(54) ИСТОЧНИК ПИТАНИЯ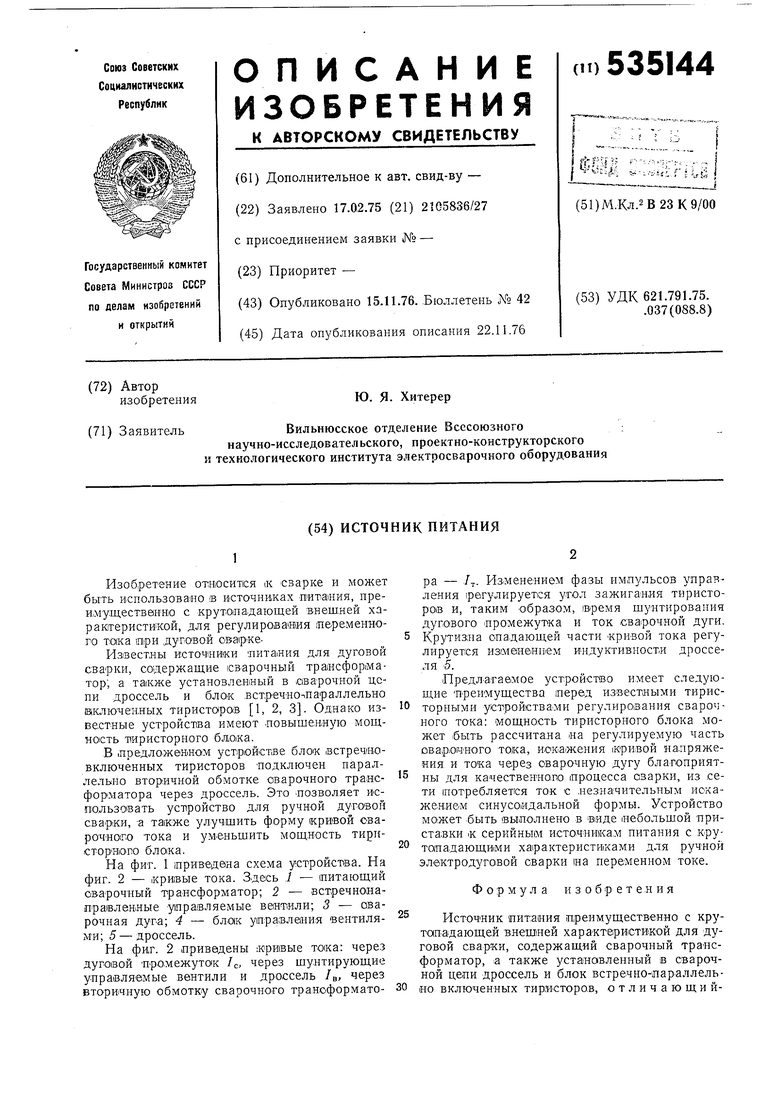
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2537683C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1992 |
|
RU2053071C1 |
| ТИРИСТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2449868C2 |
| Источник питания для сварки переменным модулированным током | 1976 |
|
SU639671A1 |
| Источник типания для дуговой сварки | 1969 |
|
SU446163A1 |
| Способ дуговой сварки плавящимся электродом переменным током и устройство для его осуществления | 1990 |
|
SU1787722A1 |
Изобретение относится « сварке и Аюжет быть использоваио (в источниках питания, нреи,му.ществвНН|0 с крутападающей внешней характеристикой, для регулирования переменного так а ири дуговой сваркеИзвестны ИСТОЧ1НИ1КИ литалия для дуговой сва-рки, содержащие сварочный трансформатор; а также установленный в «варочной цепи дроссель и блок .встречно параллельно нключенных тиристоров 1, 2, 3. Однако известные устройст1ва имеют .повышенную мощность пиристорного блока.
В .предложеН|Ном устройстве блок встречновключенных тиристоров -подключен параллельно вторлчной обмотке сварочного траисформатора через дроссель. Это позволяет использовать уст1ройство для ручной дуговой сварки, -а также улучшить форму кривой сварочного тока и уменьшить мощность тиристорного блока.
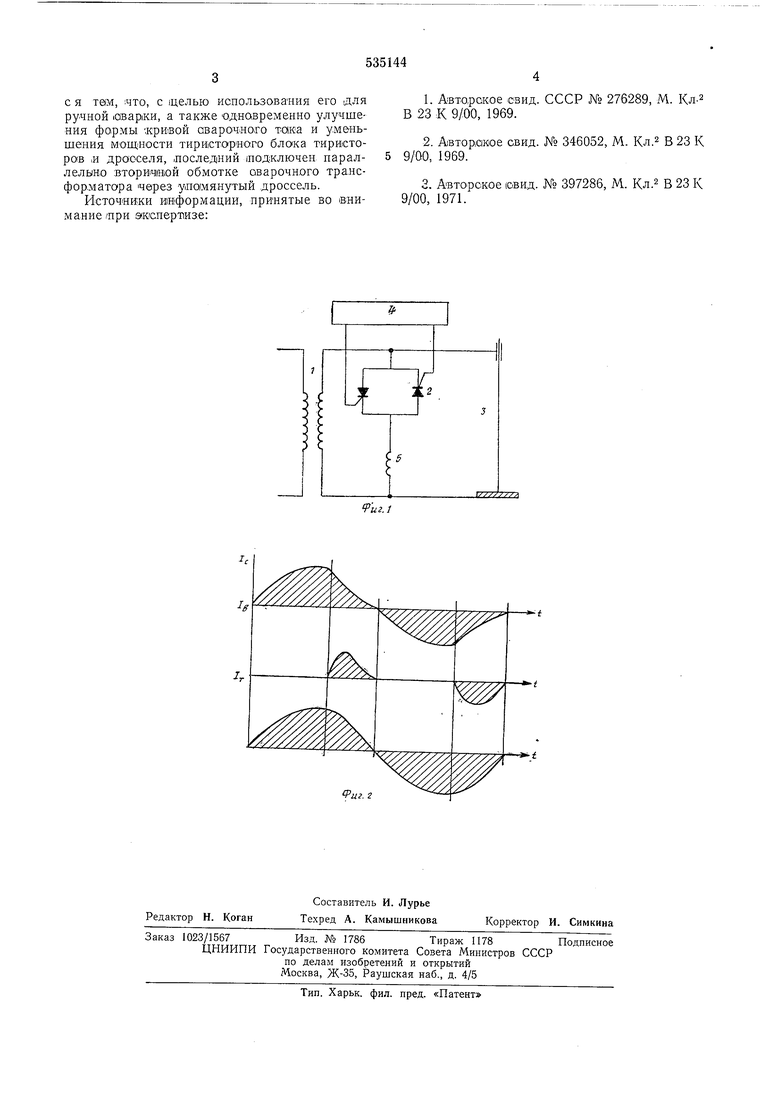
На фиг. 1 приведена схема устройства. На фиг. 2 - кривые тока. Здесь 1 - питающий сварочный трансформатор; 2 - встречнонапраюленные управляемые венлили; 3 - сварочная дуга; 4 - блок улравлания вентиляМи; 5- дроссель.
На фиг. 2 приведены кривые тока: через дуговой про.межуток /с, через шунтирующие управляемые вентили и дроссель /в, через вторичную обмотку сварочного трансформатора - /т. Изменением фазы импульсов управления регулируется угол зажигания тиристоров и, таким образом, 1Время шунтирования дугового 1нромежут1ка и ток сварочной дуги. Крутизна опадающей части кривой тока регулируется изменением индуктивности дросселя 5.
Предлагаемое устройство имеет следующие Преимущества перед изэестлыми тиристорными уст ройствами регулирования сварочного тока: мощность тиристорного блока может |быть рассчитана на регулируемую часть овароиного тока, искажения кривой напряжения и тока через сварочную дугу благоприятны для качественнО|По процесса сварки, из сети потребляется ток с незначительным искажением синусоидальной формы. Устройство может быть выполнено в виде небольшой приставки « серийным источння :а.м питания с крутападающими характеристиками для ручной электродуговой сварки на переменном токе.
Формула изобретения
Источник питания преимущественно с крутападающей внешней характеристикой для дуговой сварки, содержащий сварочный трансформатор, а также установленный в сварочной цепи дроссель и блок встречно-лараллельно включенных тиристоров, отличающийс я тем, что, с щелью использования его для ручной (Оварки, а также одновременно улучшения формы .кривой авароч.ного така и уменьшения МОЩНости тирИ|Стор«ого блока тиристоров ,и дросселя, .последний /подключен параллелино вторичной обмотке оварочного тралсфор.матора через упомянутый дроссель.
Источники ииформации, принятые во внимание/при эюсперт1из:е:
fPu.2
i
