(54) УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРА ОТВЕРСТИЯ ПРИ ХОНИНГОВАНИИ
Для поддержания необходимого давления в системе и предохранения ее от перегрузки установлен золотник 7.
В корпусе 1 выполнено отверстие 8, соединяющее область высокого давления с диафрагмой 9, взаимодействующей с конечным выключателем 10 при достижении деталью заданного размера. До достижения заданного размера отверстия обрабатываемой детали диафрагма 9 постоянно соединена отверстием 8 с областью низкого давления.
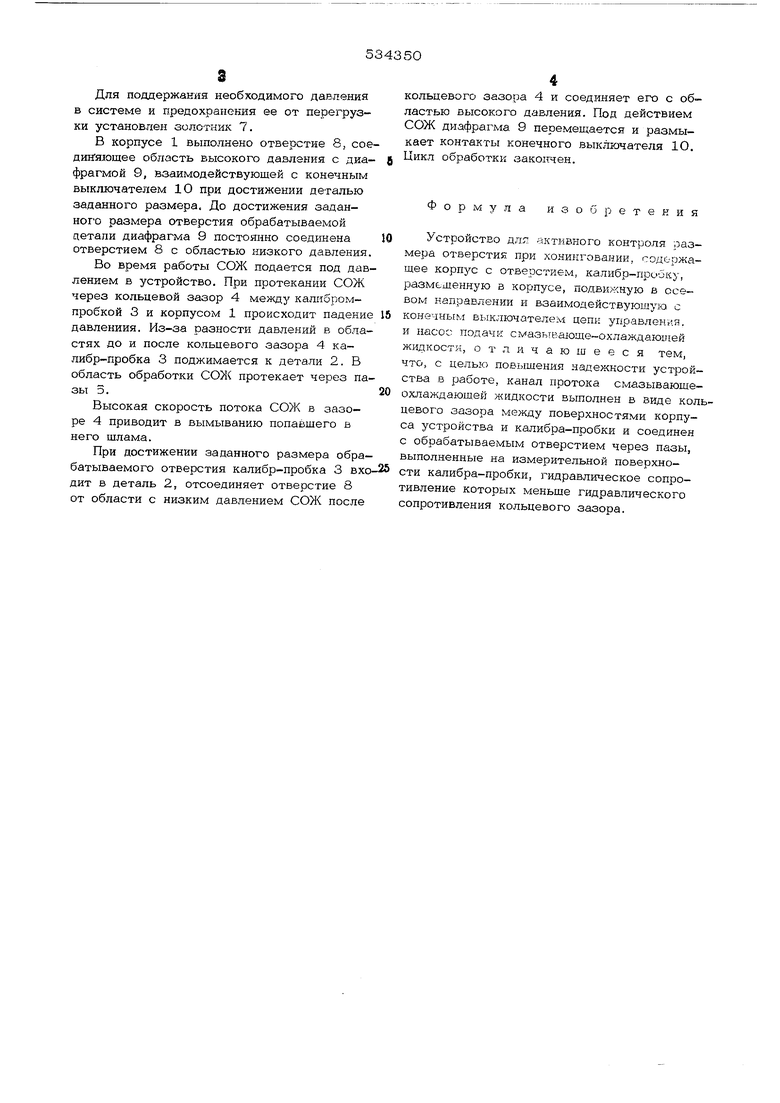
Во время работы СОЖ подается под давлением в устройство. При протекании СОЖ через кольцевой зазор 4 между калибромпробкой 3 и корпусом 1 происходит падение давлениия. Из-за разности давлений в областях до и после кольцевого зазора 4 калибр-пробка 3 поджимается к детали 2. В область обработки СОЖ протекает через пазы 3.
Высокая скорость потока СОЖ в зазоре 4 приводит в вымыванию попавшего в него шлама.
При достижении заданного размера обрабатываемого отверстия калибр-пробка 3 входит в деталь 2, отсоединяет отверстие 8 от области с низким давлением СОЖ после
кольцевого зазора 4 и соединяет его с областью высокого давления. Под действием СОЖ диафрагма 9 перемещается и размыкает контакты конечного выключателя 10, Цикл обработки закончен.
Ф о р м 7
у л а
изобретения
Устройство для активного контроля размера отверстия при хонинговании, содержащее Kopnjc с отверстием, калибр-пробку, размещенную в корпусе, подвижную в осевом направлении и взаимодействующую с конечным выключателем цепи управления, и насос подачк сг/азьтеающе-охлаждаюией жидкости, отличающееся тем, что, с целью повыщения надежности устройства в работе, канал протока смазываюшеохлаждающей л{идкости выполнен в виде колцевого зазора между поверхностями корпуса устройства и калибра-пробки и соединен с обрабатываемым отверстием через пазы, выполненные на измерительной поверхности калибра-пробки, гидравлическое сопротивление которых меньше гидравлического сопротивления кольцевого зазора.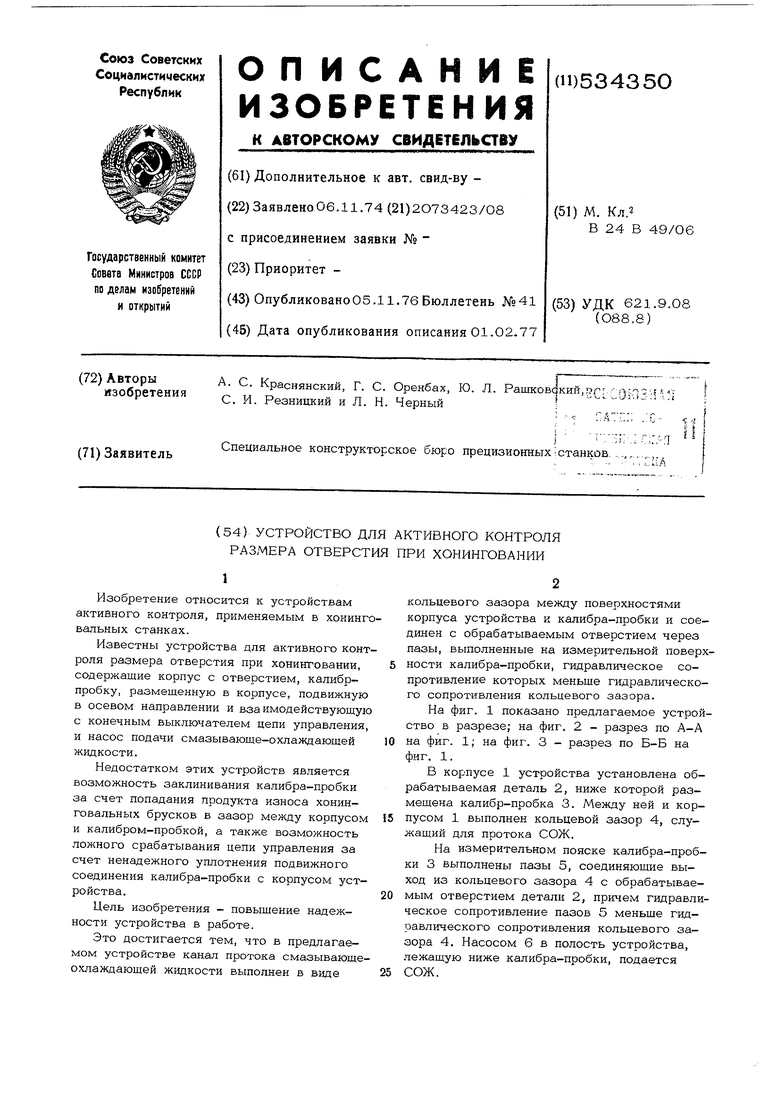
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для активного контроля размера отверстия при хонинговании | 1979 |
|
SU874319A2 |
| Устройство для активного контроля размера отверстия при хонинговании | 1978 |
|
SU727410A2 |
| СПОСОБ КАМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218262C1 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| Устройство для базирования и вращения деталей типа колец приборных подшипников | 1985 |
|
SU1237390A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088380C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Инструмент для обработки оптических деталей | 1980 |
|
SU918040A1 |
| Устройство для установки заготовки на обрабатывающем станке | 2020 |
|
RU2758976C1 |
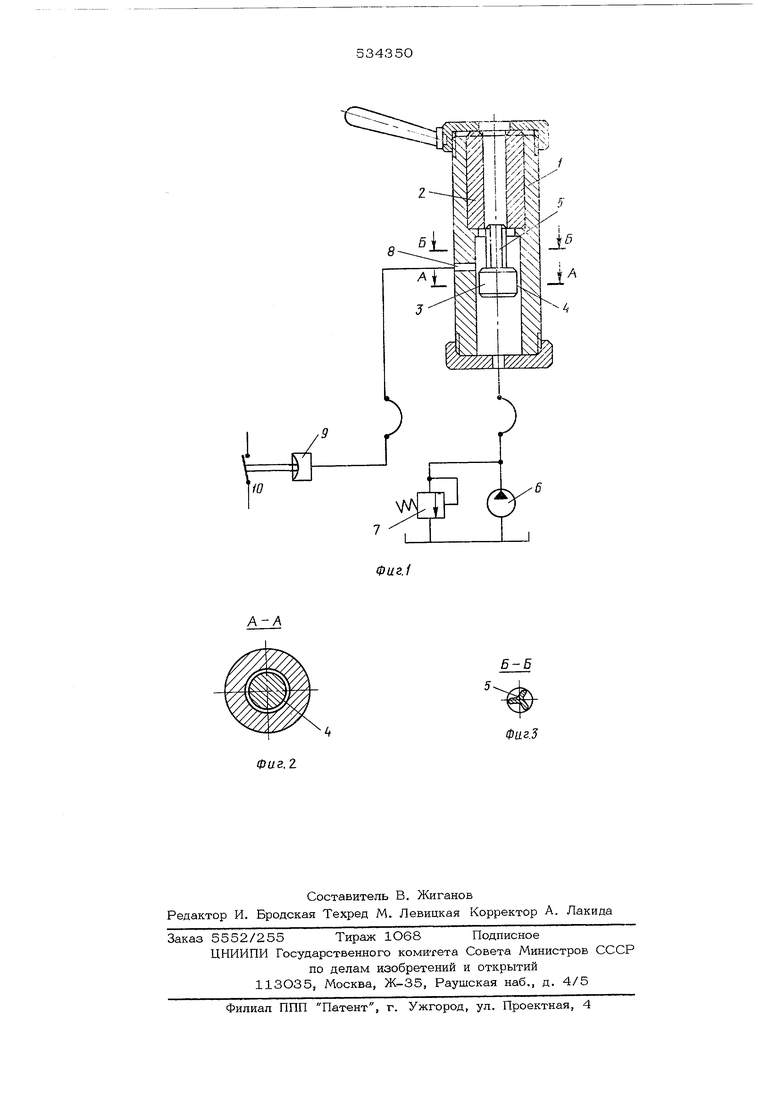
Б-Б
Фаг.З
