1
Изобретение относится к прокатному производству.
Известны устройства для автоматической разбраковки листов в линиях поперечной резки металла, - содержащие инсиектирующий прибор с блоком памяти дефектов, датчик дв ижения полосы и датчик реза, регистр сдви1-а с выходным блоком памяти, блок слежения за листами и управлепия переключателями noTOiKa листов.
В известном устройстве при пенрерывьой записи в регистр информации о металле, можно за писывать лишь два кода «О или «1, что соответствует разбраковке на два вида качества, например «брак и «кондиция. Ири установке в линии резки второго инспектирующего прибора или увеличении числа сортов годного металла при работе с одним инспектирующим прибором, когда требуется записать в регистр более двух кодов и в различные разряды регистра, указанный способ записи информации в регистр непригоден.
Предложенное устройство позволяет вести запись и считывание заданного колпчества кодов в одном регистре сдвига, что обеспечивает возможность отбраковывать не только некондиционный металл, но и одновременно сортировать годный металл по классам качества.
Для этого предлагаемое устройство снабжено шифратором, включенным между инспектирующим прибором и блоком памяти дефектов, иересчетным блоком, вход которого подключей к датчику движения полосы, а выходы соединены с блоком памяти дефектов и с ключом, который соединен с выходными разрядами регнстра сдвига и выходиым блоком памяти.
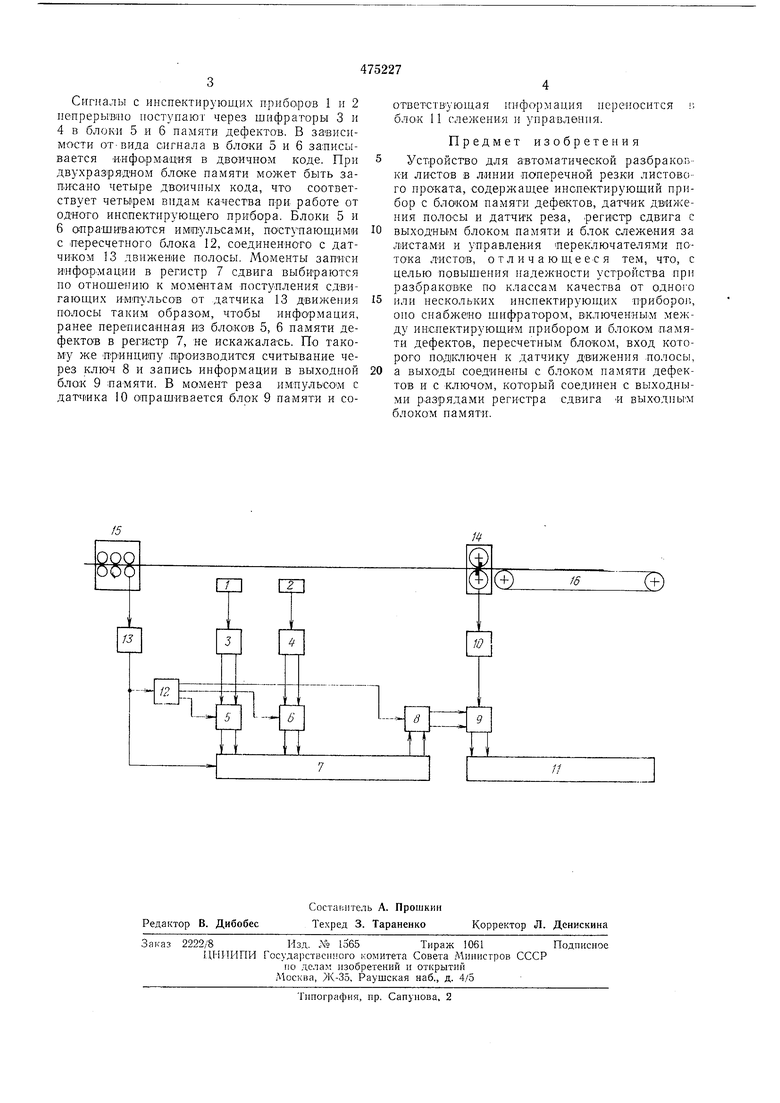
Ма чертеже дана бло -схема предложенного устройства при установке в линпи резки двух инспект руюп1,их приборов. Инснектирхюи1ие приборы 1 и 2 через шифраторы 3 и 4 соединены с блоками 5 и 6 памяти дефектов,
рассчитанными на несколько единиц информации каждый. Выходы блоков 5 и 6 соединены с соответствующими разрядами регистра 7 сдвига. Выходные разряды этого регистра через ключ 8 соединены с выходным блоком 9
памяти, который подключен также к датчику Ш реза. Выход блока 9 памяти соединен с блоком 11 слежения за листами и управления нереключателями иотока листов. Блоки 5 и 6, а также ключ 8 связаны с иересчетным блоком 12, вход которого подключен к датчику 13 движения полосы. Датчик 10 реза установлен на летучих ножницах 14, а датчик 13 движения полосы связан с валками правильной машины 15. Разреза-нные ножницами 14 листы передаются иа транснортер 16.
Сигналы с инспектирующих приборов 1 и 2 пепрерьшио поступают через шифраторы 3 и 4 в блоки 5 и 6 памяти дефектов. В зависимости от-вида сигнала в блоки 5 и 6 записывается йнфо.рмаЦИя в двоичном коде. При двухразрядном бложе памяти может быть записано четыре двоичиых кода, что соответствует четырем видам качества при работе от одного инсеектнрующего прибора. Блоки 5 и 6 апрашиваются импульсами, поступающими с лере-счетного блока 12, соединенного с датчиком 13 движение полосы. Моменты записи информации в регистр 7 сдвига выбираются по отношению к моментам поступления сдвигающих импульсов от датчика 13 движения полосы таким образом, чтобы информация, ранее переписанная из блоков 5, 6 памяти дефектов в регистр 7, не искажалась. По такому же Приндиоу .производится считывание через ключ 8 и запись информации в выходной бло:к 9 памяти. В момент реза импульсом с датчика 10 отпрашивается блок 9 памяти и соответствующая 11нфо)мация переносится ii блОК 11 слежения и управления.
Предмет изобретения
Устройство для автоматической разбраков ки листов в линии поперечной резки листового проката, содержацдее инспектирующий прибор с блоком памяти дефектов, датчик движения полосы и датчик реза, регистр сдвига с
выходньгм блоком памяти и бло« слежения за листами и управления переключателями потока листов, отличающееся тем, что, с целью повышения надежности устройства при разбраковке по классам качества от одного
или нескольких инспектирующих приборои, оно снабжено щифратором, включеннььм между инспектирующим прибором и блоков дамяти дефектов, пересчетным блоком, вход которого под1Ключен к датчику движения полосы,
а выходы соединены с блоком памяти дефектов и с ключом, который соединен с выходными р.азрядами регистра сдвига и выходны-м блоком памяти.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сортировки листов на агрегате поперечной резки металла | 1975 |
|
SU534267A1 |
| Устройство для автоматической разбраковки листов | 1973 |
|
SU477793A1 |
| Устройство для автоматической разбраковки листов в линии поперечной резки листового проката | 1977 |
|
SU671990A1 |
| Устройство для автоматической сортировки листов | 1975 |
|
SU543436A1 |
| Устройство для автоматической сортировки листов | 1977 |
|
SU631227A1 |
| Устройство для автоматической сортировки листов | 1975 |
|
SU564929A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Устройство для автоматической сортировки листов | 1981 |
|
SU1034803A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ РАЗБРАКОВКИ ЛИСТОВ | 1965 |
|
SU175027A1 |
| Устройство для автоматической разбраковки проката | 1982 |
|
SU1044439A1 |
W
