При сварке чугуна не является новым применение обмазанных электродов, состоящих из меди и некоторого количества железа, введенного в медь тем или иным путем.
Предметом настоящего авторского свидетельства является способ изготовления электродов, содержащих медь и железо и служащих для сварки чугуна (заварки чугунных изделий и лр.), бронзы и латуни без подогрева.
Предлагаемый способ весьма прост и заключается в том, что медный электрод, имеющий форму прутка, обертывают белой или черной жестью. При диаметре электрода в 3- 5 мм толщина жести не превыщает 0,35 мм. После обертывания прутка жестью электроды смазываются смесью из жидкого стекла и мела (жидкого стекла-45% и мела-55%) и просущиваются. После просущки электрод готов к употреблению. Металл электрода имеет следующий
70°/о
и жесостав: красной меди леза - 300/0.
Перед заваркой деталь необходимо тщательно зачистить путем обрубки
и, если необходимо, опиловки мест заварки.
Процесс заварки производится обычным способом так же, как и при заварке железными электродами. В зависимости от толщины завариваемой детали и электрода практически подбирается и сила сварочного тока. Заварку можно производить на любых деталях чугунного, бронзового и латунного литья.
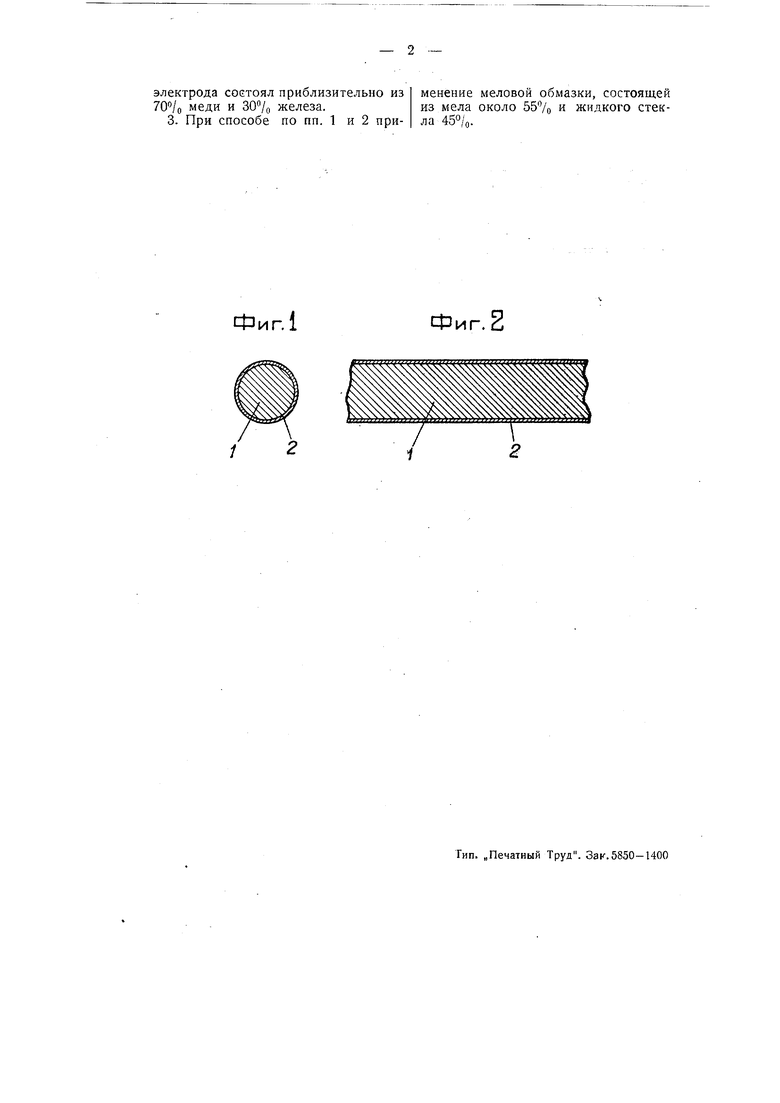
На фиг. I и 2 чертежа, изображающих в поперечном и, соответственно, продольном разрезах устройство электрода, получаемого предлагаемым способом, имеются следуюпше обозначения: / - красная , 2-черная или белая жесть.
Предмет изобретения.
1.Способ изготовления обмазанных электродов, состоящих из меди и железа и служащих для сварки чугуна, бронзы, латуни, отличающийся тем, что медный электрод н виде прутка обертывают жестью.
2.При способе по п. 1 применение жести такой толщины, чтобы металл
электрода состоял приблизительно из меди и 30°/о железа. 3. При способе по пп. 1 и 2 применение меловой обмазки, состоящей из мела около 55% и жидкого стекла 45°/о.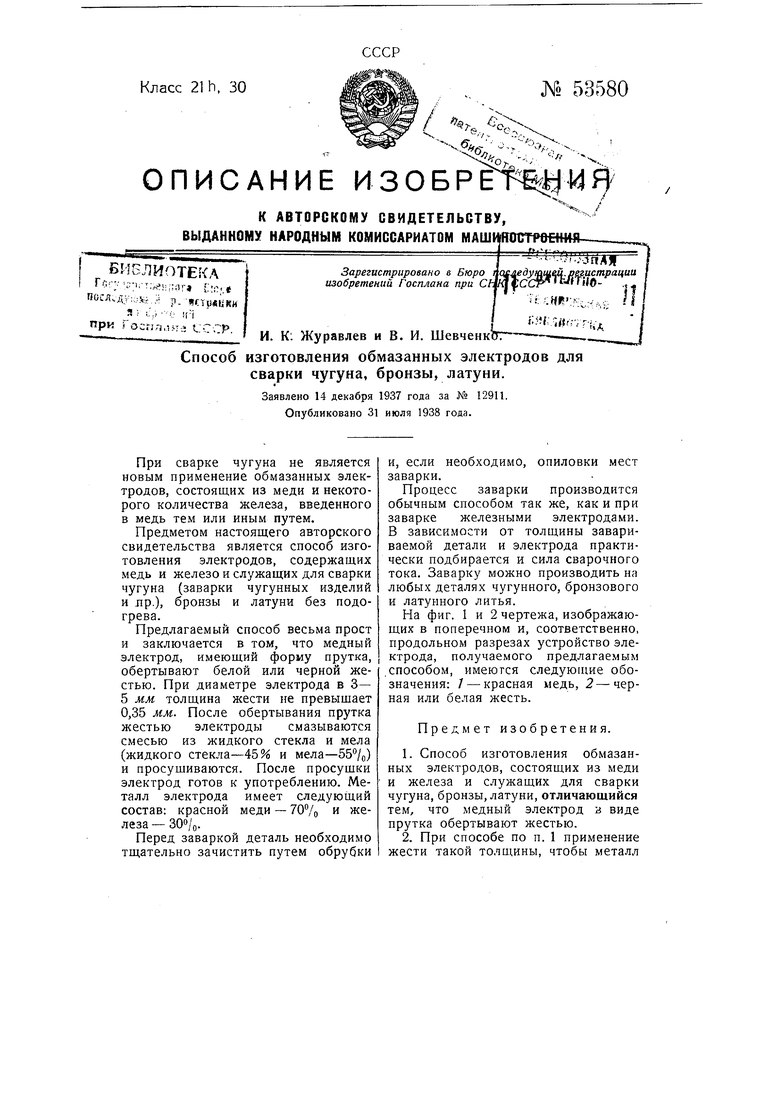
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Электрод для заварки деталей | 1950 |
|
SU91811A1 |
| Комбинированный способ сварки чугунных деталей | 1948 |
|
SU75682A1 |
| БЕЗНИКЕЛЕВЫЙ ЭЛЕКТРОД ДЛЯ ХОЛОДНОЙ ДУГОВОЙ СВАРКИ СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА И ЧУГУНА СО СТАЛЬЮ | 1998 |
|
RU2151677C1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Электрод для сварки алюминиевой бронзы | 1990 |
|
SU1736683A1 |
| СПОСОБ ПРОИЗВОДСТВА ЧУГУННЫХ МЕЛЮЩИХ ШАРОВ | 1995 |
|
RU2082530C1 |
| Способ составления обмазки чугунных электродов для холодном сварки чугуна | 1936 |
|
SU51487A1 |
| СПОСОБ АРГОНОДУГОВОЙ НАПЛАВКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МЕДИ И ЕЕ СПЛАВОВ НА СТАЛЬ | 2008 |
|
RU2390398C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕДИ И ЕЕ СПЛАВОВ СО СТАЛЯМИ | 2006 |
|
RU2325252C2 |
Фиг.1
Фиг. 2
