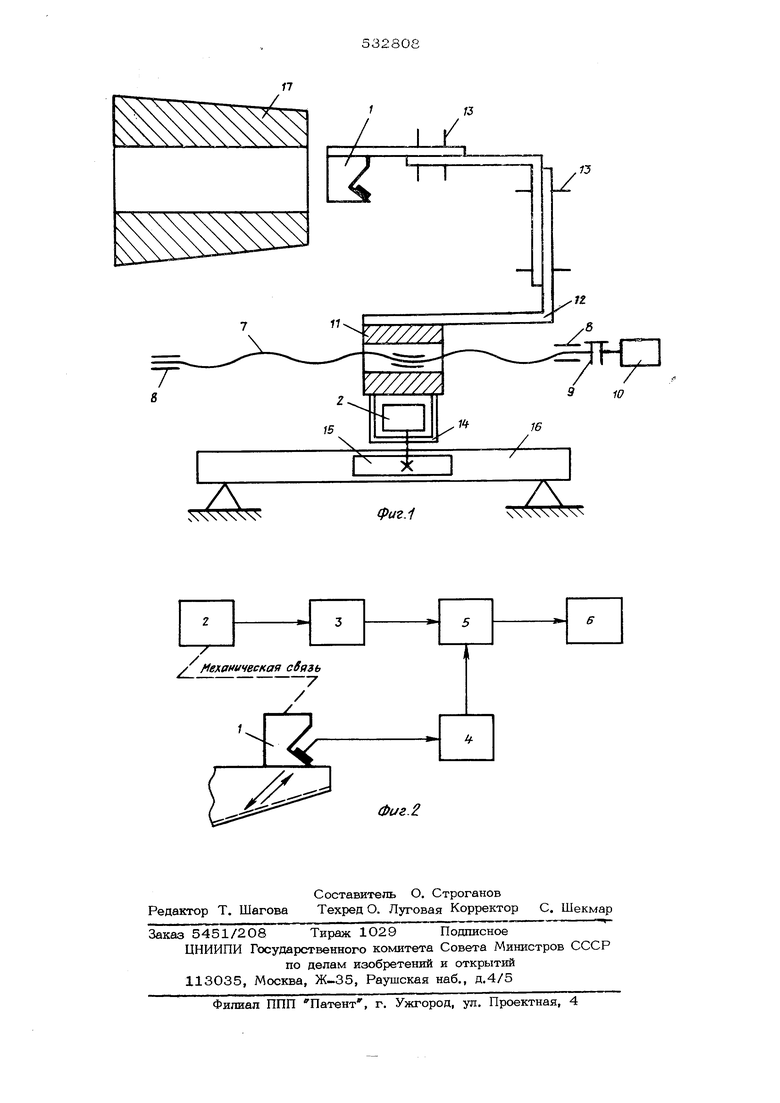
(на чертеже не показан), акустический нреобрааоватепь 1, мехшмзм закрепления и перемещения акустического преобразователя, электрический датчик 2 линейного пере мещения, четырехполюсник 3, эхо-и тульсный дефектоскоп 4 с управляемым от внеш него сигнала блоком 5 селекции и исполнительное устройство 6. Мехайиэм закрепления и перемещения акустическсиго преобразователя имеет ходовый винт 7, установленный в подшипниковых опорах 8 и связанный через соединительное устройство 9 с валом двигателя 10, гайку (показана условно), размещен ную на винте 7 и жестко связанную с кареткой 11, закрелпенный на гайке кронштейн 12. Кронштейн 12 снабжен средствами 13 перемещения установленного на нем преобраЗователя 1. Датчик линейного перемещения 2, например потенциометрического типа, крепится на каретке 11 с помощью скобы 14. На оси датчика (показана условно) закреплено зубчатое колесо 15, сцепленное с неподвижной зубчатой рейкой 16. Устройство работает следующим образом При работе контролируемое изделие 17 вра щается. С пуском двигателя 10 ходовой винт 7 также приходит во врашение, а каретка 11 совершает поступательное движен Преобразователь 1 входит в контакт с конт ролируемой поверхностью. Эхо-импульсный дефектоскоп 4 возбуждает преобразователь излучающий ультразвук в контролируемое изделие 17 и принимающий отраженные сиг налы. Принятые сигналы усиливаются и по- даются на блок селекции 5. Блок 5 времен- нойсепвкции отраженныхсигналов выделяет сигналы от дефектов, т.е. сигналы,время селек ции которых соответствует участку траекто рии распространения ультразвука в изделии 17. Это соответствие устанавливается управлением временем селекции отраженных сигналов с помощью напряжения, получаемого с выхода датчика 2, пропорционального перемещению ультразвукового преоб- разователя 1. С выхода четырехполюсника 3, коэффициент передачи которого устанавливается в соответствии с конусностью изделия 17, напряжение датчика поступает на блок 5 временной селекции и управляет временем работы этого блока. Под действием эхо-сигналов от дефектов с блока 5 поступает командный сигнал на исполнительное устройство 6, например релейную схему разбраковки. Технико-экономические преимущества данного устройства заключаются в возможности автоматизированного контроля трубных изделий, имеющих грубообработанную или резьбовую коническую поверзшость. При этом повышается надежность в работе, увеличивается производительность и качество контроля. Формула изобретения Устройство для ультразвукового контроля концевых участков трубных изделий с грубообработанной или резьбовой конической поверхностью, например замков бурштьных труб, содержащее механизм закрепления и вращения контролируемого изделия, механизм закрепления и перемещения акустического преобразователя в зоне контроля, акустический преобразователь и эхо-импульс.ный дефектоскоп с управляемым от внешнего сигнала блоком селекции, отличающееся тем, что, с целью повышения надежности и качества контроля, оно дополнительно снабжено электрическим датчиком линейного перемещения, кинематически связанным с акустическим преоб.разователем и четырехполюсником с регулируемым коэффициентом передачи электри-ческого сигнала, вход которого соединен с выходом датчика линейного перемещения, а выход - с управляющим входом блока временной селекции эхо-импульсного дефектоскопа. Источники информации, принятые во внимание при экспертизе: 1. Патент США № 3621708, кл. 7367, 8. 2.ПатентСША№3529466,кл. 73-67. 8.
/J
/ I /
13
L/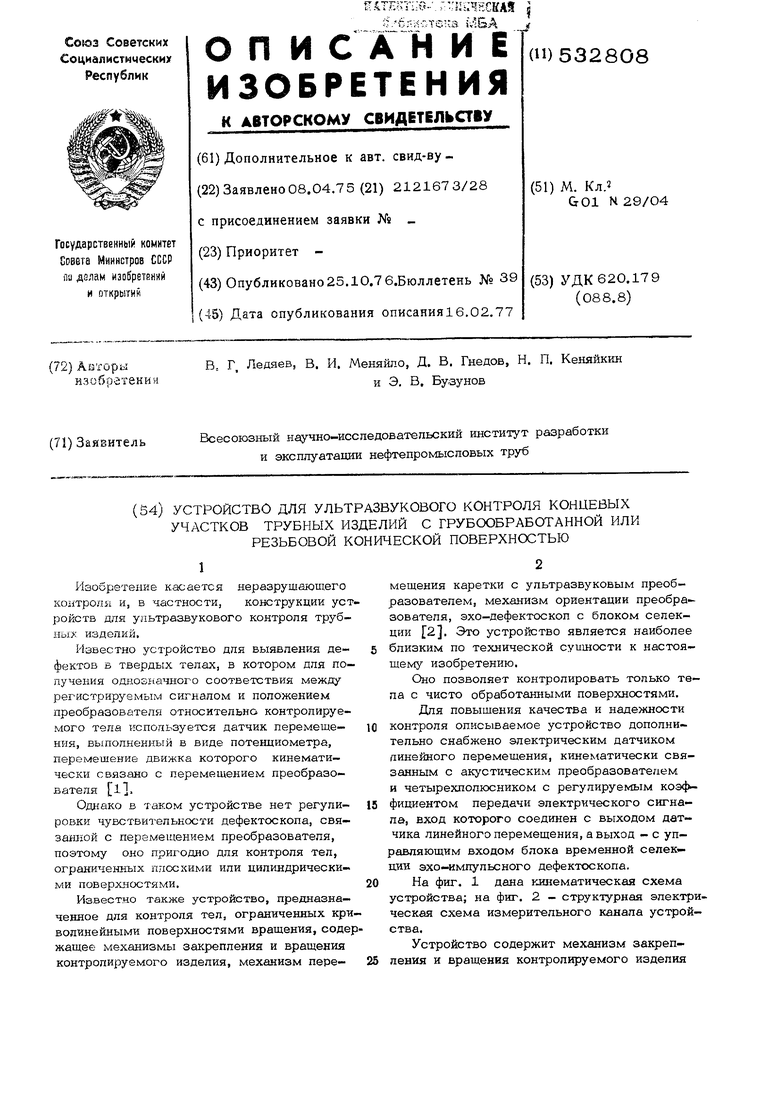
| название | год | авторы | номер документа |
|---|---|---|---|
| АКУСТИЧЕСКАЯ СИСТЕМА МНОГОКАНАЛЬНОГО ДЕФЕКТОСКОПА | 2001 |
|
RU2206087C2 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661312C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2005 |
|
RU2299430C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2351925C1 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |
| Устройство для контроля качества продольных сварных швов зубчатых колес | 2020 |
|
RU2751149C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |
| УСТАНОВКА ИЗМЕРИТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ И МЕХАНОАКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕЕ | 2007 |
|
RU2351926C2 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1999 |
|
RU2187104C2 |