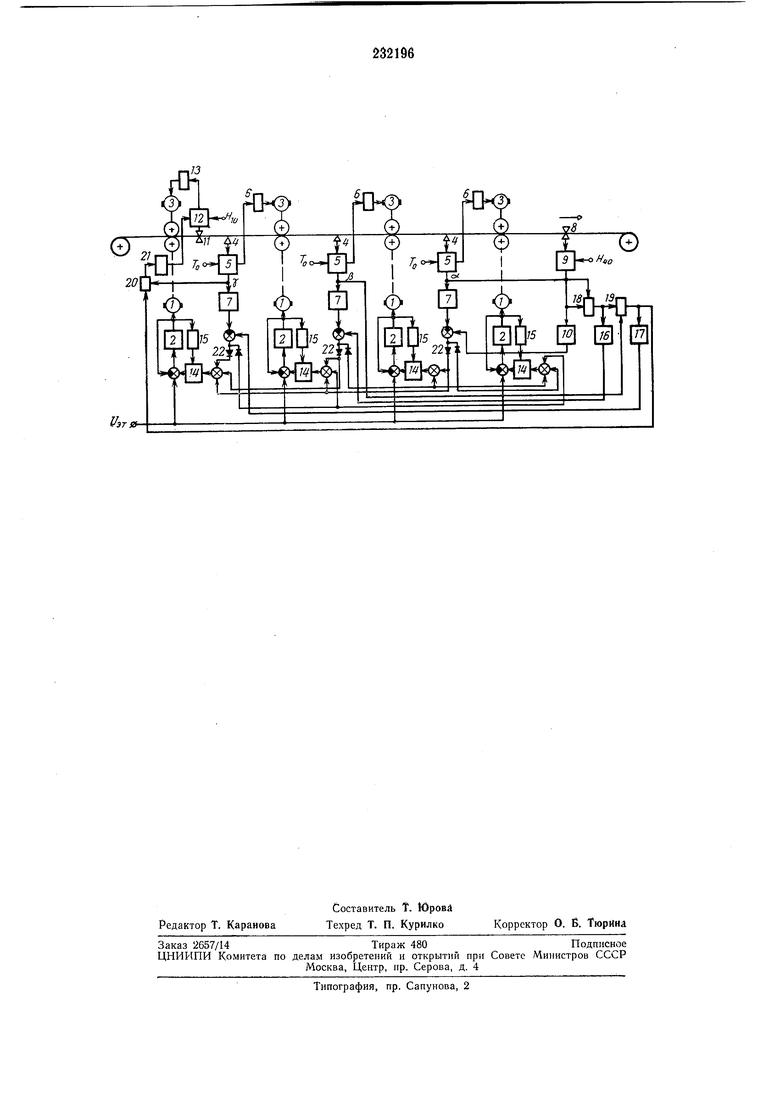
Блок-схема предлагаемого способа представлена на чертеже, где схематически изображены клети непрерывного стана холодной прокатки (в данном случае четырехклетевого), разматыватель и моталка.
Все межкЛетевые промежутки оборудованы регуляторами натяжения с зоной нечувствительности с воздействием на перемещение нажимных винтов последующей клети относительно данного межклетевого промежутка и на изменение скорости двигателей всех последующих или всех предыдущих клетей в зависимости от знака рассогласования нагяжения полосы.
Стан оборудован регулятором толщины полосы на выходе стана с воздействием на изменение натяжения в последнем межклегевом промежутке и регулятором толщины полосы на входе с воздействием на перемещение нал имных винтов первой клети.
В систему входят следующие элементы:
электроприводы клетей /, источники 2 питания электроприводов клетей, двигатель 3 привода нажимных винтов, измерители 4 натяжения, блоки 5 задания и зоны нечувствительности каналов натяжения, блоки 6 воздействия на налчимные винты, блоки 7 воздействия на изменение напряжения на якорях приводных двигателей, микрометр 8 на выходе стана, блок 9 задания, пропорциональноинтегральный усилитель 10, микрометр 11 на входе стана, блок задания 12, блок 13 воздействия на наишмные винты первой клети, умножители 14, нелинейные преобразователи 15, пропорционально-интегральные усилители 16 и 17, ключи 18, 19 и 20, интегрирующий блок 21 и разделительные диоды 22. Предлагаемый способ регулирования толщины полосы и настройки стана на прокатку данного сорта полосы заключается в следую- 5 щем. Сигнал с выхода блока 9, пропорциональный отклонению от заданной толщины полосы на выходе стана, поступает в интегрально-пропорциональный усилитель 10, далее через разделительные диоды 22 и умно- Ю жители 14 воздействует на изменение напряжения на приводных двигателях / последней .или всех предыдущих клетей, в зависимости от знака рассогласования толщины полосы на выходе стана. Это вызывает изменение нагя- 15 жения полосы в последнем межклетевом промежутке. Изменение натяжения приводит к перемещению нажимных винтов последней клети (узел перекалибровки регулятора толщины полосы), но по достижении перемещением на- 20 жимных винтов установленных пределов канал перекалибровки (блок 6) отключится. Если при этом натяжение полосы в последнем промежутке выйдет за границы зоны нечувствительности регулятора натяжения, на выхо- 25 де блока 5 появится сигнал а, который через регулятор 7 будет препятствовать дальнейшему изменению натяжения в последнем промежутке от сигнала блока 10. Кроме этого, сиг-, нал а откроет ключ 18. Сигнал с выхода бло- 30 ка 9, пропорциональный отклонению от заданной толщины полосы на выходе стана, через ключ 18 поступит на вход интегрально-пропорционального усилителя 16 и будет воздействовать на изменение натяжения в предпо- 35 следнем межклетевом промежутке, т. е. произойдет передача управляющего воздействия регулятора толщины иолосы на выходе стаиа с изменения натяжения в последнем на изменение натяжения в предпоследнем промежут- 40 ке (в функции изменения натяжения в последнем промежутке). Если при этом после отключения канала перекалибровки по нажимным ви-нтам предпоследней клети появится сигнал р с выхода блока 5, который через блок 7 бу- 45 дет препятствовать дальнейшему изменению натяжения в предпоследнем промежутке, откроется ключ 19. При этом сигнал с выхода блока 9 через ключи 18 и 19 поступит на вход интегрально-пропорционального усилителя 17 50 и с выхода его будет воздействовать на изменение натяжения полосы в предыдущем промежутке (в данном случае в первом промежутке). Если и в этом случае натяжение пблосы в первом межклетевом промежутке чзменится за установленные границы зоны нечувствительности регулятора натяжения, на выходе блока 5 появится сигнал у. который через блок 7 будет препятствовать дальнейшему изменению натял ения в этом промежутке от сигнала усилителя 17. Одновременно с этим сигнал Y откроет ключ 20. Сигнал с выхода блока 9 через ключи 18, 19 и 20 поступит на вход интегрирующего блока 21. Сигнал с выхода блока 21 будет воздействовать на изменение уставки регулятора толщины полосы на входе стана (блок/2). Предлагаемый способ, наряду с расширением диапазона регулирования толщины полосы на выходе стана, обеспечивает и настройку стана на прокатку требуемой толщины листа с учетом имеющихся на стане ограничений в части изменения межклетевых натяжений и пределов перемещения нажимных винтов, Предмет изобретения 1. Способ регулирования толщины полосы на выходе непрерывного стана холодной прокатки с использованием регулятора толщины на входе стана, регулятора толщины на выходе стана, воздействующего на скорость двигателя последней клети, и регуляторов натяжения во всех межклетевых промежутках, отличающийся тем, что, с целью расширения диапазона регулирования толщины полосы, по сигналу отклонения от заданной.толщины полосы на выходе стана воздействуют на иатяжение во всех межклетевых промежутках путем изменения скорости всех предыдущих или всех последующих клетей относительно данного промежутка, причем воздействие на каждый предыдущий промежуток осуществляют только в том случае, если натяжение во всех последующих промежутках вышло за границы зоны нечувствительности регуляторов натяжения, 2. Способ по п. 1, отличающийся тем, что, с целью настройки стана на прокатку данного сорта полосы, воздействуют на уставку регулятора толщины на входе стана в функции отклонения от заданной толщины полосы на выходе стана, если натяжение во всех межклетевых Промежутках вышло за границы зоны нечувствительности регуляторов натяжения.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯПОЛОСЫ | 1968 |
|
SU212206A1 |
| Система регулирования толщиныпОлОСы | 1979 |
|
SU829236A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ МЕЖДУ КЛЕТЯМИ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙПРОКАТКИ | 1972 |
|
SU344909A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТОЛЩИНЫполосы | 1971 |
|
SU304007A1 |
| РЕГУЛЯТОР ТОЛЩИНЫ полосы | 1967 |
|
SU201288A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1969 |
|
SU250858A1 |
| Устройство для ограничения натяжения полосы на непрерывном прокатном стане | 1977 |
|
SU662178A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1968 |
|
SU208627A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1970 |
|
SU269892A1 |