(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ. СБОРКИ -И СВАРКИ МЕТАЛЛОКОНСТРУКЦИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки и сварки металлоконструкций | 1988 |
|
SU1590300A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1977 |
|
SU685467A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1982 |
|
SU1011442A1 |
1
Изобретение относится к сварке, а именно к конструкции поточной линии для сборки и сварки металлоконструкций, преимущественно рештаков уголйных конвейеров, состоящих из днища и -двух боковин.
Известна линия сборки и сварки рамно-балочных металлоконструкций, загрузка деталей в сборочный стенд которой производится обычными грузоподъемными средствами, требующими затраты ручного труда на подвешивание заготовки к подъемному механизму, освобождение ее, обеспечение направленности загрузки в определенное место. Кроме того, время, расходуемое на установку заготовок непосредственно в зону сборки, является частью цикла сборки 1. .
Известна также автоматизированная поточная линия под сборку и сварку крупногабаритных узлов металлоконструкций, в которой собираемые детали на сборочное рабочее место подаются вручную. Время, расходуемое на установку деталей в зону сборки, является частью цикла сборки { 2J.
Наиболее близка к предлагаемой поточная линия для сборки и сварки моталяоконструкций,преимумественцо
рештаков угольных конвейеров, состоящих из днища и двух боковин, , жащая смонтированные на основании в линию накопители заготовок, стол для предварительной сборки, а также установку для окончательной сборки и автоматической сварки, соединенные между собой шаговым.транспортером, включающим штангу с упором, и перегружатель заготовок, выполненный в виде перемещаемой по мостовому крану транспортной тележки, к которой прикреплена телескопическая штанга, несущая механические захваты заготовокСЗ.
5 Недостатком указанной поточной линии является то, что она малопроизводительна, так.как велико время сборки «здалия.
Цель изобретения - повышение производительности путем сокращения времени сборкиизделия.
Указанная цель достигается тем, : что стол предварительной сборки снабжен направляющими для поперечной
5 ориентации днища и узлами для поперечной ориентации боковин, каждый из которых выполнен в виде закрепленных на боковой стенке стола для предварительной сборки направлякадей гильзы и силового цилиндра со втулкой и
нажимной плашрй связанными-со штоком CHJioBojo- цнлиндра, а мостовой кран оснащен дополнительной транспорэтной тележкой, выполненной аналогично основной, каждая телескопи-, ческая. штанга которой снабжена плито с электромагнитами для днищ, несущей закрепленные на ней основные захваты для боковин, выполненные в виде поворотного в плоскости параллельной оси телескопической штанги рычага, несущего корпус с подпружиненными относительно его стержнями, продольные оси которых перпендикулярны оси телескопической штанги, при этом упомянутый корпус смонтирован с возможностью установочного поворота относительно рычага в плоскости, параллельной продольной оси телескопической штанги,а втулка узла поперечной ориентации боковин смонтирована с возможностью перемещения по направляющей гильзе этого узла. .
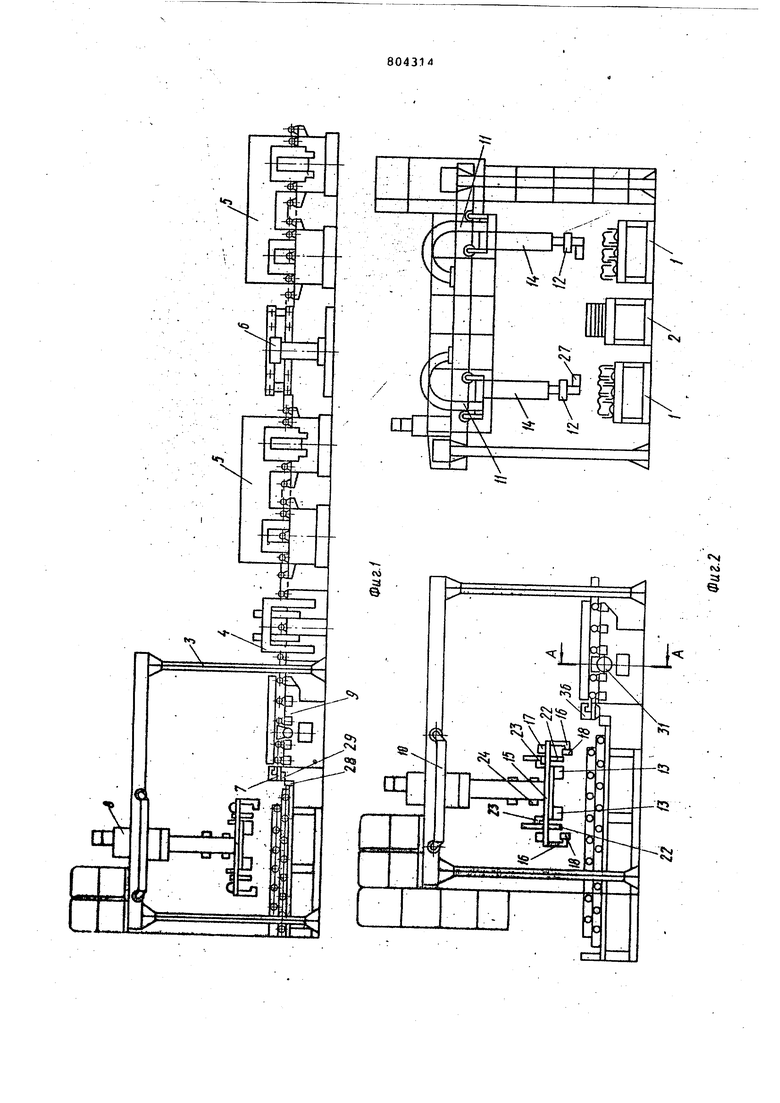
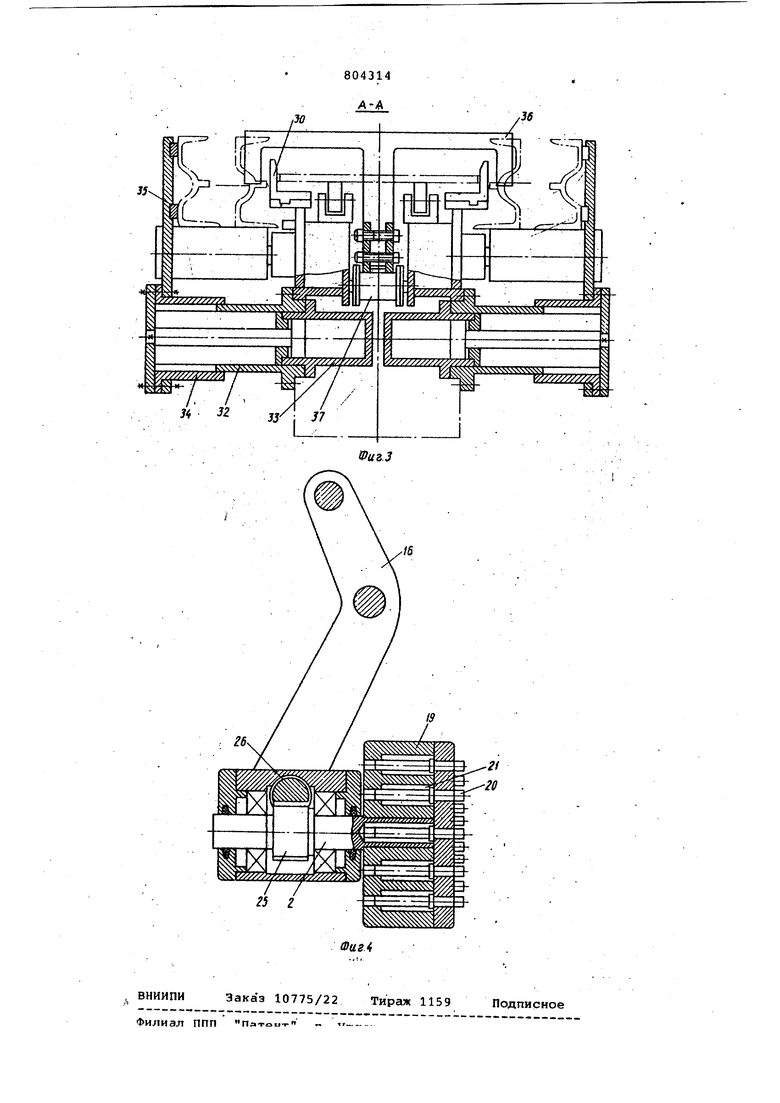
На фиг. 1 схематически изображена предлагаемая поточная линия, общий ВИД; на фиг. 2 - загрузочный узел, общий вид; на фиг. 3 ;- разрез А-А на фиг. 2; на фиг. 4 - захват.
Поточная линия включает в себя рольганги 1 и 2 для размещения штабелей днищ и боковин, перегружатель 3, установку 4 для сборки, сварочные машины 5, кантователи б и шаговый транспортер 7.
Перегружатель 3 состоит из манипулятора 8 и стола 9 предварительной сборки. Манипулятор выполнен в виде мостового крана 10 с перемещаемыми по нему траспортными тележками 11, каждая из которых снабжена узлом захвата боковин 12и электромагнитами 13 для захвата днищ.
Узел захвата, представляет собой имемцую возможность перемещаться от силового цилиндра 14 вдоль вертикальной оси плиту 15, в кронштейнах которой смонтированы поворотные рьгчаги 16, верхние концы которых связаны с силовыми цилиндрами 17, на осях нижних концов расположены захваты 18 Захваты выполнены в виде круглого корпуса 19, в котором установлена группа, стержней 20 с воздействующими .на них пружинами 21. Одна часть стержней служит прижимами, другая - фиксаторами. Плиты 15 снабжены скользящими относительно их штырями 22, . воздействующими на датчики 23 системы автоматики. Нижнее положение плиты фиксируется датчиком 24.
Ось нижнего конца рычага 16, на .котором расположен- захват 18, снабжена шестерней 25, связанной с рейкой 26, приводимой в движение силовым цилиндром 27.
Система автоматики устройства снабжена также датчиком 28, контактирующим г- упором 29 11 танги шагового транспортера 7. Иг-. )/Uii -i.i лонце штанги расположен захват И.
Стол 9 предварительном сборки включает в себя направляющие 30 для поперечной ориентации днищ и узлы 31 поперечной ориентации боковин. Узлы 31 смонтированы на боковых стенках станины стола предварительной сборки. Узел 31 состоит из гильзы 32, силового цилиндра 33, втулки 34 и нажимной планки 35. Т1риемном столе предусмотрены натравляющие 37 для штанги транспортера.
Поточная линия работает следующим образом..,
В конце обратного хода штанги шагового транспортера 7 воздействием ее .упора 29 на датчик 28 подается команда движению транспортных тележек il манипулятора 8, после чего транспортные тележки занимают соответствующее положение для захвата боковин, из двух штабелей, предварительно уложенных на рольганги 1. Плиты 15 узлов захвата боковин 12 под действием силовых цилиндров 14 опускаются вниз до соприкосновения штырей 22 с боковинами. Датчики 23 дают команду на остановку плиты и поворот рычагов 16, осуществляемый силовыми цилиндрами 17. Поворачиваясь, рычаги 16 захватами 18 берут боковину. Причем часть подпружиненных стержней 20, контактируемых непосредственно с торцовой поверхностью боковины осуществляет ее прижим, а часть стержней., расположенных с внешней и внутренней сторон борцового профиля боковины, ее фиксирует. ,
После съема боковин из каждого . штабеля транспортные тележки 11 пе-. ремещаются в положение, необхоДимое для захвата днища. Плиты 15 опускаются .вниз до соприкосновения магнитов 13 с -днищем. Датчики 24 подаютсигнал возврату плиты с днищем иб6 ковинами вверх, . Манипулятор 8 перемещаете к столу 9 предварительной сборки, где производит выгрузку боковин и днищ. Так как в штабеле боковины находятся в горизонтальном положении, а для загрузки в установку 4 для сборки требуется вертикальное, в процесс -перемещения манипулятора к приемному стрлу под действием силовых цилиндров 27, реек 26 и шестерен 25 пов.оротом захватов 18 производится поворот боковин вокруг их продольной оси в нужное положение. После выгрузки бокогвин и днища на .приемные места стола датчиком 24 подается команда на возврат манипулятора в исходное положение. Одновременно получают команду механизмы поперечной ориентации днищ Нажимные планки 35, жестко связанные с. перемещаемьми от силовых цилиндров33 на гильзах 32 втулками 34 выравнивают боковяны, устанавливая их параллельно оси стола, Днище, уложенное между стенками направляющих 30, благодаря ааходным скосам последних , после . загрузки манипулятором приобретает положение, необходимое для подачи его в установку для сборки. ( Одновременно с автоматической укладкой заготовок на стол предваритель ной сборки в установке для сборки производится сборка изделия из комплекта заготовок, поданных туда в предадущем цикле.. По окончании работы на всех позициях линии штанга шагового трансг портера; 7 ходом вперед удаляет из установки для сборки собранное для . последующей сварки изделие и одно.временно пбдает своим захватом Зб на его место комплект заготовок. После возврата штанги транспортера в исходное положение цикл работы перегружателя повторяется. На сварочных маш,инах 5 последовательно ос ествляется автоматическая сварка верхних и нижних швов. , Изменение положения изделия из сварки верхних или нижних швоВ производится кантователями 6. Перегружатель, обеспечивая автоматическо е формирование комплекта заготовок под сборку и автоматическую загрузку их в установку для сборки с одновременным удалением из нее собранного изделия,создает условия для снижения трудоемкости и повышения производительности. Формула изобретения Поточная линия для сборки и сварки металлоконструкций, преимущественно рештаков угольных конвейеров, состоящих из днища и двух боковин, содержащая смонтированные на основании в линию накопителя заготовок, стол для предварительной сборки, а также установку для окончательной сборки и автоматической сварки, соединенные между собой шаговым транспортером, включающим штангу с упором, и перег ружатель заготовок, HbinoJiiiLMiiiun и виде перемещаемой по мостоиому крану транспортной тележки, к KOTOP J« прикреплена телескопическая штанга, несущая механические захваты заготовок, о т л и ч а ю (Д а я/с я тем, что, с целью повышения производнтел ности путем сокращения времени сборки изделия, стол предварительной сборки снабжен направдягбщими для поперечной ориентации днища и узлами для поперечной ориентации боковин, кажда1й из которых выполнен в виде закрепленных на боковой стенке стола для предварительной сборки направляющей гильзы и силового цилиндра со втулкой и нажимной планкой, связанньа4и со штоком силового .цилиндра, а мостовой кран оснащен дополнительной транспортной тележкой, выполненной аналогично основной, каждая телескопическая штанга которой снабжена плитой с Электромагнитами для захвата днищ, .несущей закрепленные на ней основные захваты для боковин, выполненные в виде поворотного в , плоскости параллельной оси телескопической штанги рычага, несущего корпус с подпружиненными относительно его стержнями, продольные оси которых перпендикулярны оси телескопической штанги, при этом упомянутый .корпус смонтирован с возможностью установочного поворота относительно рычага телескопической штанги в плрс- кости, параллельной продольной оси телескопической штанги, а втулка узла поперечной ориентации боковин смонтирована с возмох ностью переме- ; щения по направляющей гильзе этого, узла. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 251730, кл. В 23 К 37/04, 05.07.68. 2.Авторское свидетельство СССР 253274, кл. В 23 К 37/04, 25.04.68. 3.Авторское свидетельство СССР по заявке 2422910/27, кл. В 23 К 37/04, 25.11.76 (прототип)
