(54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ .
ИЗДЕЛИЙ ИЗ ТЕРМОРЕАКТИВНЫХ ПЛАСТМАСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая прессформа | 1973 |
|
SU685506A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ НА МАШИНАХ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 1991 |
|
RU2030247C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Двухэтажная литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU704804A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
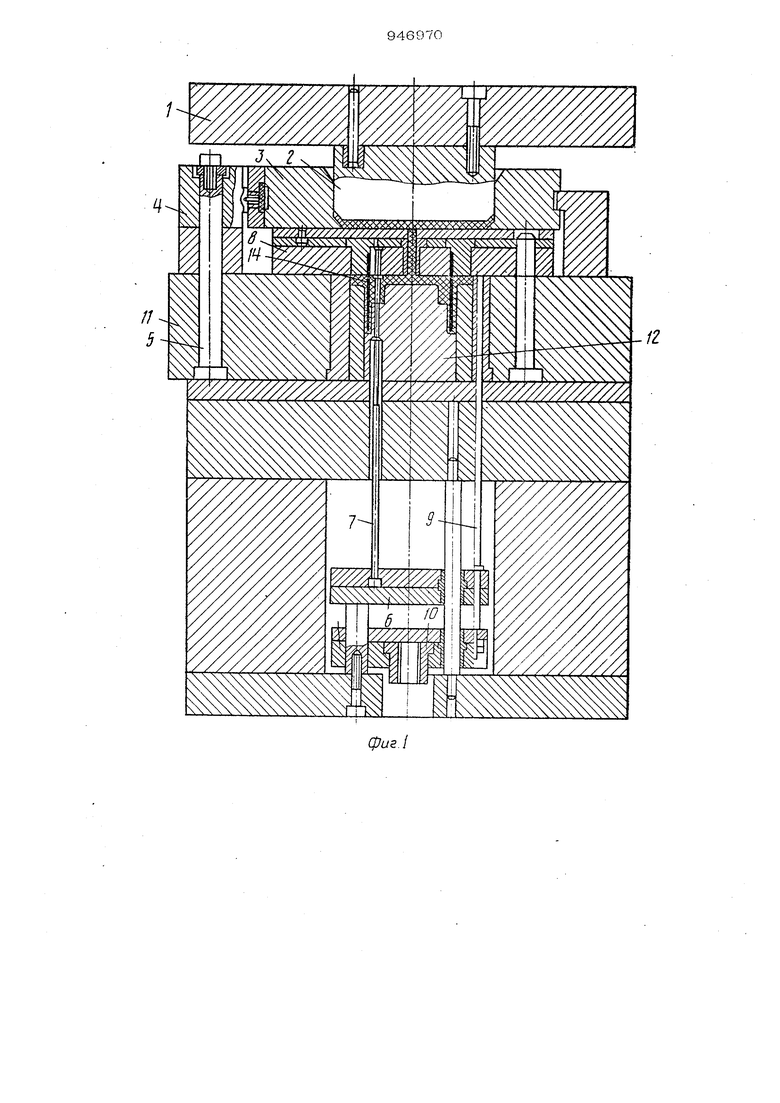
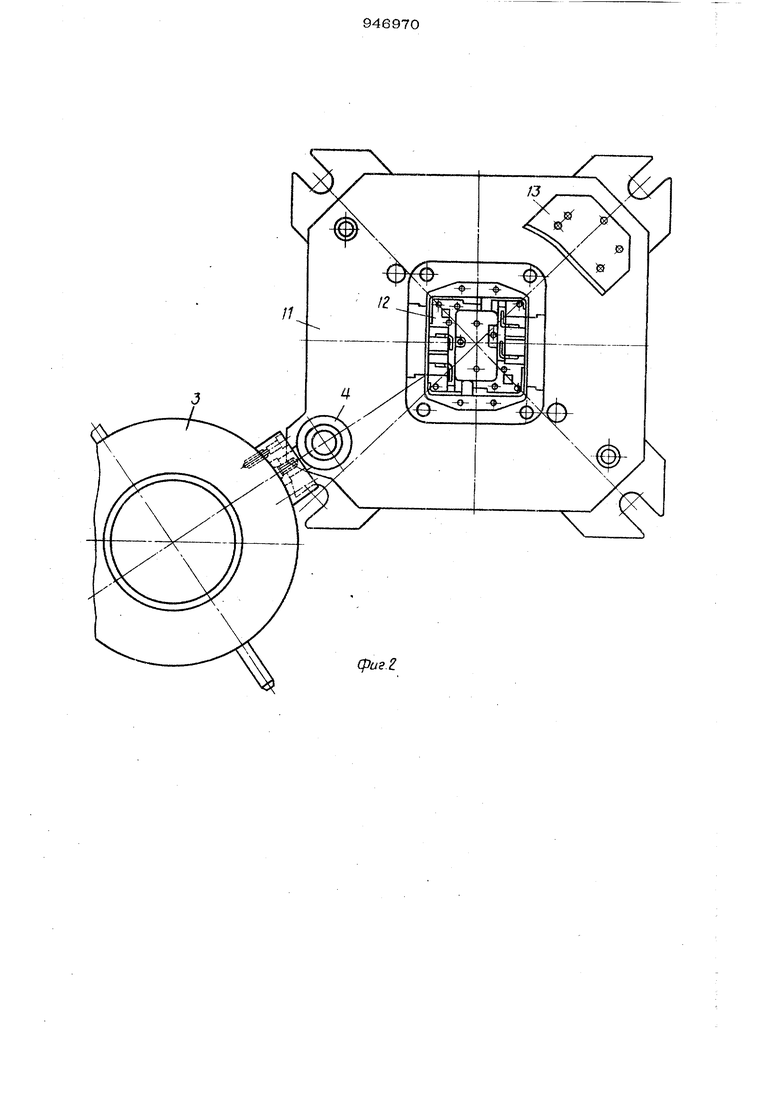
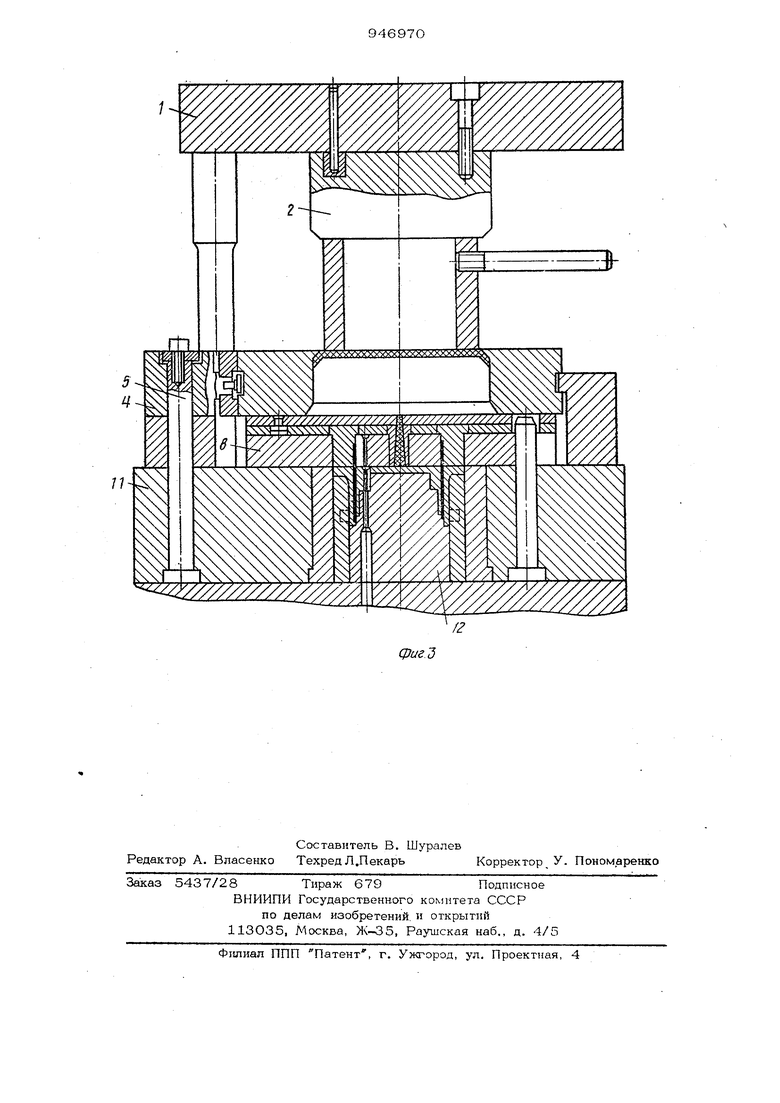
Изобретение относится к переработке термореактивных пластмасс и может быть ,использовано для изготовления изделий с арматурой, например корпусов, оснований, колодок. Известна пресс-форма для переработки термореактивных полимерных материалов способом литья под давлением, содержащая пуансон, закрепленный в пуансоно- держателе, связанную с ним тягой с буртом загрузочную камеру, установленную в подвижной плите, неподвижную плиту матриц, размешенную на основании, связанном стойками с нижней плитой. На нижней плите размешены плиты с выталкивателями и центральным толкателем 1. В процессе работы пресс-формы вместе с пуансоном, за счет выполненного в нем поднутрения Б виде ласточкина хвоста, увлекается литниковый остаток и централь ный литник. Затем литниковый остаток с литником удаляется из пуансона за счет уклона в сторону съема. Однако в извесрной пресс-форме часто бывают сколы прес остатка в острых углах, причем часть его остается в загрузочной камере, и его необходимо удалять. Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является пресс- }юрма для ИЗГОТОБ- ления изделий из термореактивных пласГмасс, содержащая подвижную плиту пуансона, верт1жальную колонку, загрузочную камеру, установленную с возможностью поворота относительно вертикальной колонки, плиту матрицы с закрепленным на ней фиксатором загрузочной камеры, плиты выталкивателей и толкания 2.J . Недостатком известной пресс-формы является то, что при прессовании изделий в загрузочной камере всегда остается пресс-остаток, который трудно удалить. Цель изобретения - снижение трудоемкости удаления пресс-остатка из загрузочной камеры. Поставленная цель достигается тем, что пресс-фор)а для изготовления изделий из термореактивных пластмасс, содерьлаццая подвижную плиту пуансона, верти кальную колонку, загрузочную камеру, установленную с возможностью поворота относительно вертикальной колонки, нл.иту матрицы с закрепленным на ней физюатором загрузочной камеры, плиты зыталкивателей и толкания, снабжена шарнирно Зстановленкым на вертт алъной колонке горизонтальным кронштейном, на котором установлена с возможностью поворота загрузочная камера. На фиг. 1 показана пресСч{)Орма в сомкнутом состоянии, продольный разрез на фиг. 2 - вид сверху на неподвижную плиту матрицы с отведенной в сторону загрузочной камерой; на фиг. 3 - удалеш е пресс-остатка из загрузочной камеры Пресс- юрма содержит подвилшую пли- ту 1 пуансона 2, загрузочн ло камеру 3, которая установлена с возможностью пово рота на горизонтспъном крО Ш1тейне 4, шарнирно смонтированном на вертикальной колонке 5, плиты 6 выталкивателей 7, съемнузс плиту 8, связанную контртолкателями О с плитой 10 толкания и размещенную на плите 11 матрицы 12, на плИ те 11 которой закреплен фиксатор 13 за грузочной камеры. Изделие 14 размещено в матрице 6. Пресс форма работает следующим об После заполнения загрузочной камеры пресс-материалом подвижная плита 1 опу кается, пуансон 2 входит в загрузочную камеру и пластмасса продавливается в рабочую полость. После выдержки прессформы под давлением осуществляетс51 ее разъем. Подвижная плита 1 с пуансОНом 2 поднимается вверх. Поворотом относи- тельно колонки 5 загрузочная камера отводится в сторону, при этом срезается центральный литник. Затем- камера поворачивается на кронштейне 4 и задвш ает- ся до упора-фиксатора 13. Ставится промежуточный пуансон (не показан) и пуансоном 2 продавливается пресс-остаток. Далеа подвижная плита 1 с пуансоном 2 поднимается вверх, загрузочная камера 3 отводится в сторону, включается выталкиватель пресса, который через 10 толкания поднимает съемную плиту 8, после чего плита толкания вступает в контакт с плитой 6, которая с помощью выталкивателей 7 удаляет изделие 14 из матриць 12. Производится извлечение изделия, очистка гнезда. Включается на опускание выталкивательпресса (не показан) и плита 10, опускаясь, с помоп1ыЬ контртолкателей возвращает в исходное положение плиту выталкивателей изделия. Затем в гнездо закладывается арматура, ставится съемная плита 8, подводится загрузочная камера 3 и шжл повторяется. Использование предлагаемой пресс-формы позволит снизить трудоемкость удаления пресс-остатка из загрузочной камеры. Фор мул -а изобретения Пресс-форма для изготовления изделий из термореактивных пластмасс, содержа- 0дая подвижную плиту пуансона, вертикальную колонку, загрузочную камеру, установленную с возможностью поворота относительно вертикальной колонки, плиту матрицы, с закрепленным на ней фиксатором загрузочной камеры, плиты выталкивателей и толкания, от личающаяся тем, что, с целью снижения трудоемкости удаления пресс-остатка из загрузочной камеры, она снабжена щарнирно установленным на вертикальной колонке горизонтальным кронштейном, на котором установлена с возможностью поворота загрузочная камера. Источники информации, принятые во внимание при экспертизе 1( Авторское свидетельство СССР № 639720, кл. В 29 С 1/ОО, 1977. 2. Авторское свидетельство СССР № 525547, кл. В 29 С 1/ОО, В 29 С 5/00, 1974 (прототип).
