(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ ЛИСТОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |
| Устройство для автоматической сортировки листов | 1978 |
|
SU774643A1 |
| Устройство для автоматической сортировки листов | 1977 |
|
SU682297A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Устройство для автоматической сортировки листов | 1977 |
|
SU631227A1 |
| Устройство для автоматической разбраковки листов | 1980 |
|
SU937071A1 |
| Система отбраковки листов | 1978 |
|
SU821084A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Устройство для автоматической сортировки листов | 1975 |
|
SU543436A1 |
1
Изобретение относится к автоматизаssm прокатного производства, а именно к автоматической сортировке листов на агрегатах поперечной резки и может быть такжо применено в других устройствах для автоматической сортировки изделий, отрезаемых от заготовки.
Известно устройство для автоматической сортировки листов. В указанном устройстве осуществляется слежение за движением отрезанных ножницами листов до переключателей потока листсж, расположенных в развилке. Команда на переключение потока листов выдается, когда передняя кромка соответствующего листа находится на определенном рассто5гаии от развилки. Момент вырачи команды не зависит от скорости движении трансяюртера и определяется только положением листа на нем l
Наиболее близким к предлагаемому по технической сущности и достигаемсжгу результату является устройство, которое содержит датчик качества псяосы, блок
сопровождения дефектов полосы, узел выработки сигналов о положении ножЫ), датчик перемещения Ленты транспортера, датчик определения начала полосы, pas положенный по оси дефектоскопа, блок разрвиения снятия информации с дефектоскопа, входы которого соединены с дефектоскопом и датчиком определения начала полосы, а выход с входом блока сопровсждения полосы 2 .
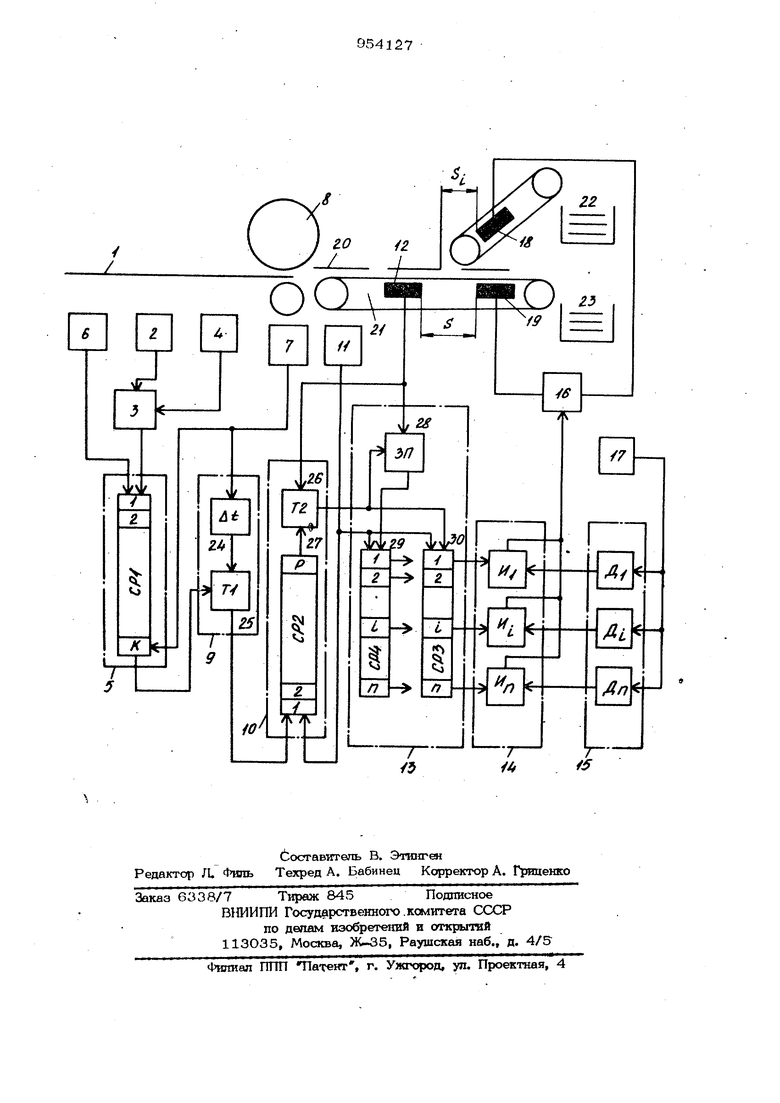
Недостатком известного устройства 5шляется то, что оно настроено на выдачу команды на переключатели потока листов при расположении передней кромки листов на строго фиксированном рао- стоянии от развилки. Это расстояиие выбирается при настройке системы с учетом средней скорости агрегата. В результате этого при изменении скорости работы аг регата в рабочем диапазоне (1-6 м/с) передняя кромка листа в момент срабатывания переключателей может находиться на значительном расстоянии от ра вилки илн пройти через нее. То и другое явпеаше нежелательно, так как в первом случае переключение произойдет, когда задняя кромка предыдущего листа не вышла из раааилки, а во втором - после пересечения псредней кромкой листа развилки. Оба случая привести к забуриванию развилки, т.е. аварийной ситуашго. Цель изобретения - повышение надежности управпения переключателями потока листов. Поставленная цель достигается тем, что в устройство, содержащее датчик качества полосы, блок сопровождения дефектов полосы, блок определения дефект- ных листов, узел выработки сигналов о положении ножей, датчик перемещения пенты транспортера, датчик определения начала полосы, блок разрешения снятия информации с датчика качества полосы, датчик передней кромки листа, блок управления переключателями потока листов введены блок сопровождения передней кромки листов, блок логических элементов И, блок дискриминаторов и датчик скоростей, гфичем первый вход блока сопровождения передней кромки листов сое динен с выходом блока сопровождения дефектных листов, второй вход - с ком перемещения ленты транспортера, третий вход - с. датчиком передней кром ки листов, а выходы блока сопровождени передней кромки листов соединены с пер выми входами блока логических элементов И, входы блока дискриминаторов сое динены с выходом датчика скорости тран портера, вторые входы блока лошческих элементов И Соединены с соответствутощими выходами блока дйс1сриминаторов, выходы блока логических элементов И соединены с входом блока управления переключателями. На чертенсе представлена блок-схема предлагаемого устройства. Полоса 1 проходит в зоне контроля датЬткб 2 качества псяосы, выход которого йоДключен К первому входу блока 3 разрешения снйтия информации, к второму входу которого подключен выход датчика 4 начала полосы. Входы блока 5 сопровождения дефектов полосы связаны с выходом датчика 6 перемещения полосы, выходом блока 3 И датчика 7 вьфаботки сигнала -о положении ножей нохащц, кинематически связанных с верхним барабаном летучих ножниц 8. Входы блока 9 опрод«гения дефектных листов связаны с выходами блока 5 и 7, а выход - с блоком 10 сопровождения дефектных листов. Выходы датчиков 11 перемещения транспортера и датчика 12 передней кромки листов одновременно соединены с входами блока 1О и блока 13 сопровождения передней кромки листов. Блок 14 логических элементов И входами соединен с блоком 13 и блоком 15 дискриминаторов, а выходом - с блоком 16 управления переключателями, датчик 17 скорости сеединен с входами блока 15 дискриминаторов. Устройство также содержит переключатели 18 и 19 потока листов 20, транспортер 21, Пакетирующие секции 22 и 23. Блок 5 сопровождения дефектов полосы представляет собой сдвигающий регистр, блок 9 определения дефект1а1х листов состоит из элемента 24 задержки и триггера 25, блок 10 сопровождения дефект11ых листов состоит из триггера 26 и сдвигающего регистра 27, блок 13 сопровождения передней кромки дефектных листов состоит из схемы 28 запрета и сдвигающих регистров 29 и 30. Устройство работает следующим образом. При заправке полосы 1 в агрегат поперечной резки передний конец полосы поступает к датчику 2 к; чества полосы. В момент его появления в зоне датчика 4 определения начала полосы, вьшолненного, например, в виде фоторепе, сигнал с датчика поступает в блок разрешения снятия информации датчика 2 качества полосы, который позволяет проходить информации об обнаруженных дефектах на полосе в блок 5 сопровождения дефектных участков полосы.° Сигналами датчика 6 перемещетшя полосы производится синх юнное с движением полосы перемещение информации о дефектах полосы в блоке 5. Длина зоны сопровождения блоком 5 равна расстоянию от датчика 2 качества полосы до оси барабана летучих ножниц 8. Датчик 7 выработки сигнала о положении ножей кинематически связан с верхним барабаном летучих ножниц 8 и настраивается таким образом, чтобы сигналы, получаемые от него, соответствовали моменту реза полосы. В момент реза, т.е. фс м1фования листа, блок 9 определения дефектных листов определяет качество листа и переписывает информацию о дефектных листах в блок 10 сопровождения дефектных лио-, .5 тов, Быпопненнь1Й, например, в виде сдвигающего, регистра. Сигналом датчик 11 перемещения ленты транспортера производится синхронное с движением отрезанных листов 20 переь1ещение информации о дефектных листах в блоке 1О сопровождения дефектных листов. Уточнение времени выдачи информаци с блока 10 производится датчиком 12 передней кромки листов и одновременно производится передача информашш с бло ка 10 в блок 13 сопровождения передней кромки листов, вьшолненнсаго, напри мер, из двух сдвигающих регистров {один сопровождает переднюю кромку дефектных листов, второй годных). На выходах блока 13 сопровождения передней кромки листов последовательно по- 5шляются сигналы при перемещении лист от датчика 12 передней кромга шгста до переключателей 18 и 19 потока листов, которые через блок 14 логических элементов И поступают, в блок 16 управ ления переключателями. Момент :поступл ния сигналов в блок управления переютк чателями определяется датчиком 17 ско рости транспортера, который через блок 15 дискриминаторов, логические элементы которого настроены на определенную величину напряжения срабатывания, управляет соответствующей ячейкой блока 14 логических элементов И. Команда на переключение выдается, когда передняя кромка листа находится на расстоянии SH от начала переключаю щего устройства Si V,(i) где V - скорость движения транспортной ленты; t - время нарастания магнитного потока переключателей потока листов до заданного значения (например, 0,9 максимального значения). Расстояние 5, соответствует П погических элементов И. %,W где о( - дискретность датчика перемещения транспортера. Скорость движения транспортной ленты V определяется V-ku,() где К - каэф4идиент пропорциональности и - напряженке выхода датчика скорости транспортера. Из выражений (1) - (З) сйедует: S; n;a-l: -k-u. , ; (4) 276 Напряжение порога срабатываюгя -го амплитудного дискриминатора определяется из выр 1жения (4) u,b-n,(; ITt Ь си;ичество логических элементов И определяется hi,, (6; где S - расстошгае от датчика передней кромки до начала переключающего устройства. Блок 16 управления переключателями выдает управляющие сигналы переключателям 18 и 19 потока листов. HcncoibaoBaiffle предлагаемого устройства позволяет повысить надежность переключения потока листов. Экономический эффект достигается за счет повыщепия производительности агрегата. Формула изобретения Устройство для автоматической сортировки листов, отличающееся тем, что, с целью повышегшя надежности сортировки при различных скоростях транспортировки Л11стов, оно допошпггель- но содержит блок сопровождения передней кромки листов, блок логических элеме}ггов И,блок Д11скриминаторов, датчик скоростей, причем первый вход блока сопровождения передней кромки листов соединен с выходом блока сопровождения дефектных листов, второй вход - с датчиком перемещения ленты транспортера, третей вход - с датчиком передней кромки листа, а выходы блока сопровождения передней кромки листов соединены с соответствующими входами блока логических эле;у1ентрв И, входы блока дискриминаторов соединены с выходом датчика скорости транспортера, вторые входы эп& ментов И блока логических элементов И соединены с соответствующими выходами блока дискриминаторов, выходы блока логических элементов И соединены с входом блока управления переключателями потока листов. Источники информации, пришлые во внимание при экслертвэе 1.Авторское свидетельство СССР 241708, кп. В 21 В 37/ОО,1968. 2.Авторское свидетельство СССР 774643,кл. В 21 В 37/00, 1978.
