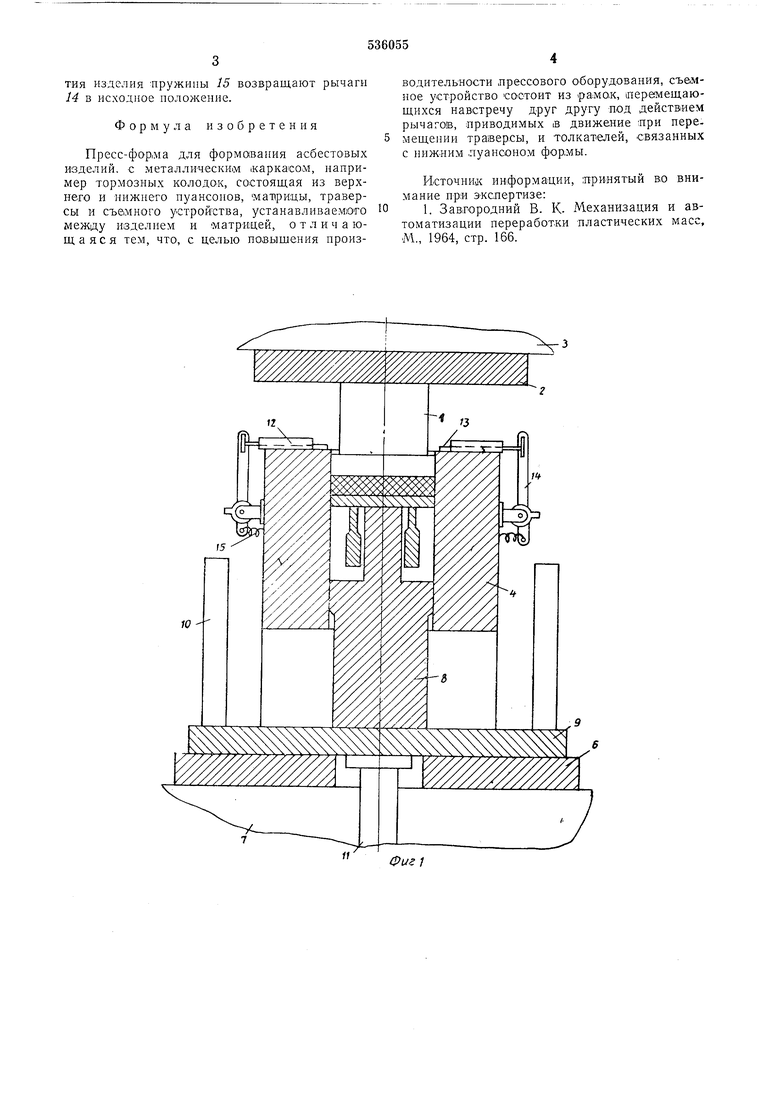
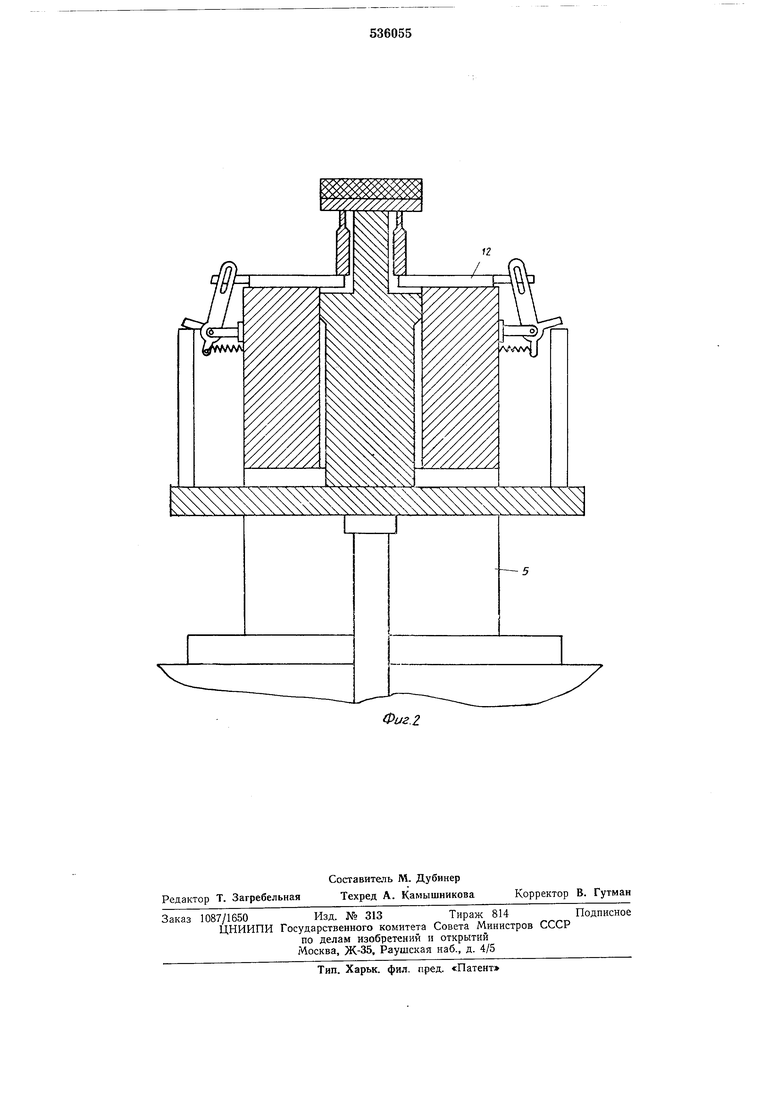
Изобретение касается изготовления асбестовых фрикционных изделий, в частности пресс-форад для изготовления тормозных колодок с нрифор.мОВанным каркасом сложного нрофиля, налрнмер торлюзны.х колодо,к подвижного состава метрополитена. Известны лресс-формы для формования изделий из пластмасс, состоянги-е из верхнего и нижнего пуансолюв, матрицы, траверсы и съемного устройства, выполненного в виде вилки, нри.водимой в действие отдельным приводом и кинематически не связанной с преос-фор-мой 1. Цель изобретения - повышение троиззодительности прессового оборудования. Это достигается тем, что съемное устройства состоит из рамок, перемещающихся навстречу друг другу под действием рычагов, приводимых в движение при перемещении траверсы, и толкателей, связа.нных с нижним пуансоном формы. На фиг. } изображена лресс-форма в сом,кнуто,м состоянии; па фиг. 2 - то же, в мо.мент съем.а изделия. Пресс-форма состоит из верхнего пуансона 1, жестко соединенного с верхней плитой 2, при1кре1пленной к ползуну 3 пресса, матрицы 4, жестко связанной через нодставки 5 с нижней плитой 6, крепящейся «а столе 7 пресса, нижнего пуансона 8, жестко соединенного С траверсой 9, к которой также крепятся толлатели 10. Траверса 9 соединена с выталкивателем 11 пресса. На верхней торцовой плоскости матрицы имеются рамки 12, расположенные в направляющих 13, жестко соединенных с матрицей. Рамка 12 соединена с рычагом 14, ось вращения .которого крепится |К матрице. Рычаг 14 соединен с матрицей пружиной 15. Пресс-форма работает следующ 1м образом. В гнездо .матрицы 4 закладывается каркас изделия, опирающийся на нижний пуансон 8, затем закладывается брикет или засыпается масса. После этого .пресс-форма смыкается, и происходит формование. По окончании формования пуа,нсон 1 выводится из матрицы, и осуществляется |Выталкнва.ние. При этом нижний нуапсон 8 лместе с траверсой 9 и тоЛ|Кателями 10 двнжется вверх. Толкатели 10 .воздействуют на рычаги 14, которые, поворачиваясь, перемещают рамки 12 навстречу друг другу. При этом дружины 15 растягиваются. Затем движепие нижнего пуансона вверх гарекращается, и осуществляется обратный ход выталкивателя //. Нижний пуансон 8, траверса 9 с толкателЯМИ 10 движутся в.низ, а сфор|Мнрованное изделие, упираясь своими выступами в рамки 12, остается на поверхности матрицы 4. После снятия изделия пружины 15 возвращают рычаги 14 в исходное иоложение.
Формула изобретения
Пресс-фор,ма для формования асбестовых изделий, с металлическим каркасом, например тормозных колодок, состоящая из верхнего и нижнего пуансонов, мат1рицы, траверсы и съемного устройства, устанавливаем10го между изделием и матрицей, отличающаяся тем, что, с целью повыщения производительности .прессового обо.рудоваиия, съемное устройство СОСТОИТ из ра;мо,к, пер емещающихся навстречу друг другу под действием рычагов, приводимых в движение лри перемещении тра)Версы, и толкателей, связанных с нижним луансоном формы.
Источник информации, примятый во внимание при экспертизе:
1. Завтородний В. К. Механизация и автоматизации переработки пластических масс, М., 1964, стр. 166.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма | 1986 |
|
SU1382664A1 |
| Двухэтажная пресс-форма | 1985 |
|
SU1298090A1 |
| Установка для изготовления из термореактивных материалов изделий с арматурой | 1981 |
|
SU1016184A1 |
| ПРЕСС-ФОРМА | 1992 |
|
RU2017607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНОЙ КОЛОДКИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА С ТВЕРДЫМИ ВСТАВКАМИ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353535C1 |
| Пресс для изготовления изделий из бетонной смеси | 1989 |
|
SU1787779A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНОЙ КОЛОДКИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА С ТВЕРДЫМИ ВСТАВКАМИ, ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ БРИКЕТА ПОЛИМЕРНОЙ КОМПОЗИЦИИ ТОРМОЗНОЙ КОЛОДКИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА, ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА С ТВЕРДЫМИ ВСТАВКАМИ | 2023 |
|
RU2816740C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ ТОРМОЗНЫХколодок | 1973 |
|
SU395274A1 |
| Пресс для формования изделий из термореактивных материалов | 1979 |
|
SU859184A1 |
| Пресс-форма для изготовления изделий из термореактивных пластмасс | 1981 |
|
SU946970A1 |
Ю
Фиг1
