1
Изобретение предназначено для использования при автоматизации процесса сортировки листов на агрегате поперечной резки металла.
Известно устройство для автоматической сортировки листов на агрегатах поперечной резки, содержащее электрически соединенные между собой блок слежения за дефектами полосы, блок памяти качества полосы, датчик реза, датчик движения ленты транспортера и блок управления переключателем потока листов 1. Недостатком такого устройства является ненадежность работы и как следствие необходимость введения специальной схемы переноса, что заметно усложняет данное устройство.
Предложенное устройство для повышения надежности в работе снабжено коммутатором, вход которого соединен с выходом датчика реза, блока.ми полистовой памяти, выходы которых соединены с входом блока управления переключателем потока листов, ключами полистовой памяти, входы которых соответственно соединены € выходными шинами коммутатора и выходом блока памяти качества полосы, а выходы - со входами блоков полистовой памяти, запоминаюидими ключами, один из управляющих входов которых соединен с соответствуюш,ей выходной шиной коммутатора, а сигнальный вход - с датчиком движения ленты транспортера, а также счетчиками, входы которых подключены к выходам запоминающих ключей, а выходы - соответственно к дополнительным входам запоминаюш,их ключей и блоков полистовой памятки.
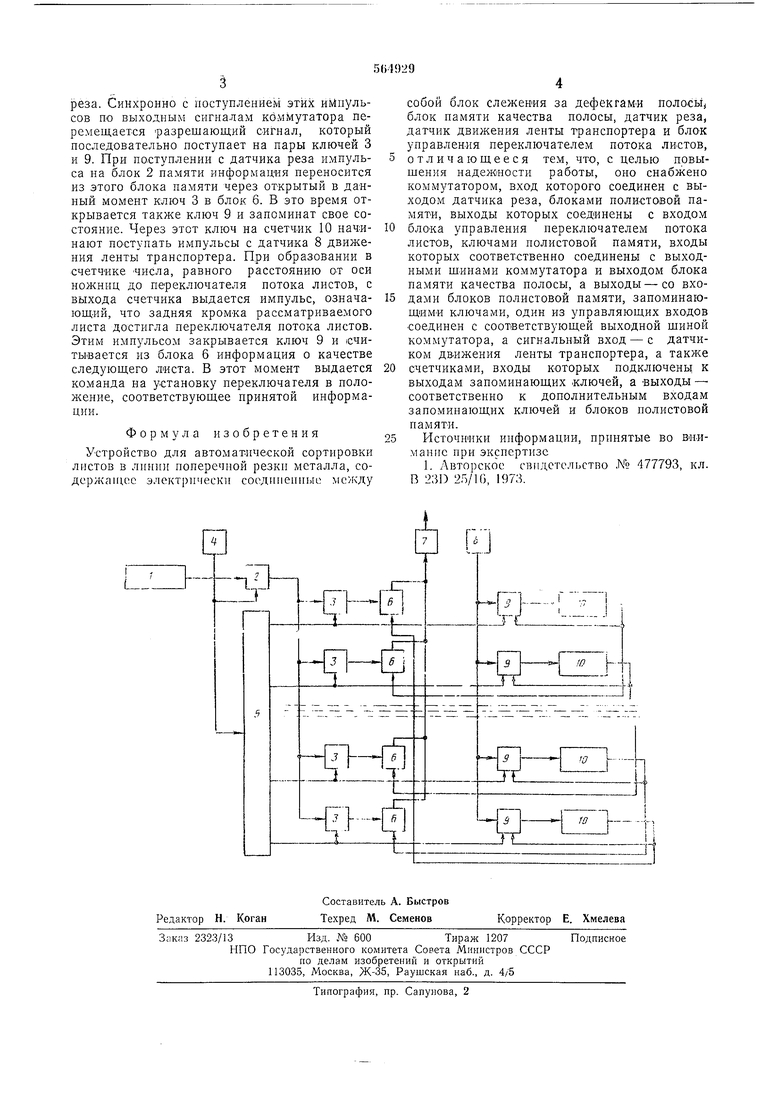
На чертел е представлена блок-схема предлолсенного устройства.
Блок 1 слежения за дефектам.и полосы СБОИМ выходом включен на вход блока 2 памяти качества полосы, выход которого соединен со входом всех ключей 3 полистовой памяти. Датчик 4 реза подключен к считывающему входу блока полистовой па.мяти качества полосы и входу коммутатора 5. Выходы коммутатора связан с управляющими входами ключей 3. Выходы этих ключей соединены со входами блоков 6 полистовой памяти, выходы которых, в свою очередь, подключены к блоку управления переключателем 7 потока листов. Датчик 8 движения ленты транспортера соединен со входами запоминающих ключей 9, которые входом присоединены к счетчикам 10, а включающим входом к выходам коммутатора. Выходы счетчиков соединены считывающими входами блоков полистовой памяти и включающими входами запоминающих ключей.
В процессе реза полосы на листы ia коммутатор 5 поступают импульсы с датчика 4
реза. Синхронно с поступлением эгйх иМпульсов по выходным сигналам коммутатора перемещается разрешающий сигнал, который последовательно поступает на пары ключей 3 и 9. При поступлении с датчика реза импульса на блок 2 памяти информация переносится из этого блока памяти через открытый в данный момент ключ 3 в блок 6. В это время открывается также ключ 9 и запоминат свое состояние. Через этот ключ на счетчик 10 нач;инают поступать импульсы с датчика 8 движения ленты транспортера. При образовании в счетчике -числа, равного расстоянию от оси ножниц до переключателя потока листов, с выхода счетчика выдается импульс, означающ-ий, что задняя кромка рассматриваемого листа достигла переключателя потока листов. Этим импульсом закрывается ключ 9 и считывается из блока 6 информация о качестве следующего листа. В этот момент выдается команда на установку переключателя в положение, соответствующее принятой информации.
Формула изобретения
Устройство для автоматической сортировки листов в линии поперечной резки металла, содержап1ес электрически соодппеипыс между
собой блок слежения за дефекгаМИ блок памяти качества полосы, датчик реза, датчик движения ленты транспортера и блок управления переключателем потока листов, отличающееся тем, что, с целью повышения надежности работы, оно снабжено коммутатором, вход которого соединен с выходом датчика реза, блоками полистовой памяти, выходы которых соединены с входом блока управления переключателем потока листов, ключами полистовой памяти, входы которых соответственно соединены с выходными шинами коммутатора и выходом блока памяти качества полосы, а выходы - со входами блоков полистовой памяти, запоминающими ключами, один из управляющих входов соединен с соответствующей выходной шиной коммутатора, а сигнальный вход - с датчиком движения ленты транспортера, а также счетчиками, входы которых подключены к выходам запоминающих ключей, а выходы - соответственно к дополнительным входам запоминающих ключей и блоков полистовой памяти.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 477793, кл. В 23D 25/10, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки листов на агрегате поперечной резки металла | 1975 |
|
SU534267A1 |
| Устройство для автоматической сортировки листов | 1977 |
|
SU631227A1 |
| Система автоматической сортировки проката | 1986 |
|
SU1395399A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматическойСОРТиРОВКи лиСТОВ HA АгРЕгАТЕпОпЕРЕчНОй РЕзКи | 1978 |
|
SU799918A1 |
| Устройство для автоматической разбраковки листов | 1973 |
|
SU475227A1 |
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |
| Устройство для автоматической сортировки листов | 1975 |
|
SU543436A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ РАЗБРАКОВКИ ЛИСТОВ | 1965 |
|
SU175027A1 |
| Устройство для автоматической разбраковки листов в линии поперечной резки листового проката | 1977 |
|
SU671990A1 |
