риметру трубы толщилу стел.ки, а вращение заготовки одновременно с ее деформацией обеспечивает продольную и поперечную раскатку заготовки, т. е. но пересекающимся винтовым линиям, снижая разностенность нрокатываемых труб.
Предлагаемое устройство для осуществления способа периодической прокатки труб отличается тем, что одна из опор каждого ролвка шарнирно установлена в окне сепаратора, а другая .вылол.нена с наклонной к оси ролика боковой поверхностью и установлена в окне сепаратора с неремеяпым вдоль его оси зазором.
Такая установка опор роликов позволяет обеспечить вращение заготовки во время ее деформацииИ более равномерно распределить обжатие диаметра и стенки по периметру.
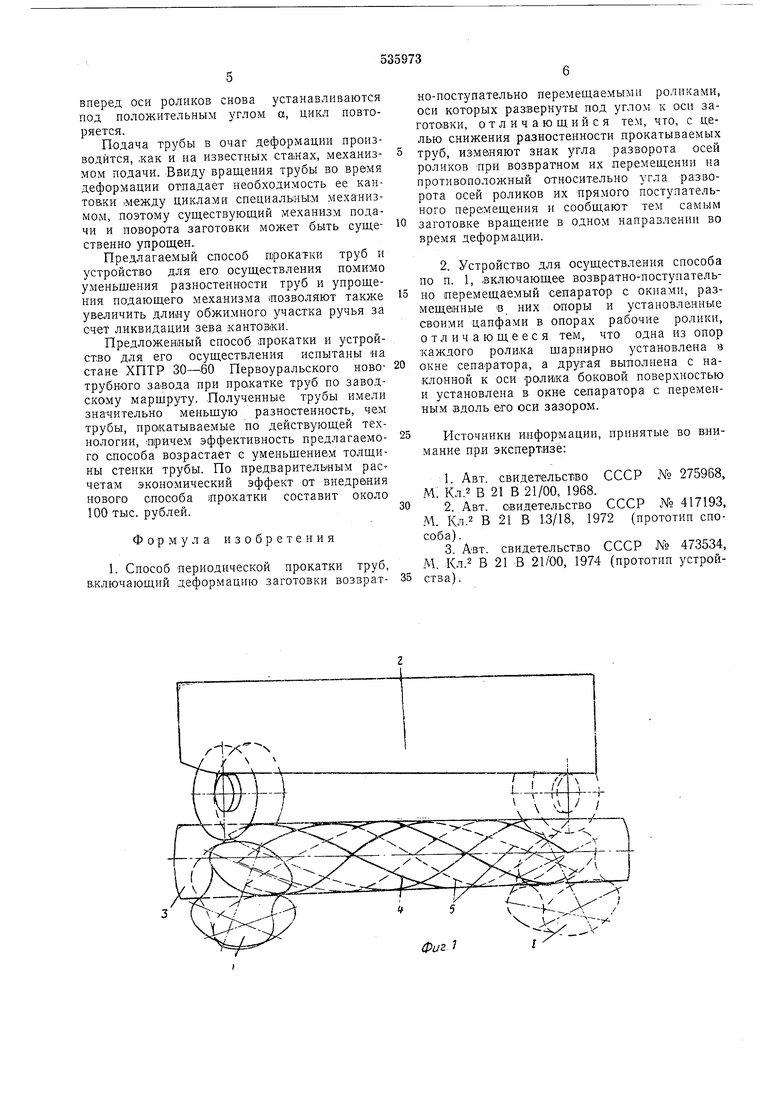
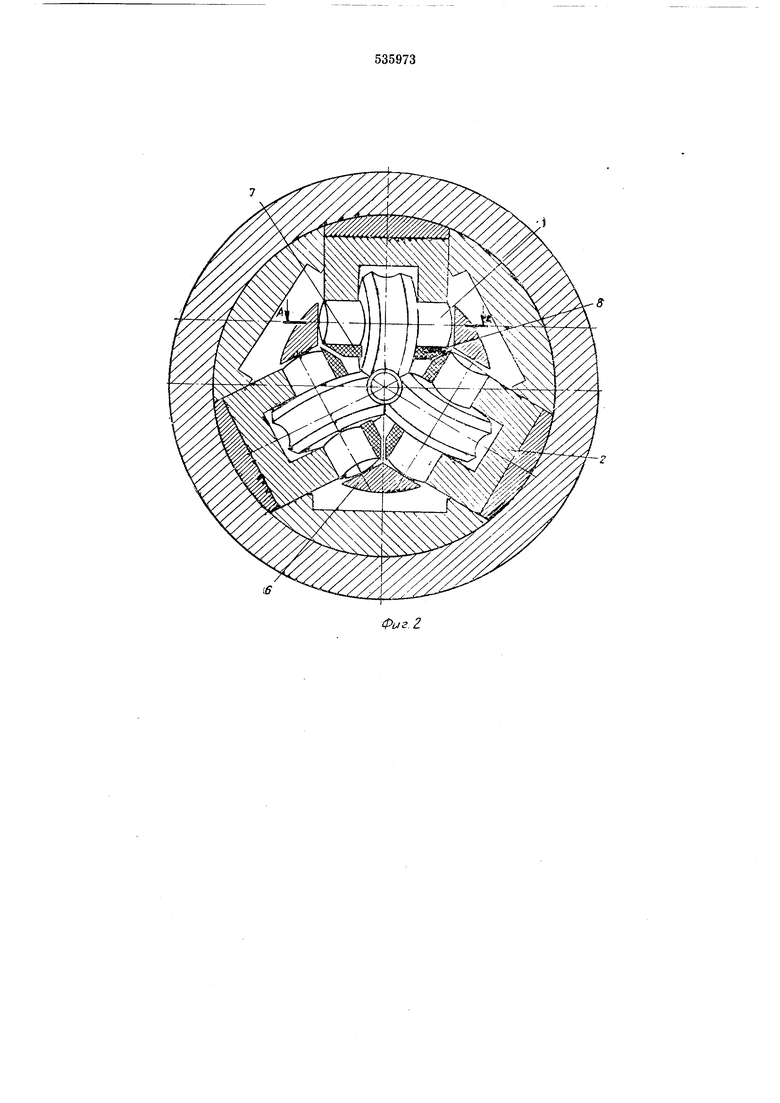
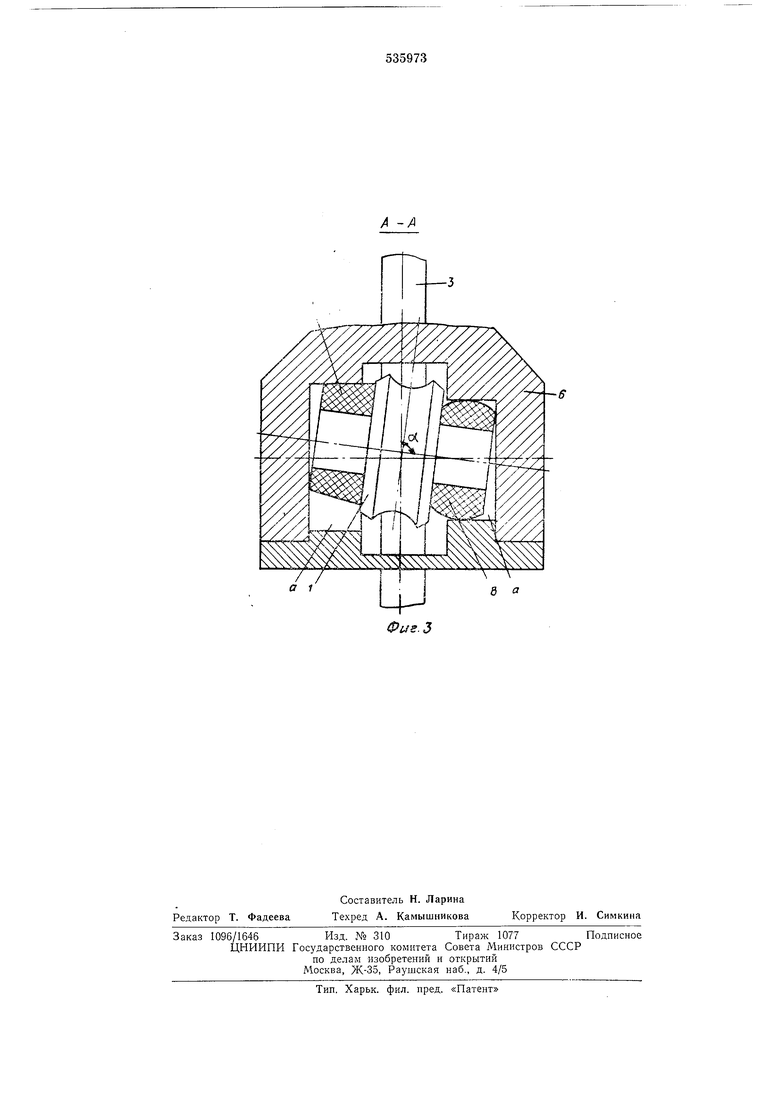
Фиг. I иллюстрирует предлагаемый способ; на фиг. 2 показано предлагаемое устройство, Поперечный разрез; на фиг. 3 дан разрез А-А на фиг. 2.
Сущность предложенного способа состоит в том, что при возвратном перемещении роли/ков 3HafK угла ,разворота осей роликов изменяют на противоположный относительно угла разворота их прямого поступательного перемещения и тем самьгм сообщают заготов1ке вращение во время деформации в одном направлении.
При прямом поступательном движении клети рабочие ролики /, об,катываясь своими цапфами по профилированным -планкам 2, отклоняются под действием осевой составляющей контактных сил на заданный положительный угол от оси заготовки 3. В тлком положении ролики сближаются по мере их продвижения, обжимая заготовку на оправке (не показана) по стен-ке и диаметру. Разворот роликов на угол приводит ,к появлению неуравновешенных сил трения, действующих по касательной к прокатываемой заготовке и заставляющих ее вращаться вместе с оправкой so время всего контакта 1роликов с металлом. Операция принудительной кантовки заготовки и оправки специальНЫ М механизмом при этом исключается.
В результате сложения двух движений - перемещения роликов вдоль оси заготовки и вращения ее рабочего конуса вокруг оси - обжатие диаметра стенки трубы происходит по винтовым линиям 4. Величина угла разворота осей роликов должна быть достаточной для иоворота трубы в течение хода, чтобы перевести утолщенную часть стенки из зоны выпуска -на рребень. Величина поворота трубы в течение хода зависит от соотношения диаметра трубы ,и длины хода клети, количества роликов и условий скольжения металла на контакте. При имеющихся на практике значениях этих параметров угол разворота осей роликов относительно оси прокатки должен составить 80-i89°.
Во время смены .напр авления движения роликов в -начале обратного хода изменяется
направление контактных сил, поэтому ось ролика поворачивается и занимает положение I, соответствующее углу отклонения от оси прокатки противоположного знака по отношению к прямому ходу. Далее при обратном ходе клети рабочий конус обжимается по винтовым линиям 5.
Направление вращения трубы при прямом и обратном ходе сохраняется, так как за сменой направления движения роликов в каждом полуцикле следует изменение знака угла наклона их оси. При возвращении роликов в крайнее заднее положение цикл прокатки повторяется, причем винтовая линия в каждом полуцвкле меняет знак угла подъема и смещена относительно предыдущей в /начале рабочего конуса на величину тодачи. При многократном повторении циклов рабочий конус обжимается по перекрещивающимся винтовым линиям, в результате происходит более равномерное распределение обжатия диаметра и стенки по периметру и уменьшается разностенность трубы.
Устройство, реализующее лредложенный способ, содержит возвратно-поступательно перемещаемый сепаратор 6 с окнами «а, размещенные в них опоры 7 и S и установленные в опорах своими цапфами рабочие ролики /. Своими цапфами ролики опираются на профилированные планки 2. Наружная поверхность опоры 8 имеет цилиндрическую форму, что позволяет ролику совершать качательное движение. Боковые поверхности опоры 7 наклонены под углом а 90° к оси ролика, чем достигается плотное прилегание ее к окну icenapaTopa при перекошенном положении ролика.
Величина зазора, с которым опора 7 установлена в окне сепаратора, должна быть достаточной для разворота рабочих роликов на угол, обеспечивающий требуемую кантовку трубы. Возможный диапазон углов разворота роликов 3-.14°. Величина требуемого зазора при этом по центру опоры составит 0,05-0,25 расстояния между центрами расноложения опор на цапфах ролика.
-Во время прокатки при прямом ходе клети ролики /, обкатываясь своими цапфами по профилированны.м планкам 2, получают вместе с движением вдоль оси заготовки радиальное перемещение, которое обеспечивает обжатие диаметра и стенки трубы. Наличие осевых контактных сил, действующ,их на ролики со стороны прокатываемой трубы, вызывает разворот оси роликов с опорами 8 и прижатие опор 7 скошенной боковой поверхностью к задней стенке окна сепаратора.
При смене -направления движения клети оси роликов, вследствие изменения направления контактных сил, поворачиваются вместе с опорами 8, а вместе с опорами 7 перемещаются в окнах сепарато)ра. При этом знак угла перекоса осей роликов меняется на обратный. В таком положении ролики вместе с клетью совершают обратный ход. При ходе вперед оси роликов снова устанавливаются под положительным углом а, цикл повторяется. Подача трубы в очаг деформации производится, ,как и на известных станах, механизмом подачи. Ввиду вращения трубы во время деформации отпадает необходимость ее кантовки между циклами специальным механизмом, поэтому существующий механиз м подачи и поворота заготовки может быть существенно упрощен. Предлагаемый способ шрокатки труб и устройство для его осуществления помимо уменьщения разностенности труб и упрощения подающего механизма позволяют та.кже увеличить длину обжимного участка ручья за счет ликвидации зева кантовки. Предложенный способ лрокатки и устройство для его осуществления испытаны на стане ХПТР Первоуральского новотрубного завода при про,катке труб по заводскому марщруту. Полученные трубы имели значительно меньщую разностенность, чем трубы, прокатываемые по действующей технологии, лричем эффективность предлагаемого способа возрастает с уменьщением толщины стенки трубы. По предварительным рас четам экономический эффект от внедрения нового способа прокатки составит около 100 тыс. рублей. Формула изобретения 1. Способ периодической прокатки труб, включающий деформацию заготовки возвратно-поступательно перемещаемыми роликами, оси которых развернуты под углом к оси заготовки, отличающийся тем, что, с целью снижения разностенности прокатываемых труб, изменяют знак угла разворота осей роликов :при возвратном их перемещении на противоположный относительно угла разворота осей роликов их прямого поступательного перемещения и сообщают тем самым заготовке вращение в одном направлении во время деформации. 2. Устройство для осуществления способа по п. 1, включающее возвратно-поступательно перемещаемый сепаратор с окнами, размещеяные в них опоры и установленные своими цапфами в опорах рабочие ролики, отличающееся тем, что одна из опор каждого ролика щарнирно установлена в окне сепаратора, а другая выполнена с наклонной к оси роли1ка боковой поверхностью и установлена в окне сепаратора с переменным вдоль его оси зазором. Источники и.нформации, принятые во внимание при экспертизе: 1.Авт свидетельство СССР № 275968, .м; Кл.2 В 21 В 21/00, 1968. 2.Авт. свидетельство СССР № 417193, .М. Кл.2 В 21 В 1.3/18, 1972 (прототип способа) . 3.Авт. свидетельство СССР № 473534, М. Кл.2 В 21 В 21/00, 1974 (прототип устройства).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2268796C2 |
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| Рабочая клеть стана холодной прокатки труб роликами | 1983 |
|
SU1127651A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ В ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПАРАХ ВАЛКОВ ПЕРЕМЕННОГО РАДИУСА | 1998 |
|
RU2129926C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| Способ кантовки трубы при продольной прокатке между проходами | 1991 |
|
SU1780888A1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1980 |
|
SU956078A1 |
iS
