1
Изобретение относится к полиграфической промышленности и может быть использовано в медицинской и радиоэлектронной промышленности, в частности для изготовления форм глубокой печати.
Известен способ получения форм глубокой печати из твердых сплавов, заключающийся в углублении печатных элементов по отношению к поверхности формы. Принцип этого способа основан на том, что твердый материал удаляется в виде мельчайших частиц с помощью прерывистых искровых разрядов.
Однако для известного способа характерно низкое качество форм.
С целью повышения качества формы углубление печатающих элементов производят химическим путем в растворе хлорного железа, при этом после удаления копировального слоя поверхностный слой формы шлифуют для удаления карбидов тугоплавких металлов с печатных элементов.
Предлагаемый способ получения форм глубокой печати из твердых сплавов заключается в вытравливании связующего металла из твердого сплава. Травление проходит под поверхностным слоем сплава путем диффузии травящих растворов через поверхностный слой. На сплавах с 20%-ным (по массе) содержанием связующего металла, например
ВК20, слегка заметно изменение окраски в месте травления, на сплавах с меньшим процентным содержанием связующего металла изменение окраски не наблюдается, в месте
травления остается гладкая поверхность.
Режимы обработки растворами хлорного железа зависят от величины зерен карбидных фаз (по структуре) и от процентного содержания связующего металла в твердом сплаве.
С увеличением размера карбидных зерен, а также с повышением процентного содержания связуюшего металла в сплаве процесс травления проходит активнее.
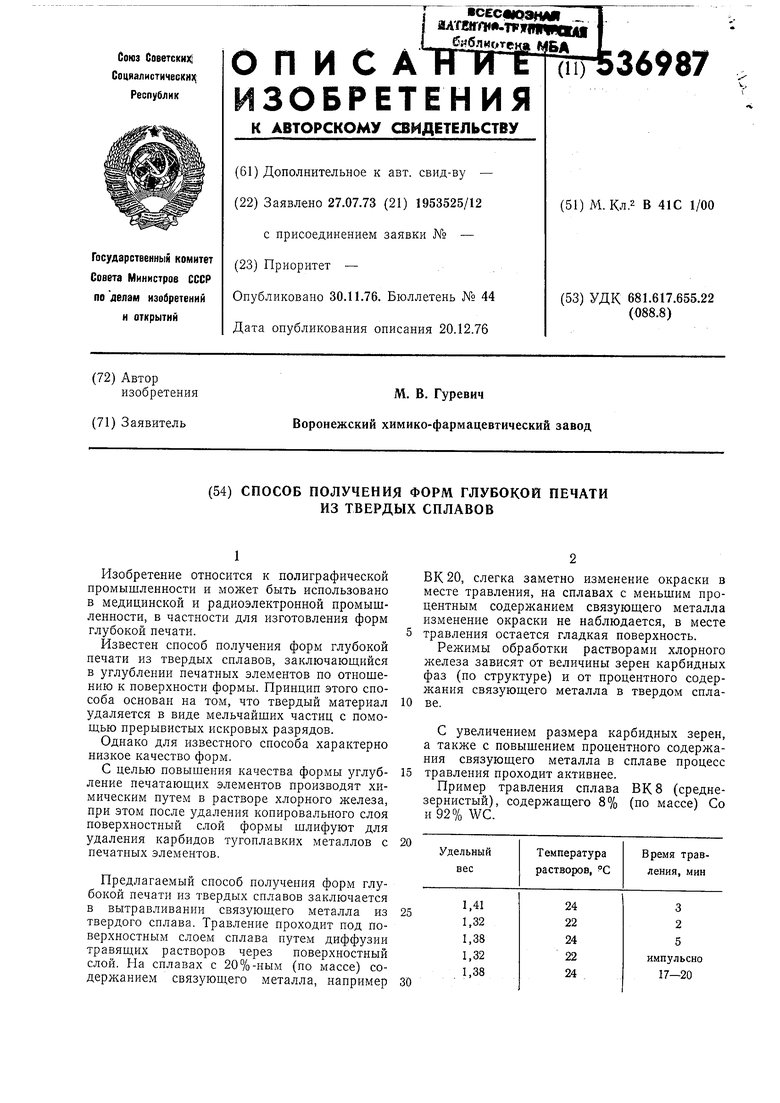
Пример травления сплава ВК8 (среднезернистый), содержащего 8% (по массе) Со и 92% WC.
20
25
30
. -tAi3«« - .Э ХИ
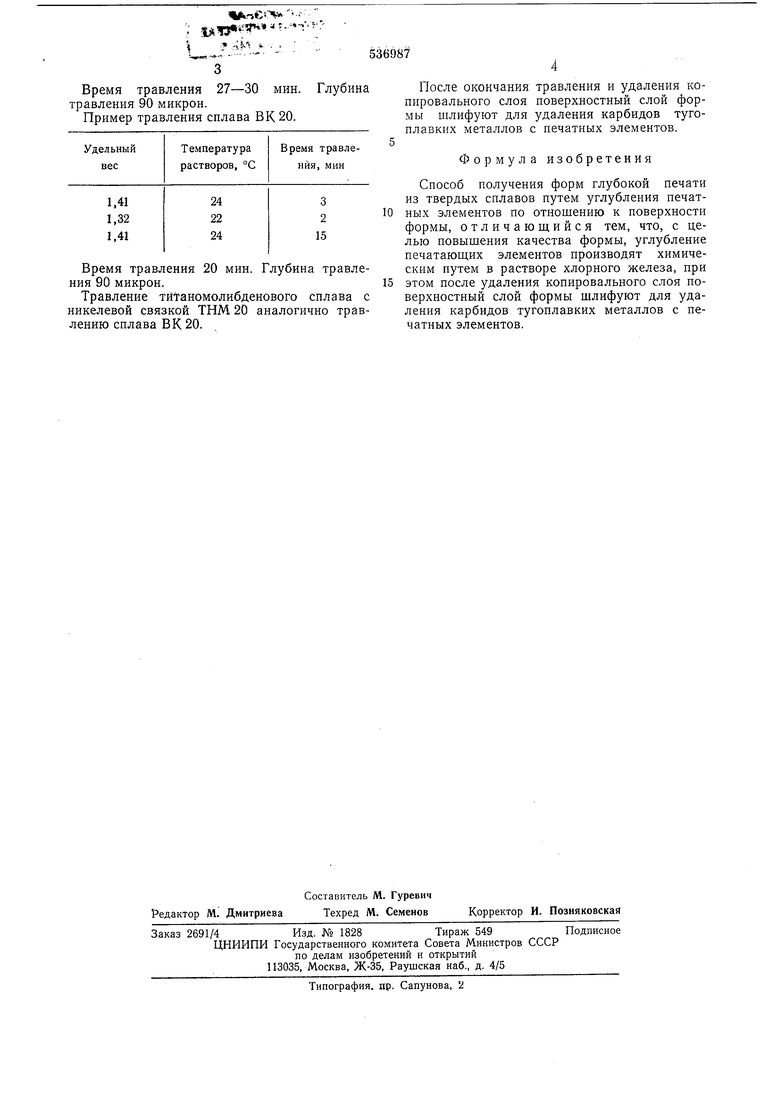
Время травления 27-30 мин. Глубина травления 90 микрон.
Пример травления сплава ВК20.
Время травления 20 мин. Глубина травления 90 микрон.
Травление тйтаномолибденового сплава с никелевой связкой ТНМ 20 аналогично травлению снлава В К 20.
4
После окончания травления и удаления копировального слоя поверхностный слой формы шлифуют для удаления карбидов тугоплавких металлов с печатных элементов.
Формула изобретения
Способ получения форм глубокой печати из твердых сплавов путем углубления печатных элементов по отношению к поверхности формы, отличающийся тем, что, с целью повышения качества формы, углубление печатающих элементов производят химическим путем в растворе хлорного железа, при этом после удаления копировального слоя поверхностный слой формы шлифуют для удаления карбидов тугоплавких металлов с печатных элементов.