Изобретение относится к области неразрушающего контроля качества сварных соединений, в частности, к ультразвуковому контролю сварных швов. Может быть использовано для контроля качества сварных швов, полученных электронно-лучевой сваркой. Применимо для зубчатых колес коробки приводов газотурбинных двигателей при отсутствии возможности контроля с другой стороны, для трубчатых изделий.
Известно устройство для ультразвукового контроля круговых сварных швов сварных элементов изделия по патенту РФ на полезную модель №61039, G01N 29/04, 2007. Устройство содержит основание, переходник для крепления к поверхности сварного элемента, жестко прикрепленную к нему штангу. Штанга соединена с основанием. Привод радиального перемещения ультразвукового преобразователя размещен на водиле и выполнен в виде ходового винта с ходовой гайкой, электродвигателем, кронштейном и микропереключателем радиального перемещения. Привод кругового перемещения ультразвукового преобразователя выполнен в виде жестко закрепленного на основании электродвигателя с ведущей шестерней. Ведущая шестерня кинематически связана с ведомой шестерней, с которой жестко соединены водило и микропереключатель кругового перемещения. Устройство снабжено дополнительным микропереключателем и преобразователем угла поворота водила в электрический сигнал, установленными на основании, узлом намотки кабеля. Перо регистратора кинематически связано с водилом, электронным блоком цифрового отсчета угловых координат, электрически связанным с преобразователем угла поворота, с задатчиком установки числа шагов радиального перемещения преобразователя и блоком корректировки длительности зоны контроля дефектоскопической аппаратуры. Недостатком является сложность устройства и сложность применения устройства.
Известно устройство для ультразвукового контроля продольных сварных соединений ручным продольно-поперечным сканированием по патенту РФ на полезную модель №113008, 2012. Устройство содержит направляющую, каретку, установленную на направляющей, две дополнительные направляющие, закрепленные на каретке перпендикулярно основной направляющей, ползун, взаимодействующий с дополнительными направляющими и призматическим преобразователем с прижимным узлом, ходовой винт с рифленой головкой, узел прижима с преобразователем. Ходовой винт закреплен в каретке параллельно дополнительным направляющим, с возможностью вращения вокруг собственной оси и взаимодействия с ползуном. Основная направляющая представляет собой плоскопараллельную пластину с продольным окном, через которое осуществляется контакт призматического преобразователя с поверхностью ввода-приема ультразвуковых колебаний в изделие сварного соединения, при этом она снабжена концевыми крепежными узлами к изделию. В головке ходового винта выполнен фиксатор, состоящий из подпружиненного штока со сферическим торцом, а в торцевой стенке каретки со стороны головки винта - сферическое углубление. На основной и дополнительных направляющих нанесены линейные шкалы. Недостатком является сложность использования устройства, связанная с выполнением большого количества операций для осуществления ультразвукового контроля, невысокая точность исследования.
Известно устройство для ультразвукового контроля качества сварных швов зубчатых колес, статья В.А. Пьянкова, Р.А. Сададинова «О возможности измерения параметров качества сварных зубчатых колес». – Дефектоскопия. 2005, №1, стр.29-31. Устройство содержит специализированный пьезоэлектрический преобразователь, закрепленный в специальной оснастке. Оснастка позволяет фиксировать положение преобразователя относительно базовой поверхности детали. Устройство применяется совместно с дефектоскопом. Упор, на котором закреплен преобразователь, смещается от базовой поверхности колеса до положения, при котором амплитуда эхо-сигнала достигает уровня фиксации. Устройство позволяет измерять глубину проплавления для принятия решения о допуске зубчатого колеса в производство. По расстоянию между базовой поверхностью и упором определяют глубину непроплавления сварного соединения. Это расстояние измеряют с помощью щупов. Недостатками устройства являются невозможность полного контроля всего сечения сварного шва при одностороннем доступе, дискретность перемещения преобразователя, вызванная невозможностью его плавного и непрерывного перемещения. Кроме того, необходимость подбора щупов усложняет процесс контроля шва и увеличивает общее время исследования.
В качестве ближайшего аналога заявляемому техническому решению выбрано устройство для ультразвукового контроля сварных швов продольно-поперечным сканированием по а.с.№1182383, G01N 29/04, 1985. Устройство содержит направляющую, каретку, шток, подвижно установленный на каретке, и закрепленный на штоке преобразователь с механизмом прижима. Для осуществления контроля перемещают каретку по направляющей до ее упора, после чего шток осуществляет линейное перемещение на величину одного поперечного шага. После перемещения преобразователя каретку перемещают в обратном направлении. При многократном перемещении каретки в прямом и обратном направлениях по направляющей преобразователь совершает заданную траекторию продольно-поперечного сканирования. Недостатком является сложность и длительность осуществления операции, связанная с необходимостью возврата каретки со штоком в начало направляющей после каждого шага, с необходимостью изменения положения упоров после каждого шага, с невозможность быстрой переналадки устройства для работы с изделиями других размеров и при необходимости замены преобразователя.
Техническим результатом заявляемого изобретения является улучшение технологичности использования устройства для контроля качества сварных швов, повышение его универсальности и сокращение длительности процесса контроля.
Технический результат достигается за счет того, что в устройстве для контроля качества сварных швов, содержащем ультразвуковой преобразователь с прижимным устройством, шток и средство для перемещения преобразователя, содержащее направляющую и каретку, согласно изобретению, на конце штока установлена съемная головка, содержащая узел крепления, амортизатор, зажимной элемент для установки преобразователя, узел крепления содержит колодку с пазом и зажимным винтом, средство для перемещения ультразвукового преобразователя содержит каретку с роликом, установленную на направляющей, на каретке установлен датчик отсчета пути и закреплен шток, на направляющей закреплена установочная сменная фторопластовая втулка.
Технический результат обеспечивается использованием съемной головки с узлом крепления, содержащим колодку с пазом и зажимным винтом. Конструкция узла крепления позволяет вынуть шток из паза колодки и снять съемную головку. Наличие съемной головки позволяет заменять в устройстве однотипные части из имеющегося комплекта, выбирая необходимую съемную головку с уже установленным преобразователем в зависимости от номенклатуры зубчатого колеса. Наличие в съемной головке зажимного элемента, позволяет быстро и с малыми трудозатратами сменить ультразвуковой преобразователь в случае его поломки или при смене зубчатого колеса на колесо другого размера. Выполнение средства для перемещения преобразователя в виде каретки с роликом, установленной на направляющей, закрепление на каретке штока и датчика отсчета пути позволяет линейно, непрерывно перемещать преобразователь вдоль исследуемого сварного шва, не возвращая каретку после каждого шага в определенное положение. Установка каретки на ролике исключает дискретность перемещения, повышает удобство использования устройства. Возможность считывания с дисплея датчика отсчета пути значений перемещения преобразователя, выраженных в мм, упрощает процесс и сокращает время исследования за счет исключения необходимости преобразования полученных значений. Закрепление на направляющей установочной втулки позволяет ускорить и упростить процесс установки устройства на наружной поверхности ступицы зубчатого колеса. Возможность закрепления на направляющей установочных втулок различных диаметров позволяет устанавливать устройство на разных типах зубчатых колес, повышает его универсальность и удобство использования.
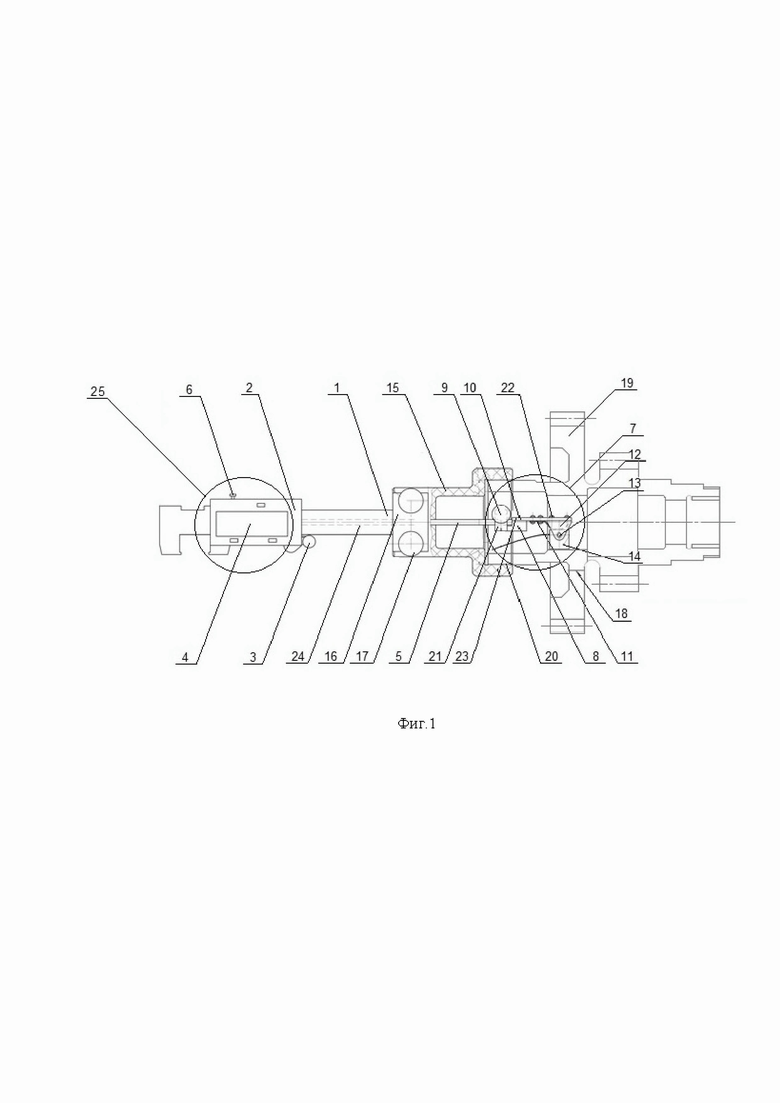
На фиг. 1 представлено устройство для контроля качества сварных швов, установленное на зубчатом колесе.
Устройство содержит направляющую 1, каретку 2 с роликом 3 и датчиком отсчета пути 4, которые образуют средство для перемещения преобразователя. В каретке 2 закреплен шток 5 при помощи винта 6. Шток 5 является подвижным штоком-глубиномером. На верхней наружной поверхности направляющей 1 нанесена шкала в виде линейки. Шток 5 установлен в паз, который располагается внутри направляющей 1. На конце штока 5 установлена съемная головка 7. Съемная головка 7 включает колодку 8 с зажимным винтом 9 и внутренним пазом для установки в него конца штока 5. Колодка 8 соединена с планкой 10, на которой закреплен амортизатор 11 в виде пружины и скоба 12. В скобе 12 с помощью винтов 13 крепят ультразвуковой преобразователь 14. Винты 13 так же являются осью для поворота преобразователя 14. На направляющей 1 устанавливают сменную фторопластовую втулку 15 с помощью зажимной планки 16 и зажимных винтов 17. Датчик отсчета пути 4 имеет рабочую панель с дисплеем 25.
Устройство для контроля качества сварных швов работает следующим образом.
Для исследования сварного шва 18 зубчатого колеса 19 устанавливают устройство контроля на изделии. Для этого сменную фторопластовую втулку 15 устанавливают на наружной поверхности ступицы 20 зубчатого колеса 19, ультразвуковой преобразователь 14 вводят внутрь отверстия ступицы 20 и устанавливают на начало сварного шва 18, при этом амортизатор 11 поджимает его к поверхности зубчатого колеса 19. Колодка 8 соединена с планкой 21, которая образует прямоугольное сквозное отверстие для установки наконечника штока 5. Закрепление амортизатора 11 в виде пружины и скобы 12 на планке 10 осуществляется с помощью заклепок 22. Колодка 8 соединена с планкой 10 при помощи сварки, сварным швом 23. В колодке 8 располагается внутренний паз 24 (на чертеже показан пунктирными линиями) для установки в него наконечника штока 5. В качестве ультразвукового преобразователя 14 используют раздельно-совмещенный пьезоэлектрический преобразователь (РС ПЭП), подключенный к ультразвуковому дефектоскопу типа УСД-50, УД2В-П46 и к др. Подключение производят с помощью электрического провода с клеммами типа «Lemo» или «СР-50». Для управления устройством при поиске скрытых в контролируемом материале несплошностей проводят первоначальную установку допустимых значений амплитуды эхосигналов. Настройку ультразвукового дефектоскопа на стандартных рабочих образцах осуществляют в начале каждого очередного сеанса работы. Устанавливают наиболее допустимую величину амплитуды эхосигнала от искусственного отражателя. Данную величину определяют по значению, при котором качество сигналов, полученных от несплошностей материала изделия или от искусственных отражателей, удовлетворяет условиям проведения исследовательских работ. Контроль проводят на поисковом и браковочном уровне. Для начала исследования механически воздействуют на средство для перемещения преобразователя и с помощью ролика 3 перемещают каретку 2 по направляющей 1. РС ПЭП 14 по команде ультразвукового дефектоскопа излучает зондирующие импульсы ультразвуковых волн в материал сварного шва 18 зубчатого колеса 19 для выявления дефектов. Дефектами являются несплошности, расположенные в глубине материала. Преобразователь 14 принимает ультразвуковые волны, отраженные от несплошностей структуры материала объекта контроля. Изменяют положение каретки 2 со штоком 5 относительно хвостовой части направляющей 1, изменяя при этом положение съемной головки 7 с ультразвуковым преобразователем 14 относительно начала сварного шва 18. Одновременно изменяются показания датчика отсчета пути 4 относительно точки начала контроля шва. Показания датчика 4 используют: для расчета перемещения преобразователя 14 относительно начала сварного шва; для определения положения преобразователя 14 относительно начала сварного шва. На дисплее датчика 4 отображается информация в виде цифровых значений. Данные цифровые значения показывают расстояние в мм, которое преодолел преобразователь 14 относительно начала сварного шва. В качестве датчиков пути используют датчики, которые используются в цифровых штангенциркулях торговой марки «Линкс-Раша» для измерения линейных размеров в мм. В качестве смазки и контактной среды – проводника ультразвуковых колебаний между поверхностью преобразователя 14 и поверхностью сварного шва 18 используют глицерин марки Ч, или ЧДА, либо масло МС-20. Проводят ультразвуковой контроль структуры материала зубчатого колеса 19 вдоль всего сварного шва 18. Далее обрабатывают показания преобразователя 14 и используют их для выявления несплошностей, превышающих допустимые значения амплитуды эхосигналов. При необходимости проведения ультразвукового контроля сварного шва 18 на зубчатом колесе 19 другого размера либо выкручивают зажимные винты 17 и снимают сменную фторопластовую втулку 15, либо выкручивают зажимной винт 9 и снимают съемную головку 7. Таким образом, заменяют либо сменную фторопластовую втулку 15, либо заменяют съемную головку 7, или при необходимости заменяют преобразователь 14 независимо друг от друга. Фторопластовые втулки 15 имеют различные размеры посадочных диаметров. Размеры посадочных диаметров втулок 15 совпадают с наружными диаметрами ступиц зубчатых колес 19. На конце подвижного усиленного стального штока-глубиномера 5 могут устанавливать различные съемные головки 7 с различными съемными ультразвуковыми преобразователями 14 в зависимости от типа зубчатого колеса 19. При необходимости замены только одного преобразователя 14, например, при выходе его из строя, выкручивают винты 13 скобы 12 и производят замену.
Таким образом, заявляемое изобретение позволяет улучшить технологичность использования устройства для контроля качества сварных швов, повысить его универсальность и сократить длительность процесса контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| Устройство для ультразвукового контроля сварных швов продольно-поперечным сканированием | 1983 |
|
SU1182383A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 2014 |
|
RU2570353C1 |
| Устройство для ультразвукового контроля изделий | 1990 |
|
SU1781598A1 |
| Устройство для контроля сварных швов в металлических трубах | 1958 |
|
SU122329A1 |
| Сканирующее устройство к ультразвуковому дефектоскопу | 1985 |
|
SU1295329A1 |
| СПОСОБ КОМПЛЕКСНОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ РЕЛЬСОВ БЕССТЫКОВОГО ПУТИ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2742599C1 |
| Сканирующее устройство для ультразвукового контроля сварных швов изделий | 1987 |
|
SU1497560A1 |
| Устройство для контроля трубопроводов | 1974 |
|
SU739395A1 |
Использование: для контроля качества сварных швов. Сущность изобретения заключается в том, что устройство для контроля качества сварных швов содержит ультразвуковой преобразователь с прижимным устройством, шток и средство для перемещения преобразователя, содержащее направляющую и каретку, при этом на конце штока установлена съемная головка, содержащая узел крепления, амортизатор, зажимной элемент для установки преобразователя, узел крепления содержит колодку с пазом и зажимным винтом, средство для перемещения ультразвукового преобразователя содержит каретку с роликом, установленную на направляющей, на каретке установлен датчик отсчета пути и закреплен шток, на направляющей закреплена установочная сменная втулка. Технический результат: улучшение технологичности использования устройства для контроля качества сварных швов, повышение его универсальности и сокращение длительности процесса контроля. 1 ил.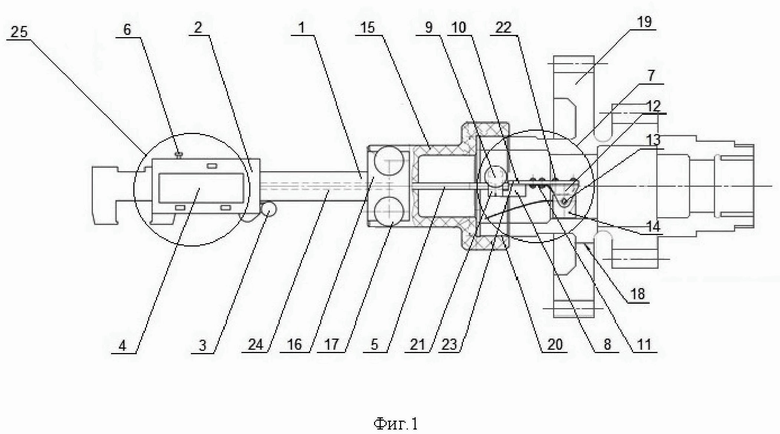
Устройство для контроля качества сварных швов, содержащее ультразвуковой преобразователь с прижимным устройством, шток и средство для перемещения преобразователя, содержащее направляющую и каретку, отличающееся тем, что на конце штока установлена съемная головка, содержащая узел крепления, амортизатор, зажимной элемент для установки преобразователя, узел крепления содержит колодку с пазом и зажимным винтом, средство для перемещения ультразвукового преобразователя содержит каретку с роликом, установленную на направляющей, на каретке установлен датчик отсчета пути и закреплен шток, на направляющей закреплена установочная сменная втулка.
| Устройство для ультразвукового контроля сварных швов продольно-поперечным сканированием | 1983 |
|
SU1182383A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1663536A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ КОЛЕСНЫХ ПАР РЕЛЬСОВОГО ТРАНСПОРТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2293982C2 |
| CN 205581060 U, 14.09.2016 | |||
| WO 9013814 A1, 15.11.1990 | |||
| CN 101915808 A, 15.12.2010. | |||

