Г|редлагаемое устройство имеет целью получение диаграмм давления воздуха и температуры стекла пробном выдувании стеклянного изделия для использования прлученйых данных прц расчете механизмов стеклодувных машин, а также и для перенесения полученных режимов на регулирующие элементы перед пуском cteклoдyвныx ;авто 1ат6в конвейерного типа, работающих по приемам формования заготовки посредством провисания горячей стеклянной масры через отверстие. Для этой цели на соответствукущем карКЕ се установлена площадка с отверстием для, провисания горючего стекла, На площадке имеется устройство с раздвижными ско|бами для формовки налитого горячего стекла , в виде круглой лепешки, являющейся исходной заготовкой CTeiyia для выдувания стеклянного изделия. Над площадкой устанрв;1ен выдувательный МехаТнизм со сменной выдувательной головкой, снабжен(ной гибкой трубкой для выдувания пробного стеклянного изделия. Прд площадкой помещается механизм для закрывания, вращения и открь1вания выдубательйых форм. Установленные на отдельных точках термопары и соединенный с каналом выдуватчльной головки манометр низкого давления связаны с регистрирующим прибором, который записывает щ полосе
(118) .- .,
бумаги получаемые от пробного выдувания диаграммы Все элементы управления устройства, как и площадки, под которой висит выдуваемое пробное изделие, расположены так, чтобы стеклодув мог беспрепятственно наблюдать за процессом выдувания и одновременно сам производить необходимые манипуляции для управления устройством.
Сравнение пробных изделий и полученных диаграмм облегчает исправлен1 е недостатков в процессе выдувания в следующих пробах и таким образом дает возможность П9лучить надлежащее стеклянное изделие и sK нему же соответствующие диаграммы режимов давления воздуха и температур стекла по отдельным фазам процесса выдувания.
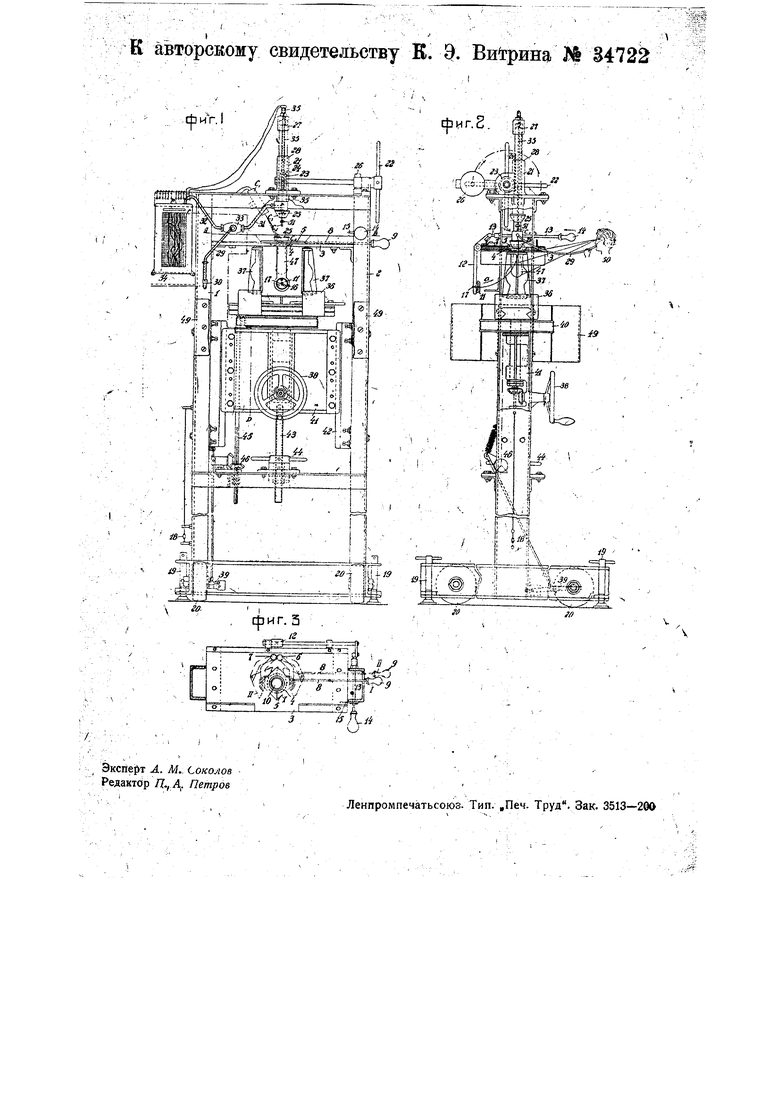
На чертеже фиг. 1 изображает эид устройства спереди; фиг. 2-то же, вид сбоку с частичным разрезом по CD на фиг.1, и фиг. 3-разрез по АВ на фиг. 1.
На каркасе высотой, примерно, в рост человека между швеллерами / и 2 установлена площадка 5, в отверстие которой вставляется см(енное выдувательное кольцо 4 (фиг. 1 и 2). На площадке 3 «установлены разъемные скобы 5 (фиг. 3), держатели которых на осях вращения сцеплены шестеренками б и 7 так, чтобы при передвижении тяги 8 за рукоятку 9 скобы 5 могли закрываться (положение I
на фиг. 3) или открываться (положение 11). Внутренний, диаметр закрытых скоб равняется диаметру горячей стеклянной .заготовки, образуемой из налитой порции горячей стек-лй а сы, а толщина скоб отвечает необходимой .толщине заготовки. Во время образования круглой заготовки из налитой горячей стекломассы отверстие 10 в выдувательном кольце -# закрывается круглым днищем 11, укрепленным на поворотном рычаге 12. Рычаг 12 поворачивается в направлении стрелки а при передвижении тяги 13 за рукоятку 14 (фин:. 2). В верхнем положении, т.-е., когдаднище 11 находится в отверстии /, тяга 13 фиксируется за-, щелкой 15 (фиг. 2 и 3). Плотное же прилегание конического днища 7/ к внутренним стенкам конического отверстия /( в кольце осуществляется регулированием трех упорных винтов 16, после чего затягивается центральный винт 17./
Горизонтальность площадки поверяется отвес.ом 18 и регулируется штативными винтами /Я Колесо 20 служит , для передвижения всего устройства при Тюднятых Винтах 19.
Для выдувания пробного стеклянного изделия, над площадкой 5 установлен выдувательный механизм 21. Опускание выдувательной головки 25 произво в1ится поворотом укрестовины 22, вал которой сцеплен шестеренкой 23 с кремальерной рейкой 24 на вертикально подвижно стержне выдувательной головки; при этом укрепленный на вал крестовины груз 26 пере1мещается на угол, близкий к 180°. Инерция груза способствует преодолению сопротивления стекломассы при насадке в нее выдувательной головки, а во время выдувания груз прижимает последнюю it CTeKiiy. Низшее положе,ние выдувательной головки ограничивается переставным упором 27, который устанавливается для каждого случая так, чтобц он упирался на ,то{; цевую плоскость 28 корпуса выдувательногр механизма. , Для самого вьщуЬания служит гибкая металлическая трубка 29 с мундштуком 30. Через воздушный распределитель 55 воздух по трубке 31 поступает в канал вы хувётельйой головки и одновременно по т-рубке 52 i рег;истрирующий манометр низкого давления, установленный в общем
регистрирующем приборе 34. Кроме давления воздуха,регистри{)ующий прибор 5 запи сывает температуры отдельных точек пробы, измеряемые термопарами или электрооптическими пирометрами Ci-Ci. Нарример, температура горячей стекломассы до опускания в1з1дувательной головки 25 измеряете электрооптическим прибором С, температура выдуёательнЬго кольца 4 измеряет во время всего процесса термопарами С, установленными в кольце 4. Таким же образом измеряется и температура самой выдувательной головки 25 термопорой Сз. Температура внутри выдуваемой пробы измеряется термопарой С, установленной через канал передвижного стержня 55 и выдувательной головки. Термопары Cj имеют щирму 51 против струи поступающего во время выдувания воздуха.
Г1од площадкой 3 установлен механизм 36 для закрывания, вращения и pтkpывaния разъемных выдуватёльных форм 57. Механизм для выдуватёльных форм в данном устройстве сделан так, что при вращении ручного маховичка 5( и нажимании ногой на педаль 39 л&нточногогормоза40 выдувательная форма закрывается и получает вращательное движение. При поворачивании маховичка в обратную сторону формы 57 опять оттйрываются. Цифрою 49 обозначена заградительная жесть. Для установки формы 57 на определенной высоте механизм форм помещен на вертикальных салазках 4Т, которые передвигаются по параллелям 42. При помощи винтового шпинделя 43 и гайки 44 имеется возможность установить точную высоту выдувательной формы. Во время вертикального передвижения салазоК 41 вал 45 от ленточного тормоза скользит в отверстии приводной шестеренки 46.
В отличие от ручного способа выдувания стеклянного изделия выдувание на стеклодувных Автоматах конвейерного типа не дает возможности растягивать выдуваемую пульку при помощи раскачивания ее на выдувательной трубке, так как на конвейерном автомате пульки во время выдувания висят под платформочкой конвейера, несущего горячее стекло, и только после достижения известной величины прови&ания возможно
насадить выдувательную головку и начать выдувание пульки.
Производство пробных выдуваний и получение диаграмм в предлагаемом
устройстве производится следующим образом.
Устройство подкатывается к выемному отверстию стеклоплавильной печи,
после чего выверяется горизонтальность площад({и 3, закрываются отверсти JO Ъ выдувательном кольце 4 и скоры-5. Далее подогреваются все части котррые получат соприкосновение с горячим -стеклом, причем нагрев может быть контролируем по показаниям пирометров Ci-04.. . .
После такой подготовки в закрытые скобы наливается порция горячей стекломассы. После образования круглойзаготовки и как только пирометр Q показывает необходимую для правильного провисания стекла температуру заготовки, рператЬр нажимает на защелку J5. Днище 7/ с рычаго1ч /2 под действием собственного веса принимает вертикальное положение и этим открывает от, W для провисания гдрячего стекла. После провисания до требуемой вели ЧГины насаживается выдувательная головка 25 и с предварительно взятым в рот мундштуком 30 оператор начинает выдувать пульку при открытых еще формах. Образуемая пулька висит под площадкой 3 на такой .высоте от пола, что
оператор $0 свободно может наблюдать
за развитием выдуваемой пульки. При достижении пульки необходимых размеров оператор, продолжая процесс выдувания, маховичком Ji закрывает и вращает выдувательные формы. По; рКончании формовки и выдувания пробного изделия выдувательная форма Открывается вращением махЬвичка в обратную сторону. После этого поднимается выдувательная головка 25 и откалывается лишнее стекло в виде кольца, связанное
с пробным изделием, и проба принимается в ранее подставленную приемную лопаточку.
За всего процесса выдувания регистрирующий прибор 5- записывает диаграммы давления воздуха, а также и температуры отдельных точек, показанные пирометрами ,
Предмет изобретения.
f
1.Устройство для получения диаграмм в процессе выдувания стекляннь1х изделий при производстве пробных выдуваний по приемам формования заготовки посредством провисания и выдуваниягорячей стеклянной массы через отверстие в неподвижной площадке, отличающееся тем, что установленная над формовочной площадкой выдувательная головка 25, укрепленная на подвижном стержне 35, снабжена каналом с пропущенным через него пирометром Q, соединенным вместе с другими пирометрами Cj - Ci с регистрирующим прибором, служащим для фиксации температуры выдуваемого пробного изделия в виде соответственных диаграмм.
2.В устройстве по п. 1 механизм для формования заготовки из горячей стекломассы, отличающийся применением раздвижных скоб 5 (фиг. 3), сцепленных нa осях вращения с шестеренками 6 и 7 для открывания и закрывания скоб, а также скрепленного с рычажной передачей72-13 днища 11 (фиг. 2), служащего для закрывания и открывания выдувного отверстия в площадке..
3.В устройстве по п. 1 применение соединенной с регистрирующим при бором через манометр низкого давления и с выдувательной головкой 25 гибкой металлической трубки 29 о мунштуком 30, служащим для выдувания провисающей заготовки до и после закрытия половинок 37 выдувательной формы.