но сваривают встык контрольным швом 1 пластину 2 длиной адм, шириной 10- 30 мм и толщиной от 1 мм и выше, и жестко прикрепляют, например, фланговыми швами к основанию 3, выполненному в виде бруска размером 150X30X40 мм из любой жаропрочной стали или сплава.
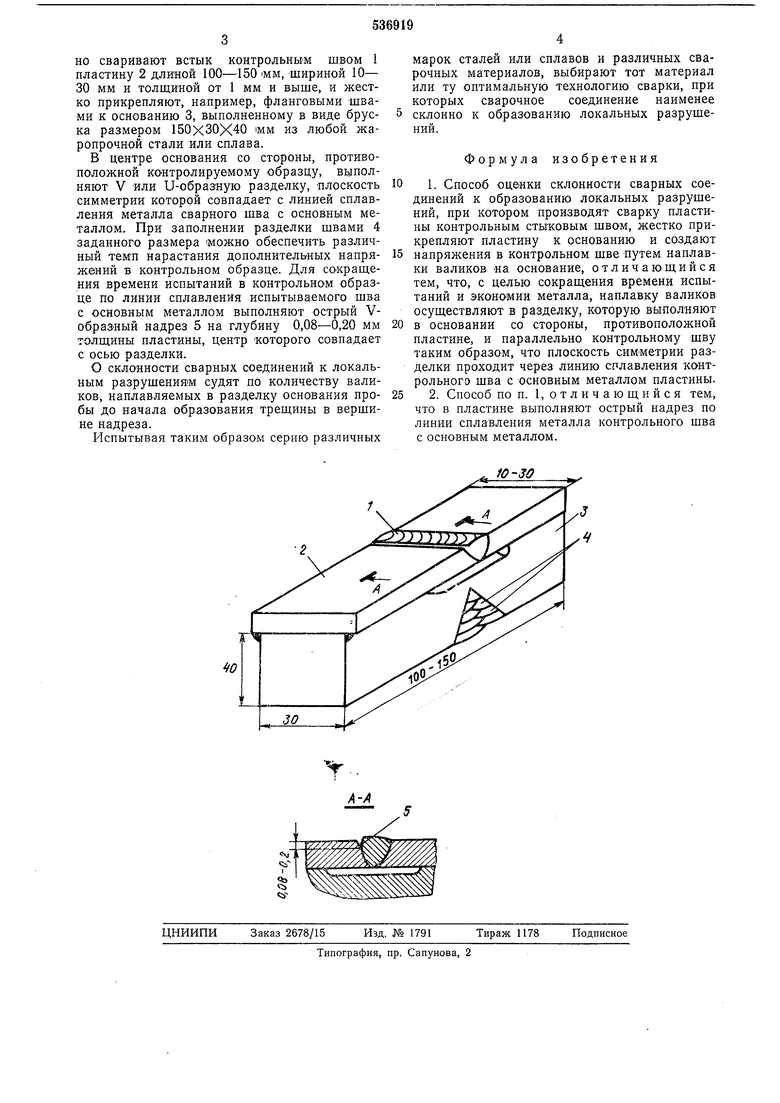
В центре основания со стороны, противоположной контролируемому образцу, выполняют V или U-образную разделку, плоскость симметрии которой совпадает с линией сплавления металла сварного шва с основным металлом. При заполнении разделки швами 4 заданного размера можно обеспечить различный темп нарастания дополнительных напряжений в контрольном образце. Для сокрашения времени испытаний в контрольноМ образце по линии сплавления испытываемого шва с основным металлом выполняют острый Vобразный надрез 5 на глубину 0,08-0,20 мм толщины пластины, центр которого совпадает с осью разделки.
О склонности сварных соединений к локальным разрушениям судят по количеству валиков, наплавляемых в разделку основания пробы до начала образования трещины в вершине надреза.
Испытывая таким образом серию различных
марок сталей или сплавов и различных сварочных материалов, выбирают тот материал или ту оптимальную технологию сварки, при которых сварочное соединение наименее склонно к образованию локальных разрушений.
Формула изобретения
1. Способ оценки склонности сварных соединений к образованию локальных разрушений, при котором производят сварку пластины контрольным стыковым швом, жестко прикрепляют пластину к основанию и создают
напряжения в контрольном шве путем наплавки валиков «а основание, отличающийся тем, что, с целью сокращения времени испытаний и эконо-мии металла, наплавку валиков осуществляют в разделку, которую выполняют
в основании со стороны, противоположной пластине, и параллельно контрольному шву таким образом, что плоскость симметрии разделки проходит через линию сплавления контрольного шва с основным металлом пластины.
2. Способ по п. 1, отличающийся тем, что в пластине выполняют острый надрез по линии сплавления металла контрольного шва с основным металлом.
Ю-30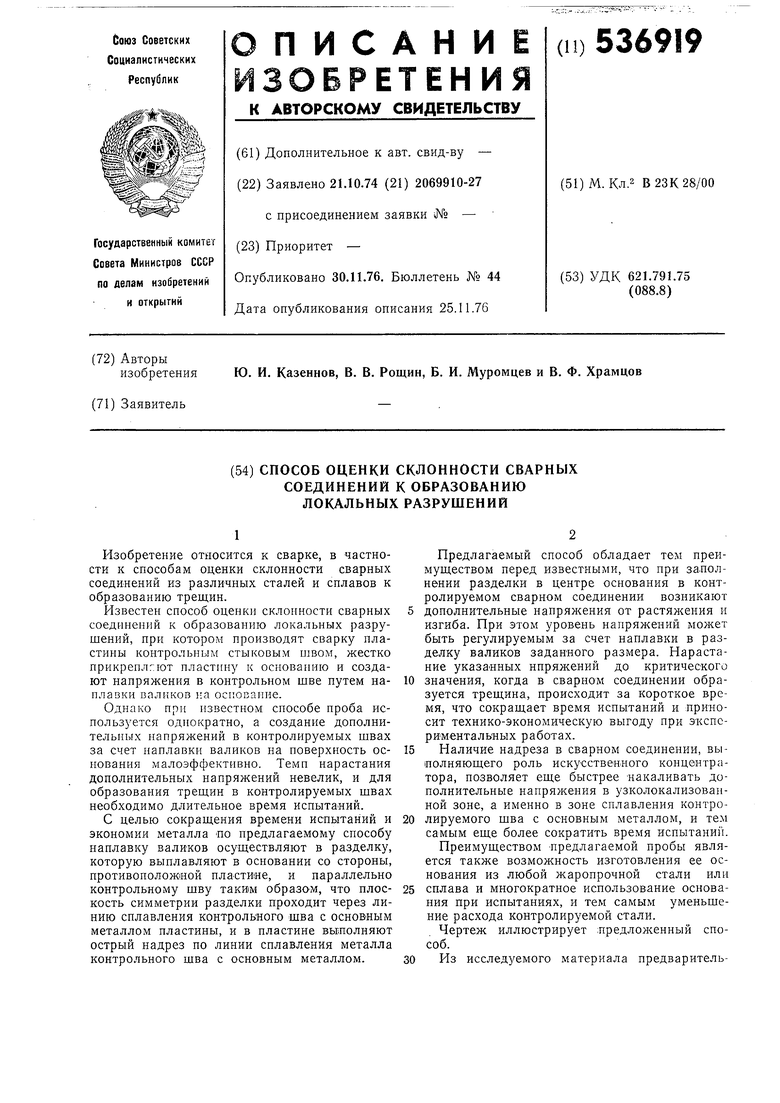
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМЫХ РЕЖИМОВ ЭЛЕКТРОДУГОВОЙ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2187091C2 |
| Способ дуговой сварки тройниковых соединений (велдолетов) магистральных трубопроводов | 2015 |
|
RU2643118C2 |
| Способ оценки склонности присадочного металла к образованию горячих трещин | 1977 |
|
SU716744A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| Способ оценки склонности сварочных материалов к образованию пористости | 1986 |
|
SU1329935A1 |
| Способ электродуговой сварки | 1980 |
|
SU1796386A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
