Изобретение относится к произв(д- ству асбестовых фрикционных изделий, в частности к изготовлению тормозных колодок, состоящих из металлического каркаса с приформованной к нему фрикционной накладкой, методом горячего прессования в пресс-форме, например колодок дискового автомобильного тормоза и т.п.
Цель изобретения - повышение надежности и долговечности работы прессформы.
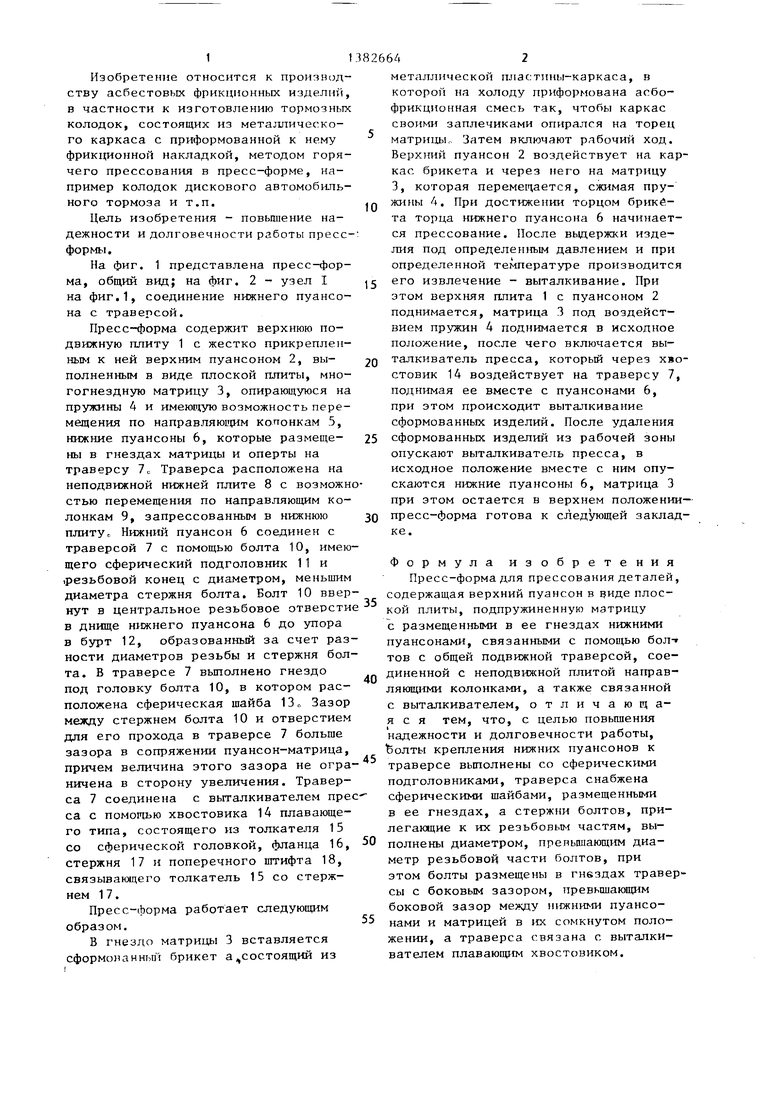
На фиг. 1 представлена пресс-форма, общий вид; на фиг. 2 - узел I
на фиг.1, соединение нижнего пуансона с траверсой.
Пресс-форма содержит верхнюю подвижную плиту 1 с жестко прикрепленным к ней верхним пуансоном 2, выполненным в виде плоской плиты, мно- гогнездную матрицу 3, опирающуюся на пружины 4 и имеющую возможность перемещения по направляюи1им колонкам 5, нижние пуансоны 6, которые размещены в гнездах матрицы и оперты на траверсу 7о Траверса расположена на неподвижной нижней плите 8 с возможн стью перемещения по направляющим колонкам 9, запрессованным в нижнюю плитуо Нижний пуансон 6 соединен с траверсой 7 с помощью болта 10, имеющего сферический подголовник 11 и фезьбовой конец с диаметром, меньшим диаметра стержня болта. Болт 10 ввернут в центральное резьбовое отверсти в днище нижнего пуансона 6 до упора в бурт 12, образованный за счет разности диаметров резьбы и стержня болта. В траверсе 7 выполнено гнездо под головку болта 10, в котором расположена сферическая шайба 13„ Зазор между стержнем болта 10 и отверстием для его прохода в траверсе 7 больше зазора в сопряжении пуансон-матрица, причем величина этого зазора не огра ничена в сторону увеличения. Траверса 7 соединена с выталкивателем пре са с помощью хвостовика 14 плавающего типа, состоящего из толкателя 15 со сферической головкой, фланца 16, стержня 17 и поперечного штифта 18, связывающего толкатель 15 со стержнем 1 7.
Пресс-форма работает следующим образом.
В гнездо матрицы 3 вставляется сформопанньп брикет а;,состоящий из
:
10
15
20
25
30
о е
40
45
50
55
металлической пластины-каркаса, в которой на холоду приформована асбо- фрикционная смесь так, чтобы каркас своими заплечиками опирался на торец матрицы,. Затем включают рабочий ход. Верхний пуансон 2 воздействует на каркас брикета и через него на матрицу 3, которая перемещается, сжимая пружины 4. При достижении торцом брикб- та торца нижнего пуансона 6 начинается прессование. После выдержки изделия Под определенным давлением и при определенной температуре производится его извлечение - выталкивание. При этом верхняя плита 1 с пуансоном 2 поднимается, матрица 3 под воздействием пружин 4 поднимается в исходное положение, после чего включается выталкиватель пресса, который через хвостовик 14 воздействует на траверсу 7, поднимая ее вместе с пуансонами 6, при этом происходит выталкивание сформованных изделий. После удаления сформованных изделий из рабочей зоны опускают выталкиватель пресса, в исходное положение вместе с ним опускаются нижние пуансоны 6, матрица 3 при этом остается в верхнем положении- пресс-форма готова к следующей закладке.
Формула изобретения Пресс-форма для прессования деталей, содержащая верхний пуансон в виде плоской плиты, подпружиненную матрицу с размещенными в ее гнездах нижними пуансонами, связанными с помоп1ью бол- тов с общей подвижной траверсой, соединенной с неподвижной плитой направляющими колонками, а также связанной с выталкивателем, отличающаяся тем, что, с целью повышения надежности и долговечности работы, Ъолты крепления нижних пуансонов к траверсе выполнены со сферическими подголовниками, траверса снабжена сферическими шайбами, размещенными в ее гнездах, а стержни болтов, прилегающие к их резьбовым частям, выполнены диаметром, препьпяающим диаметр резьбовой части болтов, при этом болты размещены в гнездах траверсы с боковым зазором, превышающим боковой зазор между нижними пуансонами и матрицей в их сомкнутом положении, а траверса связана с выталкивателем плавающим хвостовиком.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА | 1992 |
|
RU2017607C1 |
| Пресс-форма для изготовления цилиндрических шестерен | 1987 |
|
SU1544574A1 |
| Прессформа для формования асбестовых изделий с металлическим каркасом | 1970 |
|
SU536055A1 |
| Двухэтажная пресс-форма | 1985 |
|
SU1298090A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Пресс-форма | 1989 |
|
SU1646895A1 |
| Установка для изготовления из термореактивных материалов изделий с арматурой | 1981 |
|
SU1016184A1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |

Изобретение относится к обработке металлов давлением методом горячего прессования.Цель - повышение надежности и долговечности работы устройства. Для этого нижние пуансоны пресс- формы соединены с траверсой с помощью болтов со сферическими подголовниками и установлены с возможностью взаимодействия с элементами со сферическими шайбами, установленными в гнездах траверсы. Болты размещены в гнездах траверсы с боковыми зазорами, превышающими по величине боковые зазоры между нижними пуансонами и матрицей в их сомкнутом положении. При работе устройства нижние пуансоны независимо один от другого самоустанавливаются в гнездах траверсы и полостях матрицы. 2 ил.
16
14
16
5ытш1ии5а me/ib пресса
Фиг. 1
9
15
17
f3
10 Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пуговица | 0 |
|
SU83A1 |
