Изобретение относится к трубопрокатному оборудованию и может быть использовано в рабочих клетях станов холодной прокатки труб роликами.
Известна рабочая клеть стана холодной прокатки труб роликами, содержащая корпус с калиброванными планками и приводом возвратно-поступательного перемещения, кинематически связанный с приводом корпуса сепаратор с роликами, установленными во вкладыщах неподвижно вдоль оси сепаратора в контакте своими цапфами с калиброванными планками и рычажную систему настройки клети 1.
В процессе прокатки скорость перемещения сепаратора в данной клети задается настройкой рычажной системы, но до.биться условия протекания процесса прокатки, при котором «принудительный задаваемый настройкой системы катающий радиус совпадал бы с «естественным катающим радиусом, определяемым калибровкой рабочего инструмента, на всей длине очага деформации не удается.
В результате такого несовпадения в заготовке в процессе прокатки возникают значительные осевые усилия, приводящие к врезанию торцов заготовок, растрескиванию концов готовых труб, налипанию металла заготовки на рабочие ролики, порче поверхности готовых труб и другим нежелательным явлениям, снижающим в конечном счете производительность станов и ухудщающим качество готовых труб.
Кинематическая связь сепаратора с приводом клети, предопределяющая постоянство характера изменения осевой скорости сепаратора, а следовательно, и осевой скорости центров роликов не позволяет достичь совпадения «принудительного и «естественного катающих радиусов на всем протяжении очага деформации.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является рабочая клеть стана холодной прокатки труб роликами, содержащая станину, корпус, его привод возвратнопоступательного перемещения, равмещенные в нем калиброванные планки и сепаратор с установленными во вкладыщах роликами, опирающимися цапфами на калиброванные планки 2.
В известной клети благодаря одновременному взаимодействию вкладыщей и возможности раздельной настройки усилий срабатывания последних рабочие ролики не фиксированы жестко в сепараторе и могут упруго смещать свои центры в его окнах вдоль оси прокатки, сообразуясь с калибровкой планок и самих роликов, чем достигается повыщение точности настройки клети при ее прямом и обратном ходах.
Однако и в этой клети сохраняется кинематическая связь сепаратора с приводом
клети, что по-прежнему препятствует самонастройке клети на точное совпадение «принудительного, и «естественного катающих радиусов. Снабжение клети раздельно настраиваемыми упругими элементами повыщает точность настройки, снижает пики осевых нагрузок на заготовку, но не устраняет их, не устраняется возможность врезания торцов заготовок, растрескивание концов готовых труб, порча поверхности, нарущение
3 геометрии. Для уменьщения влияния этих недостатков снижают параметры процесса прокатки (скорость, подача, обжатие), что ведет к уменьщению производительности станов.
5 Цель изобретения - улучщение качества труб и снижение концевых отходов путем согласования катающих радиусов ролика.
Цель достигается тем, что рабочая клеть стана холодной прокатки труб роликами, содержащая станину, корпус, его привод воз0 вратно-поступательного перемещения, размещенные в нем калиброванные планки и сепаратор с установленными во вкладыщах роликами, опирающимися цапфами на калиброванные планки, снабжена лодпружи5 ненной втулкой, установленной в. корпусе соосно сепаратору и в контакте с его торцом при расположении роликов в заходной части калиброванных планок, и амортизатором, размещенным в станине соосно сепаратору в контакте с другим его торцом в том же
0 положении роликов.
Такая конструкция клети позволяет улучщить настройку катающих радиусов и тем самым способствует повыщению качества труб и снижению отходов.
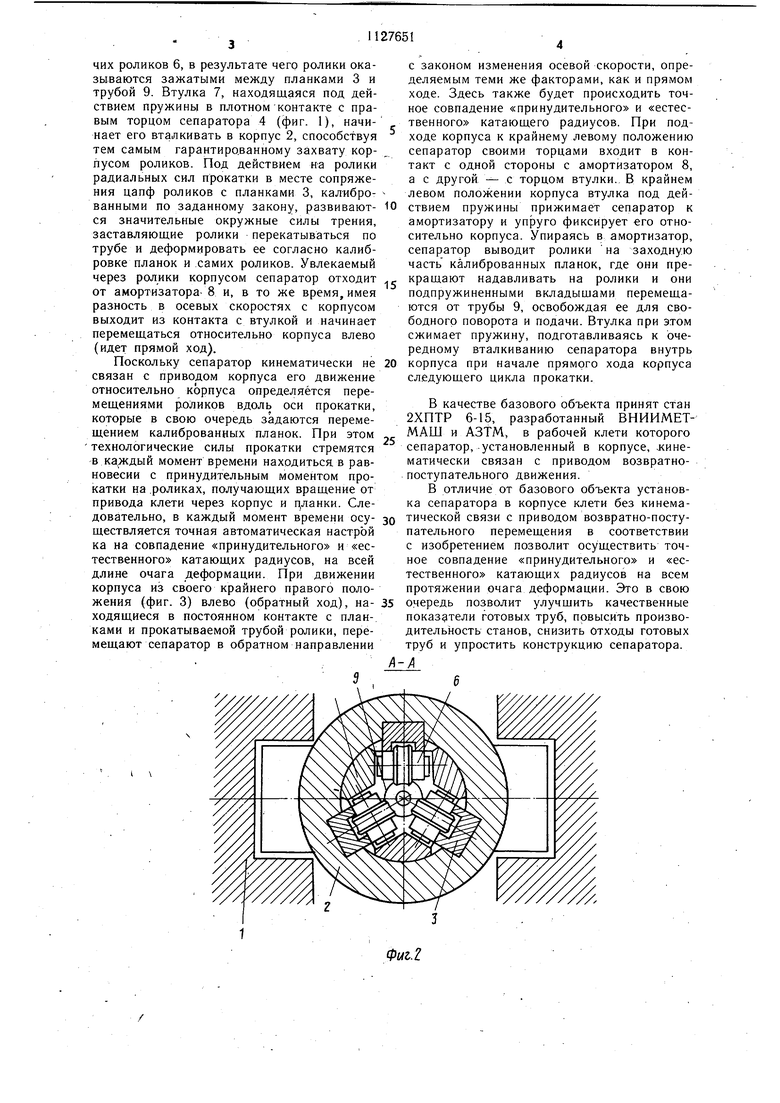
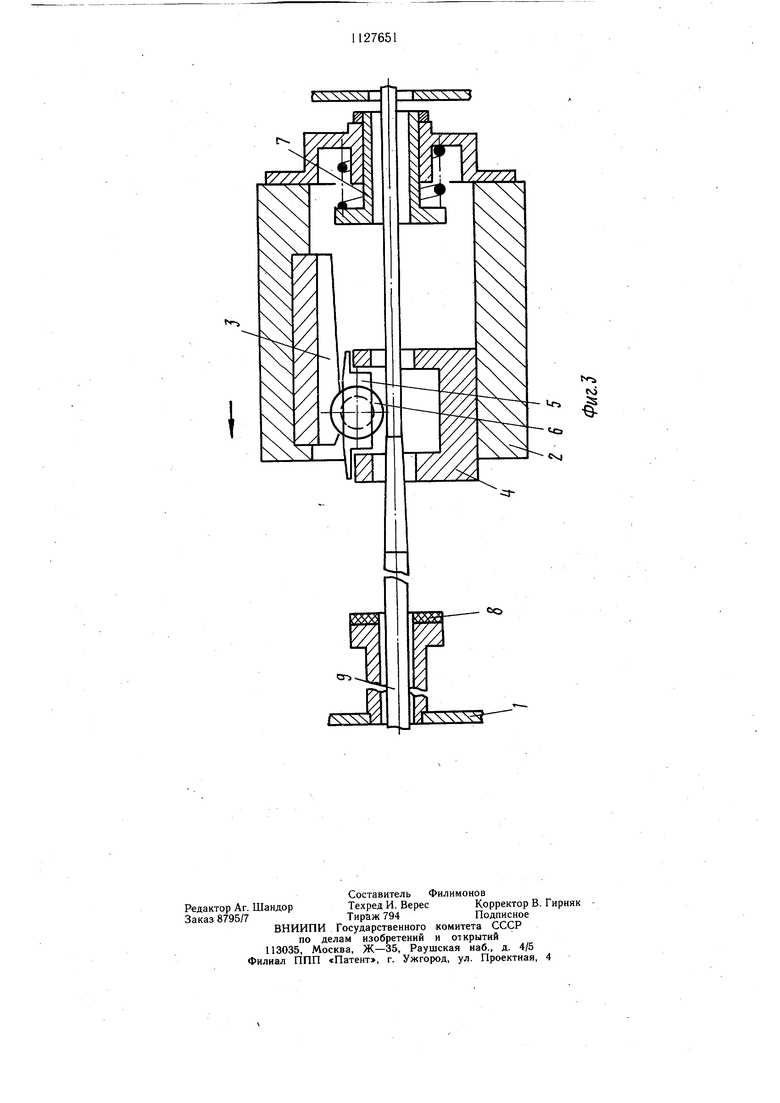
На фиг. 1 показана предлагаемая клеть при расположении роликов в заходной части калиброванных планок, продольный разрез; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 клеть при расположении роликов в рабочей части калиброванных планок, продольный
0 разрез.
Клеть содержит станину 1, корпус 2, его привод перемещения (не показан), калиброванные планки 3 и сепаратор 4 с установленуыми во вкладыщах 5 роликами б, опирающимися цапфами на калиброванные
планки, подпружиненную втулку 7, установленную в корпусе соосно сепаратору и в контакте с его торцом при расположении роликов в заходной части калиброванных планок, и амортизатор 8,. размещенный в станине соосно сепаратору в контакте с другим его торцоМ: в том же положении роликов, охватывающих прокатываемую трубу 9. Клеть работает следующим образом. Корпус 2 от привода (не показан) получает возвратно-поступательное движение.
5 При движении из своего крайнего левого положения (фиг. 1) вправо (прямой ход) корпус 2 калиброванными планками 3 захватывает сопряженные с ним цапфы рабочих роликов 6, в результате чего ролики оказываются зажатыми между планками 3 и трубой 9. Втулка 7, находящаяся под действием пружины в плотном контакте с правым торцом сепаратора 4 (фиг. 1), начинает его вталкивать в корпус 2, способствуя тем самым гарантированному захвату корпусом роликов. Под действием на ролики радиальных сил прокатки в месте сопряжения цапф роликов с планками 3, калиброванными по заданному закону, развиваются значительные окружные силы трения, заставляющие ролики перекатываться по трубе и деформировать ее согласно калибровке планок и самих роликов. Увлекаемый через ролики корпусом сепаратор отходит от амортизатора- 8 и, в то же время, имея разность в осевых скоростях с корпусом выходит из контакта с втулкой и начинает перемещаться относительно корпуса влево (идет прямой ход). Поскольку сепаратор кинематически не связан с приводом корпуса его движение относительно корпуса определяется перемещениями роликов вдоль оси прокатки, которые в свою очередь задаются перемещением калиброванных планок. При этом технологические силы прокатки стремятся в момент времени находиться в равновесии с принудительным моментом прокатки на .роликах, получающих вращение от привода клети через корпус и цланки. Следовательно, в каждый момент времени осуществляется точная автоматическая настрой ка на совпадение «принудительного и «естественного катающих радиусов, на всей длине очага деформации. При движении корпуса из своего крайнего правого положения (фиг. 3) влево (обратный ход), находящиеся в постоянном контакте с планками и прокатываемой трубой ролики, перемещают сепаратор в обратном направлении с законом изменения осевой скорости, определяемым теми же факторами, как и прямом ходе. Здесь также будет происходить точное совпадение «принудительного и «естественного катающего радиусов. При подходе корпуса к крайнему левому положению сепаратор своими торцами входит в контакт с одной стороны с амортизатором 8, а с другой - с торцом втулки. В крайнем левом положении корпуса втулка под действием пружины прижимает сепаратор к амортизатору и упруго фиксирует «го относительно корпуса. Упираясь в амортизатор, сепаратор выводит ролики на заходную часть калиброванных планок, где они прекращают надавливать на ролики и они подпружиненными вкладышами перемещаются от трубы 9, освобождая ее для свободного поворота и подачи. Втулка при этом сжимает пружину, подготавливаясь к очередному вталкиванию сепаратора внутрь корпуса при начале прямого хода корпуса следующего цикла прокатки. В качестве базового объекта принят стан 2ХПТР 6-15, разработанный ВНИИМЕТМАШ и АЗТМ, в рабочей клети которого сепаратор, установленный в корпусе, -кинематически связан с приводом возвратнопоступательного движения. В отличие от базового объекта установка сепаратора в корпусе клети без кинематической связи с приводом возвратно-поступательного перемещения в соответствии с изобретением позволит осуществить точное совпадение «принудительного и «естественного катающих радиусов на всем протяжении очага деформации. Это в свою очередь позволит улучщить качественные показатели готовых труб, повысить производительность станов, снизить Отходы готовых труб и упростить конструкцию сепаратора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть роликового стана холодной прокатки труб | 1980 |
|
SU956078A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
| Инструмент роликового стана холодной прокатки труб | 1976 |
|
SU682290A1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1975 |
|
SU598665A1 |
| Стан холодной прокатки труб перемен-НОгО СЕчЕНия | 1979 |
|
SU793674A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286220C1 |
| Привод осевого возвратно-поступательного перемещения сепаратора роликового стана холодной прокатки турб | 1976 |
|
SU603449A1 |
| Опорная планка клети роликового стана холодной прокатки труб | 1982 |
|
SU1082502A1 |
РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ РОЛИКАМИ, содержащая станину, корпус, его привод возвратно-поступательного перемещения, размещенные в нем калиброванные планки и сепаратор с установленными во вкладышах роликами, опирающимися цапфа ми на калиброванные планки, отличающаяся тем, что, с целью улучшения качества труб и снижения концевых отходов путем согласования катающих радиусов ролика, она снабжена подпружиненной втулкой, установленной в корпусе соосно сепаратору и ъ контакте с его торцом при расположении роликов в заходной части калиброванных планок, и, амортизатором, размещенным в станине соосно сепаратору в контакте с дру€ гим его торцом в том же положении роликов. (Л 1С Од 01
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А | |||
| Холодная прокатка труб | |||
| Свердловск, Металлургиздат, 1962, с | |||
| 229231 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рабочая клеть роликового стана холодной прокатки труб | 1980 |
|
SU956078A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
