Известны трубки для выдувания стеклянных изделий, действующие сжатым воздухом от компрессора и снабженные боковым отверстием, которое при работе, для регулирования давления в трубке, закрывают пальцем.
В предлагаемой трубке для выдувания стеклянных изделий, с целью создания инжектирующего действия струи сжатого воздуха, отверстия в воздухоподводящей и в стеклодувной трубках расположены одно против другого.
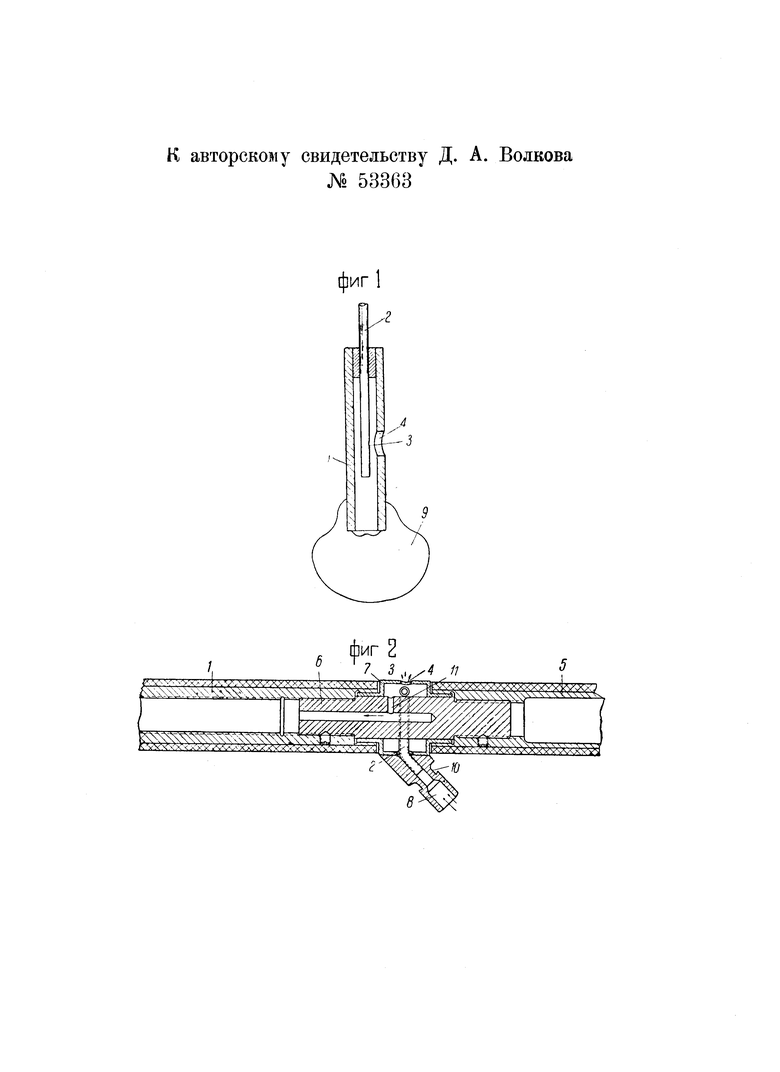
На чертеже фиг. 1 изображает схему расположения воздухоподводящей и стеклодувной трубок и фиг. 2 - продольный разрез средней части стеклодувной трубки.
В стеклодувную трубку 1 вставлена трубка 2, служащая для подачи сжатого воздуха от стационарной или подвижной компрессорной установки, струя воздуха выходит из трубки 2 через отверстия 3 и проходит через отверстие 4 стеклодувной трубки. Если эти два отверстия расположены друг против друга, то за счет инжектирующего действия струи воздуха создается некоторое разрежение на конце стеклодувной трубки.
Если отверстие 3 расположить так, чтобы выходящая из него струя воздуха ударялась в стенку трубки 1, то в зависимости от величины отверстия 4 можно на конце указанной трубки создать некоторое повышенное давление.
Давление нагнетаемого воздуха регулируется торможением струи, выходящей из отверстия 4. Максимальное давление достигается при полном закрывании отверстия 4 или каким-либо иным способом.
В предлагаемой форме выполнения стеклодувная трубка 1 соединена с рукояткой 5 при помощи муфты 6, на которую надета свободно вращающаяся гильза 7 с укрепленной внутри нее подводящей сжатый воздух трубкой 2, установленной своим отверстием 3 против бокового отверстия 4 гильзы 7. К гильзе 7 прикреплен патрубок 8, предназначенный для присоединения шланга воздушного давления.
Стеклодув-баночник, взяв стеклодувную трубку, подогревает в печи ее конец, который затем опускает в расплавленное стекло; повернув несколько раз трубку, он набирает каплю 9 стекла (фиг. 1), которую затем катает по столу с гладкой чугунной крышкой, придавая ей необходимую форму и обжимая стекло вокруг конца трубки. Затем на патрубок 8 он надевает шланг воздушного давления, который удерживается зубцами собачек, попадающих в выточки 10 патрубка. Вместе с тем автоматически открывается клапан шланга и струя воздуха по трубке 2 попадает во внутреннюю полость свободно вращающейся гильзы 7 и выходит наружу через отверстие 4. Для того, чтобы вдуть воздух в баночку, стеклодув, продолжая вращать трубку (при этом гильза под действием патрубка и шланга остается неподвижной и отверстие 4 всегда остается наверху под большим пальцем правой руки стеклодува), прикрывает большим пальцем правой руки отверстие 4; тогда воздух, не имея возможности выйти наружу, попадает через отверстие 11 (фиг. 2) во внутреннюю полость стеклодувной трубки и далее в баночку и раздувает ее. Когда баночка будет раздута до нужных размеров, стеклодув, нажимая пальцами на удерживающий шланг собачки, разводит их зубцы и снимает шланг с патрубка.
Для дальнейших стадий изготовления стеклянных изделий в необходимые моменты описанным образом на девают шланг и пользуются подаваемым сжатым воздухом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования подвода воздуха в стеклодувную трубку | 1937 |
|
SU57260A1 |
| Стеклодувная трубка, действующая с помощью сжатого воздуха от магистрали | 1939 |
|
SU58344A1 |
| Станок для выдувания стеклянных изделий с помощью стеклодувной трубки | 1939 |
|
SU58035A1 |
| Станок для выдувания стеклянных изделий | 1940 |
|
SU60048A1 |
| Стеклодувная трубка | 1939 |
|
SU63195A1 |
| ЗАЩИТНОЕ УСТРОЙСТВО К СТЕКЛОДУВНОЙ ТРУБКЕ | 1970 |
|
SU278972A1 |
| Устройство для получения диаграмм в процессе выдувания стеклянных изделий | 1933 |
|
SU34722A1 |
| Стеклодувная трубка | 1952 |
|
SU98295A2 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1925 |
|
SU6334A1 |
| МАШИНА ДЛЯ ВЫДУВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ В ФОРМАХ | 1925 |
|
SU7866A1 |
1. Трубка для выдувания стеклянных изделий сжатым воздухом, снабженная боковым отверстием для регулирования давления, отличающаяся тем, что, с целью создания инжектирующего действия струи сжатого воздуха, отверстия воздухоподводящей и стеклодувной трубок расположены друг против друга.
2. Форма выполнения трубки по п. 1, отличающаяся тем, что трубка снабжена свободно надетой гильзой 7 с укрепленной внутри подводящей сжатый воздух трубкой, устанавливаемой своим отверстием против бокового отверстия гильзы.
3. Форма выполнения трубки по пп. 1 и 2, отличающаяся тем, что для возможности вращения стеклодувной трубки гильза 7 свободно надета на соединяющую трубку 1 с рукояткой 5 муфту 6, снабженную кольцевой выемкой для трубки 2.
