(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ ЛИСТОВ НА АГРЕГАТЕ ПОПЕРЕЧНОЙ РЕЗКИ МЕТАЛЛА
гистром, подключенным своим входом к датчику движения полосы и выходом - к считывающему входу блока памяти качества полосы и к сдвигающему входу регистра кода качества, двумя элементами И, своими входами подключенными к дополнительным выходам разрядов вспомогательного регистра и выходу датчика движения полосы, элементом ИЛИ подключенным своим входом к выходам элементов И, а также ключом, к одному входу которого подключен выход сдвигающего регистра кода качества, ко второму входу-выход элемента ИЛИ, а к выходу - вход выходного блока памяти.
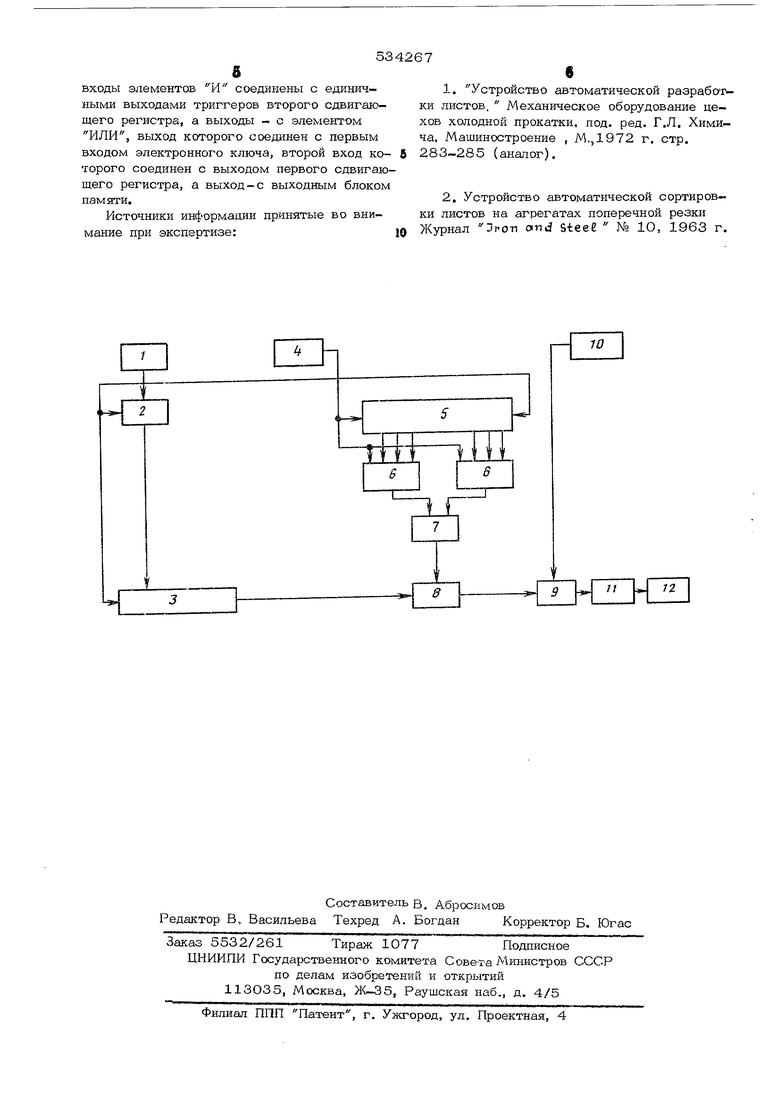
На чертеже представлена блок-схема предлагаемого устройства.
Датчик 1 качества полосы подключен к блоку 2 памяти качества полосы, выход ко торого подключен ко входу сдвигающего регистра 3 кода качества. Выход датчика 4 движения полосы включен на вход вспомогательного регистра 5 и входы двух элементов И 6. Другие входы элементов И подключены к дополнительным входам разрядов вспомогательного регистра 5. Выходы элементов И подключены к о входам элемента ИЛИ 7, выход которого, в свою очередь, подключен ко входу ключа 8. Ключ 8 расположен в цепи, соединяющей сдвигающий регистр кода качества и блок 9 выходной памяти. Последний подключен к датчику 10 реза и блоку 11 слежения за листами. К выходу блока слежения подключен переключатель 12 потока листов
Устройство работает следующим образом.
В процессе работы агрегата резки с датчиком 1 качества полосы в блок 2 памяти поступает информация о качестве полосы, а с датчика 4 движения полосы поступают импульсы на вход вспомогательного регистра 5 и входы схем И 6. С выхода вспомогательного регистра подаются импульсы на считывающий вход блока 2 памяти и на сдвигающий вход регистра 3. При этом с помощью вспомогательного регистра производится пересчет импульсов, поступающих с датчика движения полосы, и одновременно осуществляется деление элементарного участка полосы на более мелки участки, число которых определяется количеством разрядов в этом регистре.
Таким образом, при поступлении выходного импульса со вспомогательного регистра информация из блока 2 памяти переписывается в первый разряд регистра 3 и выполняется сдвиг информации на один разряд вправо, а на выход регистра 3 будет выдана очередная информация, которая была записана в регистр ранее.
Путем соединения с ключом 8 через схемы И и ИЛИ выходов определенных разрядов вспомогательного регистра обеспечивается такое положение, при котором при прохождении через ось ножниц границ элементарного участка и принимающего к этим границам выбранного числа более мелких участков ключ оказывается закрытым. Если в этих условиях линия реза попадает в выделенную таким образом зону у передней границы элементарного участка, то информация, относящаяся к этому участку, не будет отнесена к oтpeзae ao лy листу. При попадании линии реза в выделенную зону у задней границы элементарного участка эта информация не будет отнесена к сле дующему листу. При расположении линии реза вне выделенных зон, имеющаяся информация будет отнесена к двум смежным листам, так как в этом случае обнаруженный на полосе дефект может располагаться недопустимо далеко от кромки листа.
Информация, проходящая через ключ, фиксируется блоком 9 выходной памяти, который опращивается импульсом, поступающим с датчика 1О реза. Далее информация вводится в блок 11 слежения за листами и в соответствующий момент выдается в переключатель 12 потока листов. Применение этого устройства повыщает выход годного металла.
ормула изобретения
Устройство для автоматической сортировки листов на агрегате поперечной резки металла, содержащее датчик качества полосы блок памяти качества полосы, датчик движения полосы, сдвигающий регистр, выходной блок памяти, блок слежения за лис-
46 тами и переключатель потока листов, причем датчик качества полосы соединен со входом блока памяти качества полосы, выход которого соединен со входом сдвигающего регистра, а выходной блок памяти соединен последовательно с блоком слежения за листами и переключателем потока листов, отличающееся тем, что, с целью увеличения выхода годного металла, устройство дополнительно содержит второй сдвигающий регистр, два элемента И, элемент ИЛИ, а также электронный ключ, причем второй сдвигающий регистр своим входом соединен с датчиком движения полосы и выходом с блоком памяти качества
60 полосы и первым сдвигающим регистром.
входы элементов И соединены с единичными выходами триггеров второго сдвигающего регистра, а выходы - с элементом ИЛИ, выход которого соединен с первым входом электронного ключа, второй вход которого соединен с выходом первого сдвигающего регистра, а выход-с выходным блоком памЕГГи,
Источники информации принятые во внимание при экспертизе:
1. Устройство автоматической разработки листов. Механическое оборудование цехов холодной прокатки, под. ред. Г.Л, Химича. Машиностроение , М.,1972 г. стр. 283-285 (аналог).
2,Устройство автоматической сортировки листов на агрегатах поперечной резки Журнал 3fon and S-teeg № 10, 1963 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической разбраковки листов | 1973 |
|
SU475227A1 |
| Устройство для автоматической сортировки листов | 1975 |
|
SU564929A1 |
| Устройство для автоматической сортировки листов | 1977 |
|
SU631227A1 |
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматическойСОРТиРОВКи лиСТОВ HA АгРЕгАТЕпОпЕРЕчНОй РЕзКи | 1978 |
|
SU799918A1 |
| Устройство для автоматической разбраковки листов в линии поперечной резки листового проката | 1977 |
|
SU671990A1 |
| Устройство для автоматической сортировки листов | 1980 |
|
SU954127A1 |
| Устройство для автоматической разбраковки листов | 1973 |
|
SU477793A1 |
| Устройство для автоматической сортировки листов | 1975 |
|
SU543436A1 |
