Известны станки для выдувачия стеклянных изделий с помощью стеклодувной трубки в формах сжатым воздухом, снабженные дутьевой головкой для сжатого воздуха с воздушным клапаном, расположенным внутри головки.
Согласно настоящему изобретению, предлагается мундштук дутьевой головки выполнять свободно вращающимся, например, с помощью шарикоподщипника, что дает возможность вращения стеклодувной трубки, независимо от дутьевой головки в период приключения их друг к другу. Для начального выдувания изделий при предлагаемом станке может быть применена известная стеклодувная трубка с резиновым баллоном.
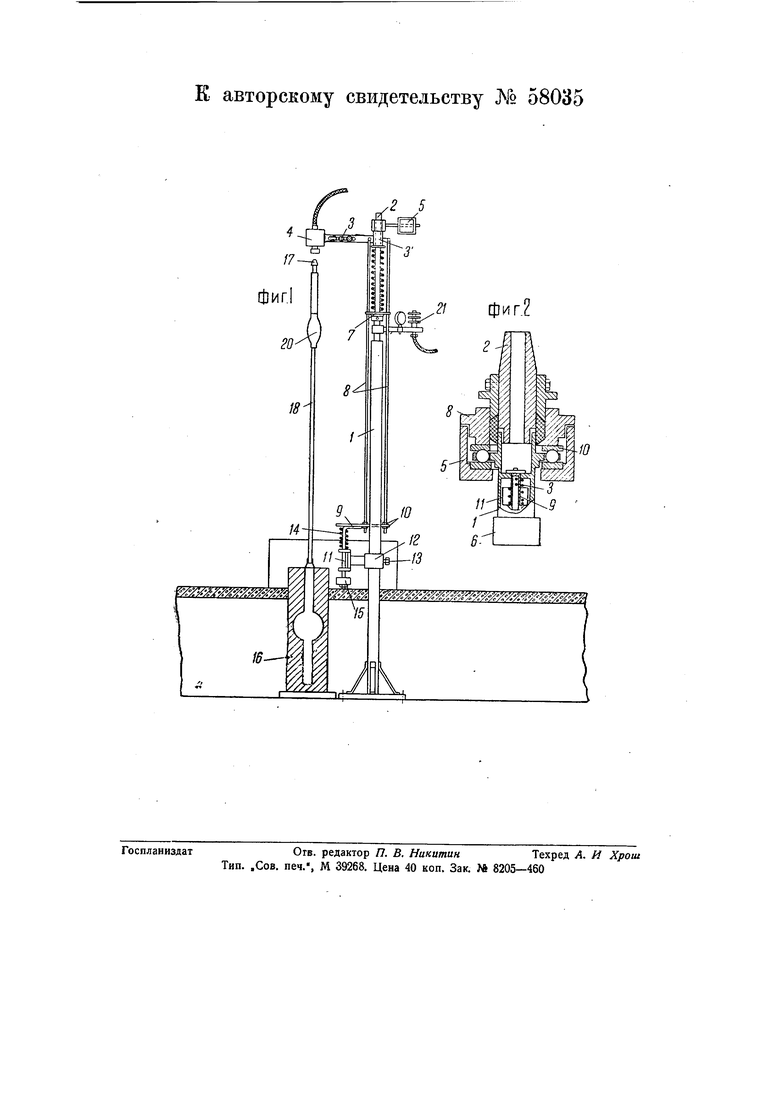
На фиг. 1 чертежа изображен общий вид предлагаемого станка; на фиг. 2 -деталь дутьевой головки в разрезе.
Станок (фиг. 1) представляет собой трубу, являющуюся основной стойкой, внутри которой установлена штанга 2. На этой щтанге надета втулка 3 с кронщтейном 5, конструкция которого позволяет уменьщать или увеличивать его вылет. На конце
кронщтейна монтируется дутьевая (питающая) головка 4.
Дутьевая головка (фиг. 2) представляет собой мундштук /, разделенный на две полости - верхнюю и нижнюю. Верхняя полость соединяется с воздущным щлангом через конус 2 в нижней полости помещен порщенек 9 в виде стакана; в верхней части порщенька имеются отверстия. Глухой конец, поршенька входит в верхнюю полость мундщтука. На порщеньке смонтированы пружина 3 и кожаная манжета //. При нажатии на поршенек снизу вверх пружина сжимается, порщенек идет вв1ерх и отверстия порщенька соединяются с верхней, полостью мундштука, заполнениого сжатым воздухом; таким образом воздух попадает внутрь поршенька и проходит в стеклодувную трубку, присоединяемую к муфте 6 дутьевой головки. Муфта изготовлена из фибры и снабжена конической выточкой. Конус сделан по размеряй конического наконечника верхней части стеклодувной трубки. Для возможности вращения трубки при изготовлении изделий, мундщтук плотно посажен на шарикоподщипник 10, который лежит в обойме 5 и зажимается гайкой 8, служащей одновременно и корпусом сальника, предотвращающего утечку сжатого воздуха. Уплотнение производится посредством подворачивания крышки сальника. Таким образом, все детали и головки являются неподвижными и лишь мундштук 1 имеет возможность вращаться.
В целях уничтожения могущего иметь место перекоса втулки 5, предназначен контргруз 5 (фиг. 1), чем обеспечивается плавный ход втулки 5 по штанге 2. Под втулкой 3 на штангу 2 надета пружина 6, опираюшаяся на застопоренную на штанге направляющую 7. С обеих сторон втулки 3 прикреплены тяги 8, соединенные с пе налью 9. Тяги закрепляются с педали посредством гаек 10. Педаль прикрепляется к стержню 11, передвигающемуся во втулках кронштейна 72. Кронштейн 12 застопоривается на основной стойке посредством стопорного винта 75. Для мягкости хода педали устанавливается пружина 14 и контргруз 15. Таким образом, регулируя вес груза 15, можно получить сколь угодно малое усилие нажатия, необходимое для опускания головки.
Стеклодувная трубка 18, с приготовленной на ней при помощи резинового баллона 20 колбаской (предварительная операция), опускается стеклодувом в форму 16. Затем стеклодув нажимает ногой на педаль 9. Головка опускается, тем самым конический наконечник 17 трубки отжимает поршенек головки 4 и воздух идет по трубке-внутрь изделия, чем и производится выдувание. Как только воздух начинает входить в трубку 18, стеклодув производит вращение трубки. После окончания выдувания стеклодув снимает ногу с педали 9, головка отходит вверх и изделие вместе с трубкой вынимается из формы. Очень часто по окончании выдувания в форме, когда изделие вынуто из последней, стеклодуву приходится для лучшей формовки немного поддуть; в этом случае поддувку вынутого из формы изделия стеклодув производит при помощи резинового баллона 20.
Так как для каждого вида изделий,, по емкости, толщине стекла, а равно и составу стекла требуется разное давление подаваемого воздуха, перед, головкой 4 устанавливается регулятор давления 21, обеспечивающий постоянное давление.
Предмет изобретения.
1.Станок для выдувания стеклянных изделий с помощью стеклодувной трубки, снабженной дутьевой головкой для сжатого воздуха с расположенным внутри нее воздушны клапаном, отличающийся тем, чтодля возможности вращения трубки, независимо от дутьевой головки в период приключения их друг к другу, мундштук / дутьевой головки выполнен свободно вращающимся, например, с помощью шарикоподшипника 10 (фиг. 2).
2.При станке по п, 1, применение известной стеклодувной трубки с резиновым баллоном для начального выдувания изделия.
3.При станке по пп. 1 и 2 применение автоматического регулятора давления воздуха, поступающего в стеклодувную трубку, например,. мембранного типа.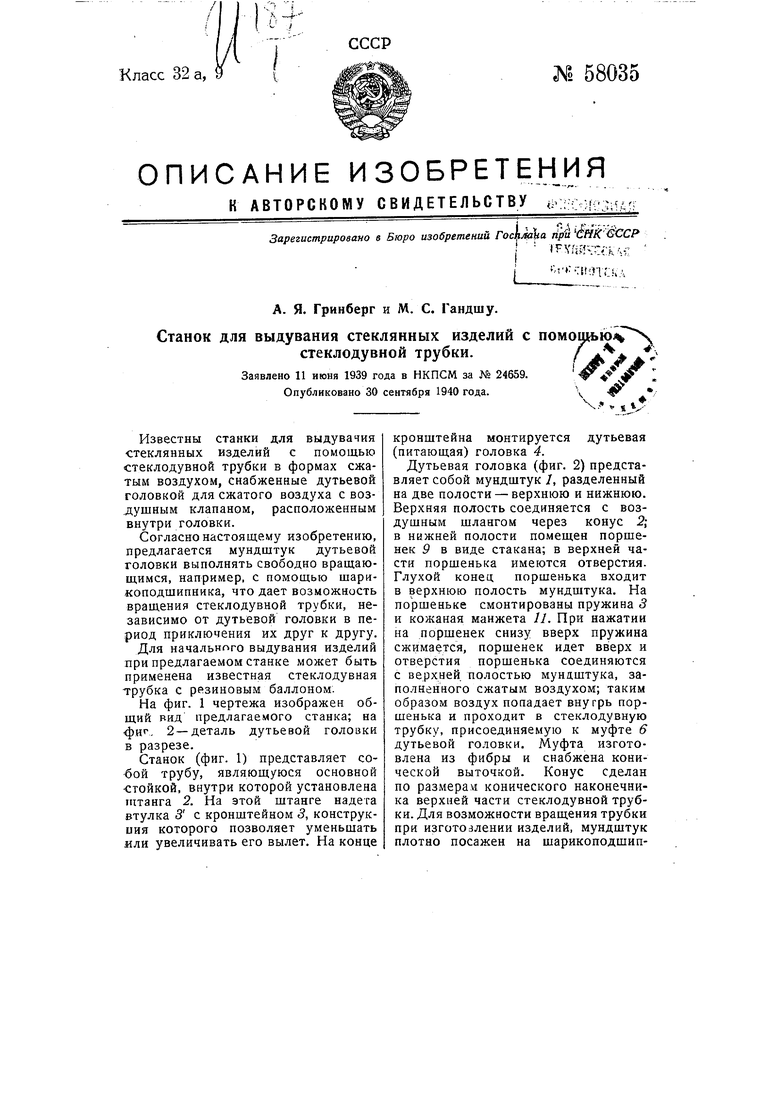
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдувания стеклянных изделий | 1939 |
|
SU57701A1 |
| Стеклодувная трубка | 1939 |
|
SU63195A1 |
| Механизм для создания вибрации сварочного электрода при автоматической вибродуговой сварке и наплавке металлов | 1960 |
|
SU139386A1 |
| Станок для выдувания стеклянных изделий | 1940 |
|
SU60048A1 |
| Стеклодувная трубка | 1952 |
|
SU98295A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1940 |
|
SU61327A1 |
| Стеклодувный полуавтомат | 1949 |
|
SU89810A1 |
| АВТОМАТИЧЕСКИЙ ВОЗДУШНЫЙ ТОРМОЗ | 1926 |
|
SU4646A1 |
| Прибор для пневматического испытания и контроля размеров стеклодувных приспособлений | 1933 |
|
SU38810A1 |
| СПОСОБЫ И КОМПОНЕНТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ КОНТЕЙНЕРОВ С ЗАЩИТОЙ ОТ ОТКРЫТИЯ ДЕТЬМИ | 2020 |
|
RU2832009C2 |