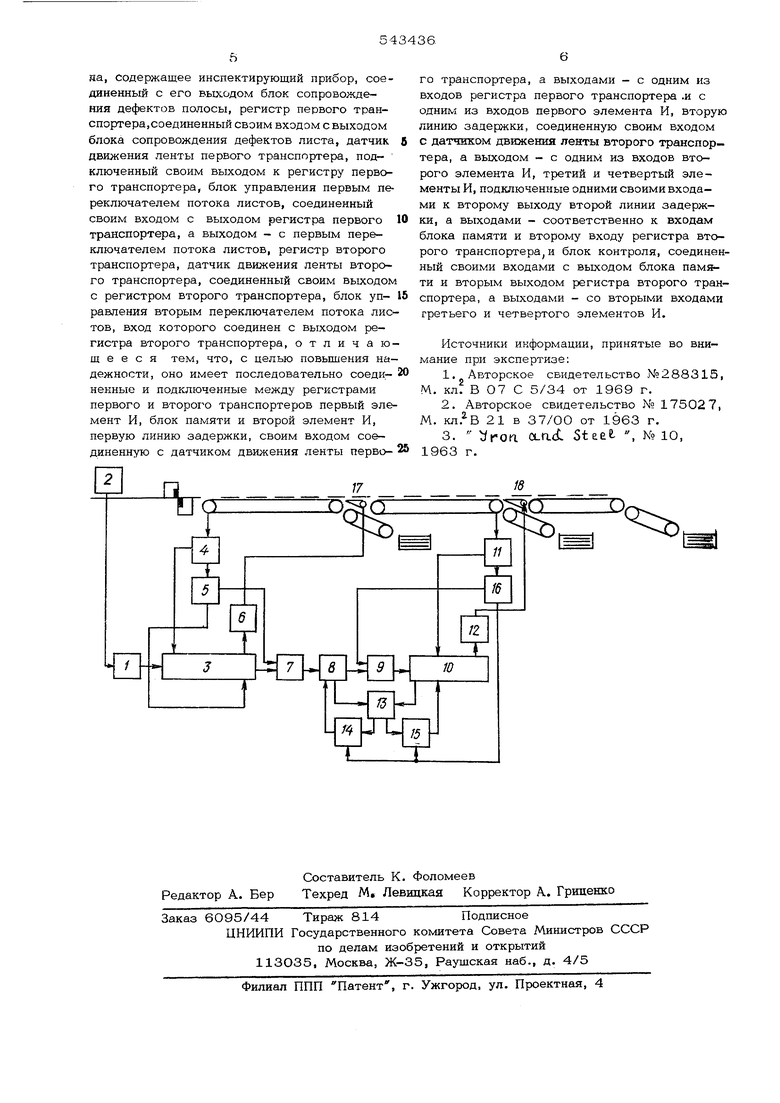
первого и второго транспортеров первого элемента И, блока памяти и второго элемента И и, кроме того, блока контроля с третим и четвертым элементами И и двух линий задержки. Блок контроля соединяется с блоком памяти и первыми разрядами регистра второго транспортера. Выходы блока контроля подключаются к одним из входов третьего и четвертого элементов И. К выходам этих элементов И присоединяются входы установки нуля регистра второго транспортера и блока памяти. Линии задержки соединяются с датчиками движения ленты транспортеров. Один из выходов первой линии задержки включается на соответствующий вход первого элемента И, другой выход на вход установки в нуль последних разрядДОН регистра первого транспортера. Один из выходов второй линии задержки присоединяе-р ся к соответствующему входу второго элеме та И, другой - ко входам третьего и четвер того элементов И, На чертеже представлена блок-схема пред лагаемого устройства. Блок сопровождения 1 дефектов полосы соединен с инспектирующим прибором 2 и со Входом регистра 3 первого транспортера, вход которого, в свою очередь, соединен с выходом датчика 4 движения ленты Tpaiicnop тера. К выходу этого датчика присоединена также первая линия задержки 5, одним из своих выходов подключенная ко входу установки нуля регистра 3. На выход этого регистра включен вход блока управления 6 пер вым переключателем потока листов и первый элемент И 7, присоединенный своим выходом к блоку памяти 8, К выходу блока памяти подключен один из входов второго элемента И 9, выход которого соединен со вхо дом регистра 1О второго транспортера. Вхо этого регистра соединен с датчиком 11 дви жения ленты второго транспортера, а один из выходов регистра - с блоком управления 12 вторым переключателем потока листов. Другой выход регистра, а также выход блока памяти подключен ко входам блока контроля 13. Один из выходов блока контроля через третий элемент И 14 соединен со входом уо тановки нуля блока памяти, другой выход блока контроля через четвертый элемент И 15 соединен со входом установки нуля регистра 1О. Вторая линия задержки 16 присоединена к выходу датчика движения ленты транспортера 11, а выходами - ко второму входу элемента И 9 и входам -элементов И 14 и 15. К выходам блоков управления 6 и 12 подключены соответствегшо переключатели потока листов 17 и 1ь, Предложенная схема работает следующим образом. Информация о качестве полосы с инспектирующего прибора 2 поступает на блок сопровождения 1 дефектов полосы, где эта информация преобразуется в информацию о качестве листов, которая вместе с информацией о расположении задней или передней кромки листа записывается в первые разряды регистра 3. Под действием импульсов, поступающих на вход регистра от датчика 4, эта информация перемещается по регистру, моделируя движение листа по транспортеру. При появлении на выходе регистра первой единицы кода листа и при появлении первого задержанного импульса с линии задержки 5 срабатывается первый элемент И 7 и код листа переносится в блок памяти 8. Вторым задержанным Шч пульсом послегшие разряды регистра 3, в которых была записана информация о лргсте, устанаааиваются в нуль. Этими операциями совершается безусловный перенос информации из регистра в память. Далее при поступлении первого задержанного импульса с линии задержки 16 информация через второй элемент И 9 переносится в регистр Ю. Правильность переноса информации контролируется блоком контроля 13. При неблагоприятном расположении импульсов записи в блок памяти 8 и регистр 10, сопровождающимся возникновением ошибок, блок контроля через элемент И 15 установит с помощью второго задержанного импульса линии задержки 16 в нуль перв- ю разряды регистра 10, чем будет уничтсжена ошибочная информация, записанная в этот регистр. При фиксировании блоком контроля правильного переноса из блока памяти в регистр, будут установлены через элемент „., в нуль разряды блока памяти, что будет означать окончание безошибочного переноса информации из регистра в регистр. При появлении кодов листов в разрядах регистров 3 и 10, к которым подключены блоки управления 6 и 12, переключатели потока листов будут устанавливаться в положение, соответствующее заданному распределению сортов по секциям укладки листов. Предлагаемое устройство можно использо- в любых схемах сортировки, где необхо передача информации между несинхронно работающими блоками. В результате использования предлагаемоо устройства увеличится достоверность сортировочных работ в потоке готовой продукции.. Формула изобретения Устройство для автоматической сортирови листов, к машине поперечной резки металrtпа, содержащее инспектирующий прибор, соединенный с его выходом блок сопровождения дефектов полосы, регистр первого транспортера,соединенный своим входом с выходом блока сопровождения дефектов листа, датчик движения ленты первого транспортера, под- ключенный своим выходом к регистру первого транспортера, блок управления первым переключателем потока листов, соединенный своим входом с выходом регистра первого транспортера, а выходом - с первым переключателем потока листов, регистр второго транспортера, датчик движения ленты второго транспортера, соединенный своим выходом с регистром второго транспортера, блок управления вторым переключателем потока листов, вход которого соединен с выходом регистра второго транспортера, отличающееся тем, что, с целью повышения надежности, оно имеет последовательно соеди- ненные и подключенные между регистрами первого и второго транспортеров первый элемент И, блок памяти и второй элемент И, первую линию задержки, своим входом соединенную с датчиком движения ленты перво6го транспортера, а выходами - с одним из входов регистра первого транспортера .и с одним из входов первого элемента И, вторую линию задержки, соединенную своим входом с датчиком движения ленты второго транспортера, а выходом - с одним из входов второго элемента И, третий и четвертый элементы И, подключенные одними своими входа- ми к второму выходу второй линии задержки, а выходами - соответственно к входам блока памяти и второму входу регистра второго транспортера и блок контроля, соединенный своими входами с вььходом блока памяти и вторым выходом регистра второго транспортера, а выходами - со вторыми входами третьего и четвертого элементов И. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство №288315, М. кл. В 07 С 5/34 от 1969 г, 2.Авторское свидетельство № 175027, М, 21 в 37/00 от 1963 г. 3. гоп CLad Steee- , № 10, 1963 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки листов | 1977 |
|
SU631227A1 |
| Устройство для автоматической разбраковки листов | 1973 |
|
SU477793A1 |
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |
| Устройство для автоматической разбраковки проката | 1982 |
|
SU1044439A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматической разбраковки листов | 1973 |
|
SU475227A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU946693A1 |
| Устройство для автоматической сортировки листов | 1980 |
|
SU954127A1 |
