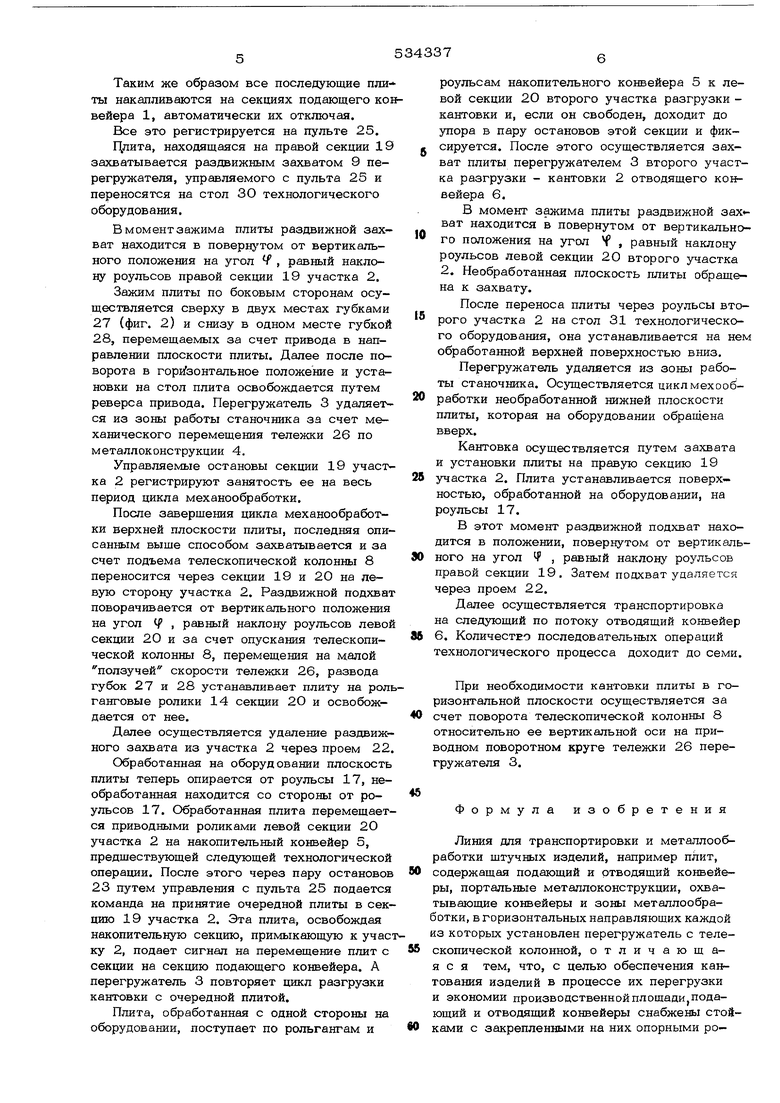
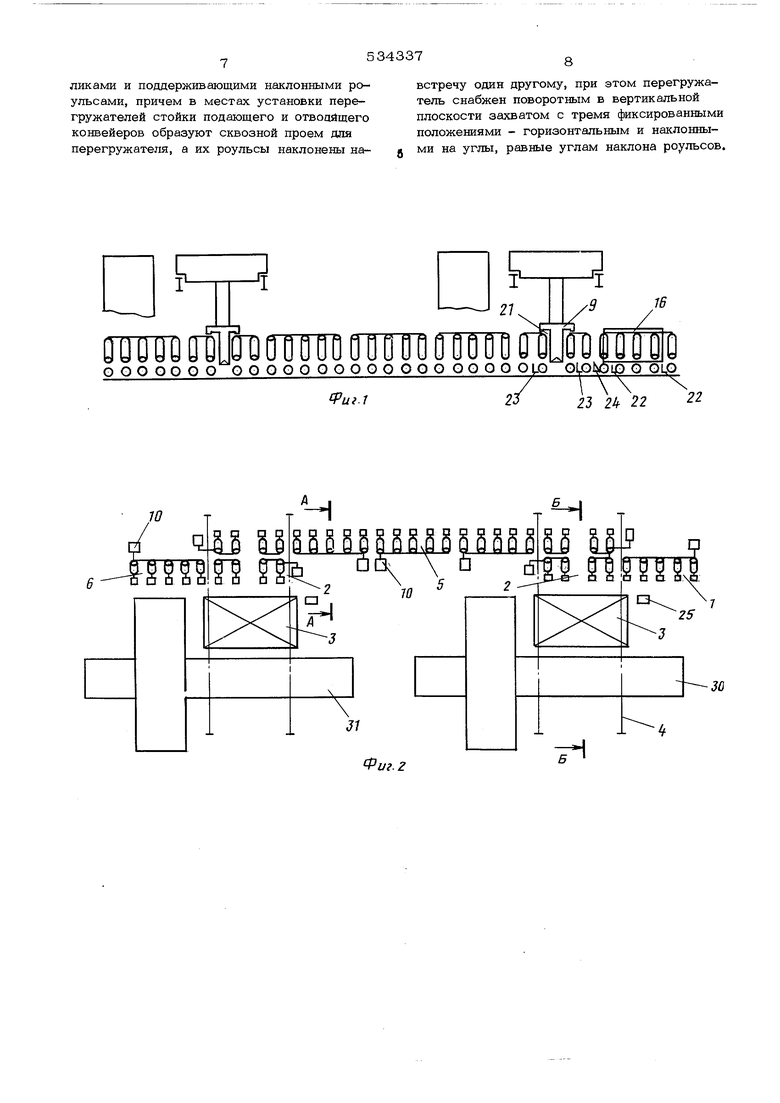
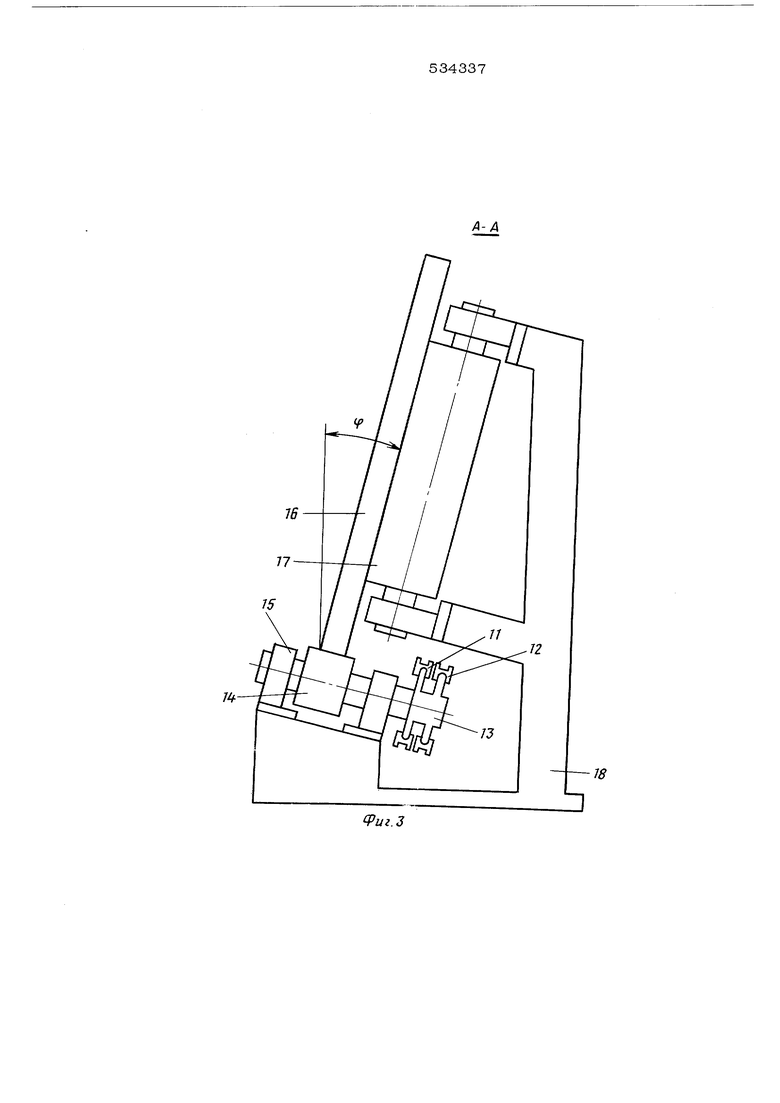
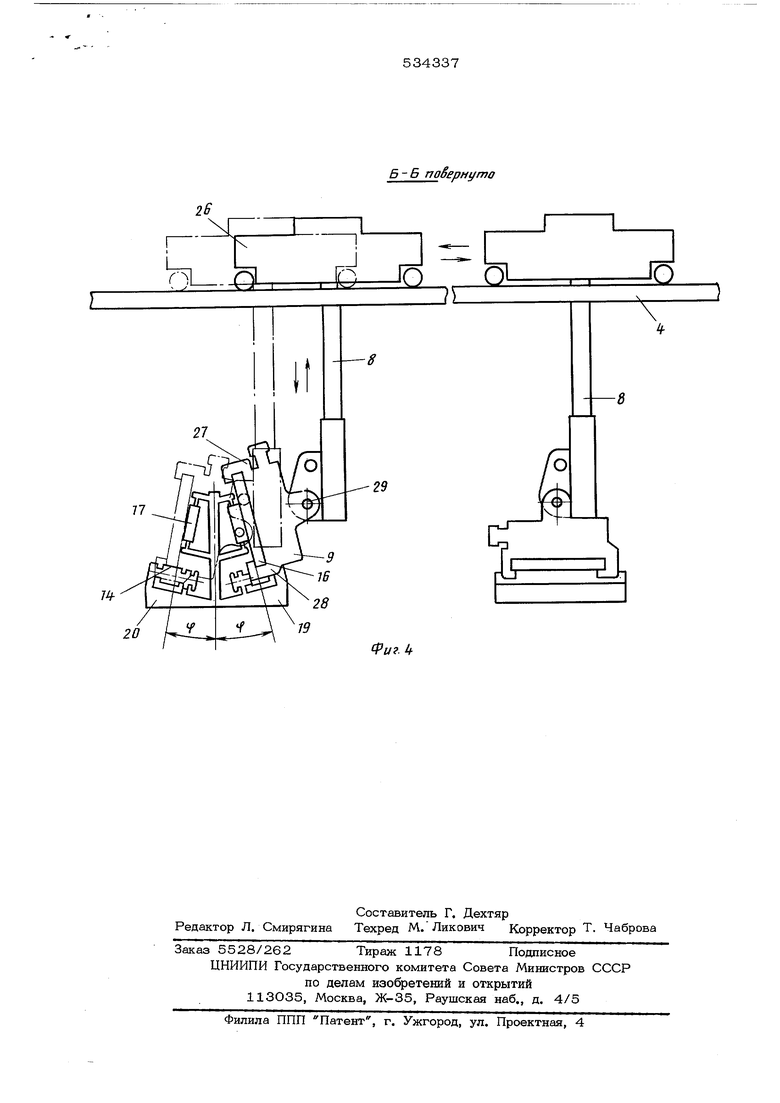
(54) ЛИНИЯ ДЛЯ ТРАНСПОРТИРОВКИ И МЕТАЛЛООБРАБОТКИ ШТУЧНЫХ ИЗДЕЛИЙ перегружателю первого участка разгрузки кантовки. Каждый конвейер (подающий, накопительный и отводящий) состоит из секций, превыщающих длину максимальной плиты и включа ющих привод 10, цепные передачи 11 и 12, предназначенные для передачи крутящего момента через двухрядные звездочки 13 роликам 14 рольганга расположенным с равным по длине секции щагом. Ролики рольганга вращаются в опорах 15. Плита 16 поддерживается в наклонном под небольщим углом ( f 12°) положении за счет расположенных с шагом, равным шагу рольганговых роликов, наклонныз ; вращающихся от трения с плитой роульсов 17, Этим обеспечивается транспортировка плит разной толщины и ширины в устойчивом положении с опорой на две базы (на ролик и роульс), исключающем нарушение точности формы плиты и ее коробление. Роульсы выполнены так, что плита минимальной высоты выступает за их верхнюю кромку. Ролики рольганга и роульсы закреплены на стойках 18. Каждый участок разгрузки - кантовки состоит из двух секций приводных рольгангов и наклонных роульсов: правой 19 и левой 20, расположенных в два ряда (фиг.4). Причем роульсы и рольганги в двух рядах выполнены наклонными от вертикальной плос кости в противоположные стороны на тотже угол 12°, что и роульсы и рольганги участков накопления. Роульсы подающего ко нвейера 1 и секции 1 9 лервого участка 2 находятся в одной плоскости, наклонной под углом f вправо; роульсы накопительного конвейера 5, секции 2О первого участка 2 и секции 2О второго участка 2 находятся в одной плоскости, наклоненной под углом влево. В местах установки перегружателей стойки подающего и отводящего транспортеров образован проем 21 для прохода раздвижного захвата 9 перегружателя 3. Кроме того, в состав секций конвейера участков разгрузки - кантовки и накопитель ного конвейера входят по два останова 22 и 23 с электрическими контактами предназначенные для подачи сигнала к отключению привода секций, на которых они установлены: в момент нахождения плиты на этой секции и ее воздействия на два останова. Эти же команды используются для блокировки приво дов секций конвейера участков разгрузки кантовки с перегружателем и каждой из секций с последующей. Остановы вместе с фиксатором 24, установленные на секции конвейера участков раз грузки - кантовки, обеспечивают также фиксацию на ней плиты. Управление остановами секции конвейера участков разгрузки - кантовки, перегружателем и приводами секций сосредоточено на пульте 25. Перегружатель 3 (фиг. 4) состоит из опорной на металлоконструкцию 4 тележки 26, телескопической колонны 8 и захвата 9. На тележке размещены двухскоростной привод ее передвижения относительно металлоконструкции 4, привод подъема телескопической колонны, приводной поворотный круг, к которому крепится колонна (приводы на чертеже не показаны). Назначение тележки - подъем и перенос захвата 9 с плитой над секцией конвейера участков разгрузки - кантовки, что необходимо при выполнении операций кантовки и перегрузки. Раздвижной захват 9 имеет Т-образную форму и с помощью губок 27, 28, переме-. щаемых приводом в направлении плоскости плиты, обеспечивают ее зажим. Привод снабжен специальной муфтой, регулирующей усилие прижима губок к плите и обеспечивающей ее надежный захват. Раздвижной захват 9 выполнен поворотным в обе стороны от вертикального положения на угол Ф, равный наклону роульсов (фиг. 4), а также в горизонтальное положение. Вращение захвата 9 относительно оси 29 может осуществляться с помощью механического привода, а перемещение от роульеоБ-к столам ЗО и 31 технологического обору дования-вместе с перегружателем 3 приводной тележкой 26. Работает линия следующим образом. Плиты 16, подлежащие механообработке, поступают по рольгангам и роульсам подающего конвейера 1 к секции 19 участка разгрузки - кантовки и в случае,если он свободен, очередная плита доходит до упора в остановы 22 и фиксируется от случайного движения назад фиксатором 24. Перемещение осуществляется за счет сил трения между плитой и роликами рольганга. В результате электрического сигнала, получаемого от нажатия плитой на пару остановов, движение по секции 19 прекращается за счет отключения привода, и подает сигнал в электрическую цепь управления приводом последующей секции на подготовку к ее выключению. Следующая плита транспортируется по подающему конвейеру 1 безостановочно до этой секции и нажатием на пару остановов этой секции останавливает ее привод. Таким же образом все последующие плиты накапливаются на секциях подающего кон вейера 1, автоматически их отключая. Все это регистрируется на пульте 25. Цлита, находящаяся на правой секции 19 захватывается раздвижным захватом 9 перегружателя, управляемого с пульта 25 и переносятся на стол 30 технологического оборудования. В момент зажима плиты раздвижной захват находится в поверн том от вертикального положения на угол f , равный наклону роульсов правой секции 19 участка 2. Зажим плиты по боковым сторонам осуществляется сверху в двух местах губками 27 (фиг. 2) и снизу в одном месте губкой 28, перемещаемых за счет привода в направлении плоскости плиты. Далее после поворота в горизонтальное положение и установки на стол плита освобождается путем реверса привода. Перегружатель 3 удаляется из зоны работы станочника за счет механического перемещения тележки 26 по металлоконструкции 4. Управляемые остановы секции 19 участка 2 регистрируют занятость ее на весь период цикла механообработки. После завершения цикла механообработки верхней плоскости плиты, последняя описанным выше способом захватывается и за счет подъема телескопической колонны 8 переносится через секции 19 и 20 на левую сторону участка 2. Раздвижной подхват поворачивается от вертикального положения на угол , равный наклону роульсов левой секции 20 и за счет опускания телескопической колонны 8, перемещения на малой ползучей скорости тележки 26, развода губок 27 и 28 устанавливает плиту на рол ганговые ролики 14 сек1Ши 20 и освобождается от нее. Далее осуществляется удаление раздвижного захвата из участка 2 через проем 22 Обработанная на оборудовании плоскость плиты теперь опирается от роульсы 17, необработанная находится со стороны от роульсов 17. Обработанная плита перемещается приводными роликами левой секции 20 участка 2 на накопительный конвейер 5, предшествующей следующей технологической операции. После этого через пару остановов 23 путем управления с пульта 25 подается команда на принятие очередной плиты в секцию 19 участка 2. Эта плита, освобождая накопительную секцию, примыкающую к учас ку 2, подает сигнал на перемещение плит с секции на секцию подающего конвейера. А перегружатель 3 повторяет цикл разгрузки кантовки с очередной плитой, Плита, обработанная с одной стороны на оборудовании, поступает по рольгангам и роульсам накопительного конвейера 5 к левой секции 20 второго участка разгрузки кантовки и, если он свободен, доходит до упора в пару остановов этой секции и фиксируется. После этого осуществляется захват плиты перегружателем 3 второго участка разгрузки - кантовки 2 отводящего конвейера 6. В момент зажима плиты раздвижной находится в повернутом от вертикального положения на угол , равный наклону роульсов левой секции 20 второго участка 2. Необработанная плоскость плиты обращена к захвату. После переноса плиты через роульсы второго участка 2 на стол 31 технологического оборудования, она устанавливается на нем обработанной верхней поверхностью вниз, Перегружатель удаляется из зоны работы станочника. Осуществляется циклмехообработки необработанной нижней плоскости плиты, которая на оборудовании обращена вверх. Кантовка осуществляется путем захвата и установки плиты на правую секцию 19 участка 2. Плита устанавливается поверхностью, обработанной на оборудовании, на роульсы 17. В этот момент раздвижной подхват находится в положении, повернутом от вертикального на угол Ч , равный наклону роульсов правой секции 19. Затем подхват удаляется через проем 22. Далее осуществляется транспортировка на следующий по потоку отводящий конвейер 6, Количество последовательных операций технологического процесса доходит до семи. При необходимости кантовки плиты в горизонтальной плоскости осуществляется за счет поворота телескопической колонны 8 относительно ее вертикальной оси на приводном поворотном круге тележки 26 перегружателя 3. Формула изобретения Линия для транспортировки и металлообработки щтучных изделий, например плит, содержащая подающий и отводящий конвейеры, портальные металлоконструкции, охватывающие конвейеры и зоны металлообраотки, в горизонтальных направляющих каждой з которых установлен перегружатель с телескопической колонной, отличающаяся тем, что, с целью обеспечения кантования изделий в процессе их перегрузки и экономии производственной площади,подающий и отводящий конвейеры снабжены стойками с закрепленными на них опорными роликами и поддерживающими наклонными роульсами, причем в местах установки перегружателей стойки подающего и отводйщего конвейеров образуют сквозной проем для перегружателя, а их роульсы наклонены навстречу один другому, при этом перегружатель снабжен поворотным в вертикальной плоскости захватом с тремя фиксированными положениями - горизонтальным и наклонными на углы, равные углам наклона роульсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕГРУЖАТЕЛЬ ТАРНО-ШТУЧНЫХ ГРУЗОВ | 2000 |
|
RU2203213C2 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Устройство для сортировки листовых деталей | 1986 |
|
SU1423187A1 |
| КОМПЛЕКС ДЛЯ РЕМОНТА ГОРНЫХ ВЫРАБОТОК | 1995 |
|
RU2098632C1 |
| УНИВЕРСАЛЬНЫЙ КОМПЛЕКС ДОЛИНСКОГО УКД, СЕКЦИЯ КРЕПИ (ВАРИАНТЫ), ПЕРЕКРЫТИЕ КРЕПИ, ВЫДВИЖНОЙ КОЗЫРЕК, СТАВ, ЛЕНТОЧНЫЙ КОНВЕЙЕР, МЕХАНИЗМ ЦЕНТРИРОВАНИЯ ЛЕНТЫ, УСТРОЙСТВО УПРАВЛЕНИЯ КОНВЕЙЕРА, КОМБАЙН ОЧИСТНОЙ (ВАРИАНТЫ), УСТРОЙСТВО ПОДЪЕМА БАРАБАНА КОМБАЙНА, ПРИВОД ОТБОЙНОГО БАРАБАНА КОМБАЙНА, СПОСОБ ОБЕСПЫЛИВАНИЯ РАБОЧЕГО ПРОСТРАНСТВА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МАНИПУЛЯТОР ОЧИСТНОГО КОМПЛЕКСА, ЛЕСТНИЦА СТОЕЧНАЯ | 1997 |
|
RU2130554C1 |
| ТЕЛЕСКОПИЧЕСКОЕ УСТРОЙСТВО СКРЕБКОВОГО КОНВЕЙЕРА | 2001 |
|
RU2209756C2 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Линия для ухода за сыром во время его созревания | 1984 |
|
SU1269767A1 |
| ПРОХОДЧЕСКИЙ КОМПЛЕКС | 1990 |
|
RU2006584C1 |
--4S тЧ 888§8§§§Л§§8§§§ тН iiSM
Б-Б по6ерн1/то
