Изобретение относится к области абразивной обработк1г и может быть при мененб для шлифования, полирования и доводки выпуклых сферических и асферических поверхностей вращения опт ических деталей при обработке их по мето.ду свободного притира.
Известен инструмент для обработки оптических деталей, содержащий корпус с концентричио расположенными кодьцeвы IИ рабочими элементаш, установленными с зазором и с возможностыо относительного осевого перемещения, и механизм прижима к обрабатываемой поверхности tl.
Недостатком такого инструмента является низкая производительность и качество обработки, особенно для деталей с большим отступлением от сферической поверхности, так как из-за определенной жесткости мембран контакт поверхности инструментас; дётёшью осуществляется не во всех зо- нах, а при весьма значительной ас:феричности (единйцы миллиметров) Делает невозможной обработку крутых асферических поверхностей. Другим недостатком является необходимость точной регулировки усилия прижима колец и инструмента в целом к обрабатываемой детали, поскольку усилие при)йима инструмента равно сумме усилий прижима колец и усилия прижима центрального элемента, жестко связанного с оправкой-переходником. Изменение суммарного усилия прижима инструмента приводит к колебаниям усилия прижима центрального элемента и сопровождается увеличением време10ни-, необходимого для получения заданной точности.
Цель изобретения - повышение качества и производительности обработки.
15
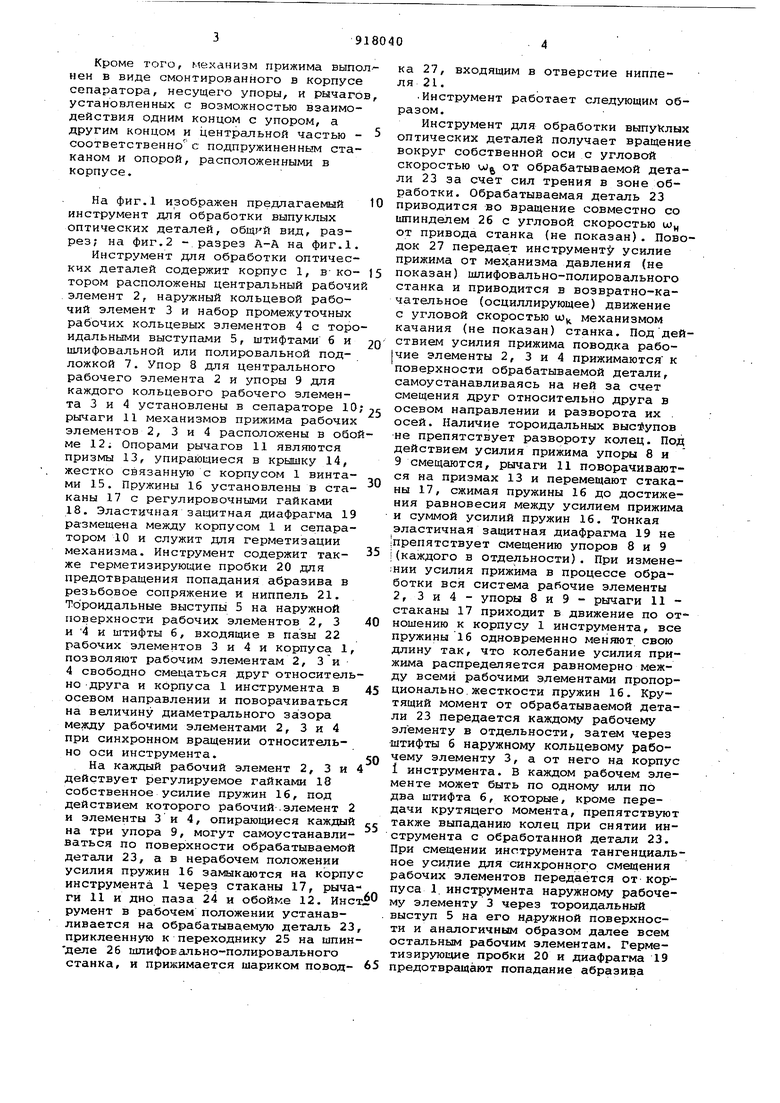
Цель достигается тем, что механизм прижима выполнен индивидуальным для каждого кольцевого рабочего элемента, а на последних выполнены размещенные в зазорах с возможностью кон20такта с внутренними поверхностями каждого последующего элемента и корпуса тороидальные выступы и вертикальные пазы, в которых горизонтально установлены введенные в инструмент 25 и закрепленные в рабочих элементах в местах расположения тороидальных выступов штифты, при этом горизонтальные и вертикальные размеры пазов превышают поперечные размеры упомяну30тых штифтов Кроме того, механизм прижима выпо нен в виде смонтированного в корпусе сепаратора, несущего упоры, и рычаго установленных с возможностью взаимодействия одним концом с упором, а другим концом и центральной частью соответственно с подпружиненным стаканом и опорой, расположенными в корпусе. На фиг.1 изображен предлагаемый инструмент для обработки выпуклых оптических деталей, общий вид, разрез; на фиг.2 - разрез А-А на фиг.1. Инструмент для обработки оптических деталей содержит корпус 1, в- котором расположены центральный рабочи элемент 2, наружный кольцевой рабочий элемент 3 и набор промежуточных рабочих кольцевых элементов 4 с торо идальнш и выступами 5, штифтами 6 и шлифовальной или полировальной подложкой 7. Упор 8 для центрального рабочего элемента 2 и упоры 9 для каждого кольцевого рабочего элемента 3 и 4 установлены в сепараторе Ю рычаги 11 механизмов прижима рабочих элементов 2, 3 и 4 расположены в обо ме 12; Опорами рычагов 11 являются призмы 13, упирающиеся в крышку 14, жестко связанную с корпусом 1 винтами 15. Пружины 16 установлены в стаканы 17 с регулировочными гайками 18. Эластичная защитная диафрагма 19 размещена между корпусом 1 и сепаратором 10 и служит для герметизации механизма. Инструмент содержит также герметизирующие пробки 20 для предотвращения попадания абразива в резьбовое сопряжение и ниппель 21. Тороидальные выступы 5 на наружной поверхности рабочих элементов 2, 3 и 4 и штифты б, входящие в пазы 22 рабочих элементов 3 и 4 и корпуса 1, позволяют рабочим элементам 2, 3 и 4 свободно смещаться друг относитель но друга и корпуса 1 инструмента в осевом направлении и поворачиваться на величину диаметрального зазора между рабочими элементами 2, 3 и 4 при синхронном вращении относительно оси инструмента. На каждый рабочий элемент 2, 3 и действует регулируемое гайками 18 собственное усилие пружин 16, под действием которого рабочий.элемент и элементы 3 и 4, опирающиеся каждый на три упора 9, могут самоустанавливаться по поверхности обрабатываемой детали 23, а в нерабочем положении усилия пружин 16 замыкаются на корпу инструмента 1 через стаканы 11, рыч ги 11 и дно паза 24 и обойме 12. Ин румент в рабочем положении устанавливается на обрабатываемую деталь 2 приклеенную к переходнику 25 на шпи деле 26 шлифовально-полировального станка, и прижимается шариком повод ка 27, входящим в отверстие ниппеля 21. Инструмент работает следующим образом. Инструмент для обработки выпуклых оптических деталей получает вращение вокруг собственной оси с угловой скоростью VA)J от обрабатывазмой детали 23 за счет сил трения в зоне обработки. Обрабатываемая деталь 23 приводится во вращение совместно со шпинделем 26 с угловой скоростью u) от привода станка (не показан). Поводок 27 передает инструменту усилие прижима от механизма давления (не показан) шлифовально-полировального станка и приводится в возвратно-качательное (осциллирующее) движение с угловой скоростью ш механизмом качания (не показан) станка. Под действием усилия прижима поводка рабочие элементы 2, 3 и 4 прижимаются к поверхности обрабатываемой детали, самоустанавливаясь на ней за счет смещения друг относительно друга в осевом направлении и разворота их . осей. Наличие тороидальных не препятствует развороту колец. Под действием усилия прижима упоры 8 и 9 смещаются, рычаги 11 поворачиваются на призмах 13 и перемещают стаканы 17, сжимая пружины 16 до достижения равновесия между усилием прижима и суммой усилий пружин 16. Тонкая эластичная защитная диафрагма 19 не препятствует смещению упоров 8 и 9 i(каждого в отдельности). При изменении усилия прижима в процессе обработки вся система рабочие элементы 2, 3 и 4 - упоры 8 и 9 - рычаги 11стаканы 17 приходит в движение по от ношению к корпусу 1 инструмента, все пружины 16 одновременно меняют свою длину так, что колебание усилия прижима распределяется равномерно между всеми рабочими элементами пропорционсшьно.жесткости пружин 16. Крутящий момент от обрабатываемой детали 23 передается каждому рабочему элементу в отдельности, затем через штифты 6 наружному кольцевому рабочему элементу 3, а от него на корпус I инструмента. В каждом рабочем элементе может быть по одному или по два штифта 6, которые, кроме передачи крутящего момента, препятствуют также выпаданию колец при снятии инструмента с обработанной детали 23. При смещении инструмента тангенциальное усилие для синхронного смещения рабочих элементов передается от корпуса 1. инструмента наружному рабочему элементу 3 через тороидальный выступ 5 на его н аружной поверхности и аналогичным образом далее всем остальным рабочим элементам. Герметизирующие пробки 20 и диафрагма 19 предотвращают попадание абразива внутрь механизма и обеспечивают таким образом его нормальное функционирование. При обработке асферических деталей инструмен работает аналогичным образом. При этом величина диаметральных зазоров между кольцевыми . элементами расчитывается, исходя из (асферичности обрабатываемой детали. Рабочие элементы 2, 3 и 4, постоянно находящиеся в контакте с обрабатываемой асферической поверхностью опти ческой детали 23, непрерывно поворачиваются и смещаются по отношению друг к другу и к корпусу инструмента 1 по мере перемещения по обрабатываемой поверхности. При этом в обоих случаях обработки асферических и сферических деталей достигается максимально возможная площадь контакта инструмента с обрабатываемой деталью и, следовательно, высокая производительность обработки. Кроме того, появляется возможност увеличивать усилие прижима детали к. инструменту при одном и том же удельном давлении, допускаемом прочностью детали и материала инструмента. Разделение поверхности инструмента на кольцевые автономные элемен ты уменьшает действие гидродинамического клина, что позволяет увеличить частоту вращения детали по отношению к инструменту и таким образом увеличить производительность обработки. Формула изобретения 1. Инструмент для обработки опти ческих деталей, содержащий корпус с. концентрично расположенными кольцевыми рабочими элементами, установленными с зазором и с возможностью от- . носительного осевого перемещения, и механизм прижима к обрабатываемой поверхности, отличающийся тем, что, с целью повышения качества и производительности обработки, механизм при;; има выполнен индивидуальным для каждого кольцевого рабочего элемента, а на последних выполнены размещенные в зазорах с возможностью контакта с внyтpeнни ш поверхностями каждого последующего элемента и корпуса тороидальные выступы и вертикальные пазы, в которых горизонтально установлены введенные в инструмент и закрепленные в рабочих элементах в местах расположения, тороидальных выступов штифты, при этом горизонтальные и вертикальные разме,ры пазов превышают поперечные размеры упомянутых штифтов. 2. Инструмент поп.1, отличающийся тем, что механизм прижима выполнен в виде смонтированного в корпусе сепаратора, несущего упоры, и рычагов, установленных с возможностью взаимодействия одним концом с упором, а другим концом и центральной частью - соответственно с подпружиненным стаканом и опорой, расположенными в корпусе. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР f 396249, кл. В 24 В 11/00, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки оптических деталей | 1983 |
|
SU1093500A2 |
| СПОСОБ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2581694C2 |
| Устройство для автоматического удаления инструмента,преимущественно станка для обработки оптических деталей | 1983 |
|
SU1148755A1 |
| Станок для обработки оптических деталей | 1987 |
|
SU1491671A1 |
| Механизм прижима инструмента к детали,обрабатываемой на шлифовально-полировальном станке | 1979 |
|
SU772827A1 |
| Устройство для внутреннего шлифования | 2023 |
|
RU2813450C1 |
| Устройство для обработки оптических деталей | 1987 |
|
SU1495078A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU990479A1 |
| Станок для обработки оптических деталей | 1986 |
|
SU1340998A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |

