Изобретение относится к металлургии, а именно к восстановительной термической обработке сменных деталей печного металлургического оборудования, преимущественно отработанных печных роликов, а также других высоконагруженных деталей энергетического машиностроения (лопатки и диски газовых турбин и т.п.). Рассматриваемые изделия изготавливаются в зависимости от назначения из жаростойких и жаропрочных сталей и сплавов.
Наряду с широко распространенной сталью типа 20Х25Н20С2 в практике производства специальных сплавов печные ролики изготавливают из жаропрочных никелевых сплавов.
Так, на Уральском предприятии ОАО «Корпорация «ВСМПО-АВИСМА» (Верхне-Салдинское металлургическое производственное объединение) печные ролики для нагрева и транспортировки титановых заготовок изготавливают из сплава на никелевой основе 45Х28Н48В5Л.
В соответствии с техническими условиями температура нагрева слитков составляет 1000-1100°С. Литые печные ролики длиной 2,5 м и диаметром 400 мм имеют толщину стенки 30-40 мм. Период эксплуатации продолжается 2-3 года и заканчивается в связи с образованием недопустимых для дальнейшей работы прогибов цилиндрической части бочки и образованием поверхностных дефектов.
После длительной эксплуатации в них накапливаются различные структурные повреждения в виде поверхностных трещин разгара, окисных включений различной протяженности, внутренних грубых выделений избыточных фаз, образованных воздействием печной атмосферы.
Глубина поврежденной поверхностной зоны составляет до 15 мм.
Известен способ восстановительной термической обработки изделий теплоэнергетического назначения (паровых котлов) с нагревом в воздушной среде и последующим азотированием [1].
Однако этот способ неприменим для высоколегированных сталей и сплавов при наличии глубоких структурных повреждений, в том числе трудновосстановимых окисных включений.
Наиболее близким способом к заявленному изобретению по совокупности признаков является способ восстановительной термической обработки изделий из жаростойких хромоникелевых сталей [5].
Данный способ принят за прототип. Однако этот способ не может быть использован для восстановительной термической обработки деталей, изготовленных из жаропрочных сплавов на никелевой основе, которые, как правило, содержат титан, вольфрам, ниобий, образующие весьма тугоплавкие карбидные и карбонитридные фазы. К ним относятся сплавы ХН55НВЮ (ЭП454), ХН57МТВЮ (ЭП590), 45Х28Н48В5Л, ХН70ВМТЮ и др.
Повторная аустенизация в рекомендованном температурном интервале (1000-1200°С) не позволяет растворять тугоплавкие сложные карбиды, например, содержащие Ti, W, Mb. Известно, что карбиды подобного типа полностью растворяются лишь при нагревах выше 1200°С.
Поэтому глубокого рафинирования по углероду, азоту и сере, обеспечивающего требуемые механические свойства (в основном высокую пластичность) при отжиге в интервале 1000-1200°С, не достигается.
В сплавах на никелевой основе присутствуют карбидные фазы различного строения. В одних случаях образуются монокарбиды. Например, в сплаве ЭИ437 (ХН77ТЮ) часть углерода связана в монокарбиде титана TiC (TiN), а другая часть - в карбиде хрома. TiC переходит в твердый раствор при температуре выше 1200°С [6].
В сплаве ЭП741 обнаружена сложная карбидная фаза (Nb, Ti,W, Mo) С, и существует она до температуры солидуса [3]. В жаропрочных сплавах присутствует карбид типа Ме23С6, обладающий широкой растворимостью по отношению к таким элементам, как Fe, Ni, Mo, W [4].
Следует отметить, что большинство рассматриваемых деталей производятся методом литья, в частности ролики, отливают методом центробежного литья. Уже в исходном состоянии формируется структура с высокой степенью неоднородности. Печные ролики больших диаметров в основном не подвергаются термической обработке, поэтому по границам крупных дендритов выделяются грубые вторичные фазы, создающие пути легкого распространения трещин. Следовательно, пластичность роликов уже в исходном состоянии невелика.
Очень медленно растворяются в никелевых сплавах интерметаллиды. После нагрева до 1180°С стали 08Х15Н24В4ТР выравнивания химического состава не наблюдалось. Следует также учесть, что выравнивание химического состава в никелевых сплавах (ХН77ТЮ, ХН55МТКЮ и др.) происходит крайне медленно [6]. Для полного выравнивания состава при 1200°С необходима выдержка не менее 100 часов. Реально гомогенизация при восстановительной термообработке должна обеспечить требуемую для правки роликов пластичность и более благоприятное перераспределение карбидной фазы. Высокие показатели пластичности достигаются уже при снижении коэффициента сегрегации в этих сплавах по вольфраму и титану до уровня 1,3 [4]. Задачей, на решение которой направлено данное изобретение, является восстановление исходных физико-механических свойств сменных деталей металлургического оборудования, изготовленных из жаропрочных сплавов на никелевой основе и работающих в условиях воздействия агрессивных сред.
Поставленная задача решается за счет того, что в способе восстановительной термической обработки изделий из жаропрочных никелевых сплавов, включающем повторную аустенизацию с контролируемым охлаждением, согласно заявленному способу осуществляется двухступенчатая термообработка в среде глубокоочищенного и осушенного водорода с точкой росы не выше -50°С с нагревом со скоростью 15-20°С/ч на I стадии до 900-1180°С, выдержкой 5-40 часов и на II стадии до 1200-1300°С с выдержкой 5-10 часов, медленным охлаждением под колпаком печи со скоростью 30-50°С/ч до 200-400°С, с выдержкой при 200-400°С в течение 2-10 часов в безокислительной среде и последующим охлаждением на воздухе.
В процессе охлаждения рекомендуется дополнительная выдержка при 1000-1100°С в течение 4-6 часов.
Заявленная совокупность существенных признаков позволяет получить следующий результат.
Нагрев, выдержка и охлаждение до 200-400°С в среде глубокоочищенного и осушенного водорода с точкой росы не выше -50°С позволяет устранить структурные повреждения изделий, накопленные в процессе эксплуатации, а также произвести рафинирование металла изделий по углероду, азоту и сере. Нагрев на I стадии до 900-1180°С со скоростью 15-20°С в час и выдержкой 5-40 часов позволяет осуществить разложение карбидов хрома и частичное разложение сложных карбидов, включающих Ti, W, Nb. При этом наличие нерастворившихся тугоплавких монокарбидов, а также остаточных сложных карбидных фаз у границ зерен предотвратят нежелательное укрупнение зеренной структуры. Медленный нагрев также предотвращает трещинообразование. Выдержка при 1200-1300°С приводит к полному растворению карбидных фаз и интенсификации процесса растворения интерметаллидов.
Кроме растворения избыточных фаз необходима достаточно полная гомогенизация как по основным легирующим, так и по карбидообразующим элементам, поскольку углерод копирует характер распределения карбидообразующих элементов. Крупность и места нахождения карбидов в зерне в значительной степени определяют механические свойства сплавов.
Выдержка в безокислительной среде при 200-400°С в течение 2-10 часов обеспечивает обезводороживание металла изделий, а также предотвращает окисление поверхностного слоя изделий в процессе выдержки, чтобы окисная пленка не препятствовала выходу водорода.
Дополнительная выдержка при 900-1200°С в течение 4-6 часов способствует равномерному выделению карбидной фазы по телу зерна. При этих температурах углерод почти полностью находится в твердом растворе. Известно, что никель значительно уменьшает растворимость углерода в аустените при высоких температурах. Так, в хромоникелевых сталях (Mi до 10%) растворимость углерода до 700°С составляет всего 0,005%, а при 1150° - 0,15% [2]. В никелевых сплавах этот процесс еще более усугубляется. Поэтому быстрое охлаждение приводит к перераспределению углерода к границам, где и образуется карбидная сетка. Медленное охлаждение, а также дополнительная выдержка гомогенизированного сплава при повышенных температурах приводят к равномерному формированию карбидов по зерну при отсутствии сетки карбидов.
На фиг.1 изображена микроструктура поверхностного слоя печного ролика.
На фиг.2 изображена микроструктура средней части стенки печного ролика.
Восстановительную термическую обработку роликов из сплава 45Х28Н48В5Л (⊘400 мм, L=2400 мм, толщина стенки 35 мм) проводили в колпаковой печи типа СГВ. При этом нагрев до 1150°С со скоростью 20°/ч, выдержку при этой температуре 30 часов, затем нагрев до 1210°С, выдержку 5 часов и медленное охлаждение со скоростью 40°С/ч до 300°С осуществляли в среде глубокоочищенного и осушенного водорода с точкой росы -55°С. Для предотвращения трещинообразования и коробления нагрев и охлаждение проводили с замедленными скоростями. Затем для обезводороживания водород заменяли на безокислительную атмосферу (азот) и делали выдержку 5 часов при 300°С, а последующее охлаждение осуществляли на воздухе со снятым колпаком печи. При температуре ниже 900°С не происходит существенного растворения сложных карбидов и монокарбидов, выше 1300°С возможно оплавление никелевых сплавов, а также потеря формы из-за коробления.
При очень низких скоростях нагрева (ниже 15°С/ч) значительно снижается производительность процесса термообработки, а увеличение скорости нагрева выше 30°С в час приводит к короблению. Диапазон выдержки на разных стадиях термообработки определяется глубиной повреждений приповерхностной зоны и необходимостью требуемой гомогенизации. Увеличение времени выдержки на II стадии (1200-1300°С) сверх 10 часов нежелательно из-за возможного резкого роста размеров зерен при растворении тугоплавких карбидов. Выдержка сверх 40 часов на I стадии нецелесообразна, т.к. за это время тугоплавкие карбиды практически полностью растворятся, а тугоплавкие монокарбиды и оставшаяся тугоплавкая составляющая сложных карбидов в процессе дальнейшей выдержки не претерпевают существенных изменений.
Выдержка при охлаждении в безокислительной среде при 350° обусловлена повышенным содержанием хрома, выше 400°С обезводороживание идет недостаточно эффективно, т.к. еще велика растворимость водорода в сплаве.
В табл.1 представлен химический состав поверхностной зоны ролика (данные спектрального анализа) до и после отжига. В целом после термообработки по основным легирующим элементам химический состав сплава соответствует марочному составу. Отмечается лишь незначительное повышение содержания углерода у поверхности. Наличие требуемого для карбидного упрочнения содержание углерода достигается изменением температурно-временного режима обработки. Из графика (фиг.4) видно, что в отработанном ролике глубина поврежденного науглероженного слоя распространяется на глубину более 15 мм, после отжига произошло обезуглероживание практически до исходных значений.
Химический состав и распределение элементов по сечению ролика
После восстановительной термообработки произошли существенные изменения микроструктуры (фиг.1).
В поверхностном слое значительно уменьшилось содержание окисной фазы вследствие трансформации окислов хрома Cr2O3 в CrO и его испарения. Если в отработанных роликах по всему сечению стенки карбиды образуют почти сплошную сетку по границам зерен, то после восстановительной обработки выявляется равномерное распределение мелкодисперсной карбидной фазы во всем объеме зерна, что приводит к повышению прочностных и пластических характеристик без укрупнения размера зерен. Это находит отражение в повышении микротвердости после отжига, вдвое по сравнению с исходным значением (фиг.3).
С помощью микрорентгеноспектрального анализа произведено микрозондирование твердого раствора и карбидной фазы (табл.2).
Таблица 2. Химический состав твердого раствора сплава 45Х28Н48В5Л (вес.%) (микрозондирование) по толщине стенки ролика с шагом 2 мм.
Химический состав твердого раствора сплава 45Х28Н48В5Л толщине стенки ролика
Отмечается перераспределение концентрации хрома (23% против 28%) и вольфрама (0,9% против 5,0%), что говорит о переходе этих элементов в карбидную фазу. Состав карбидной фазы приведен в табл.3, из которой следует, что в карбидах присутствует до 70% хрома и до 6% никеля. Кроме этого, выявлено наличие вольфрама и железа. Самостоятельных монокарбидных фаз не обнаружено. Никель вытесняется из карбидов, и поэтому им обогащается твердый раствор. Так как самостоятельных карбидов вольфрама не выявлено, а в твердом растворе его содержание не превышает 1,0%, оставшаяся часть приходится на W и Fe.
Из просмотра микроструктуры до термообработки можно по «палочной» форме отдельных карбидных включений сделать вывод о наличии монокарбидов хрома, которые активно растворялись на I стадии отжига.
После восстановительной термообработки снизилось также содержание азота в среднем с 0,13-0,15% до 0,04-0,05%.
Состав (%) карбидной фазы после термообработки
Проводились испытания по осадке кольцевых образцов шириной 15 мм до и после термообработки. Пластичность определялась по изменению диаметра кольца после приложения сжимающих усилий на гидравлическом прессе. Относительное увеличение диаметра кольца после восстановительной термообработки составило 20%, в то время как кольца, вырезанные непосредственно из отработанных роликов, разрушались хрупко (пластичность ≈ 0%).
Использование предлагаемого способа позволяет восстанавливать исходные физико-механические свойства сменных деталей металлургического оборудования из жаропрочных сплавов на никелевой основе за счет устранения поверхностных и внутренних дефектов структуры и рафинирования сплава по углероду, азоту и сере. Способ может применяться как на промежуточном этапе эксплуатации деталей, так и для восстановления отработанных изделий.
Источники информации
1. А.с. СССР №1678862, МПК С21D 9/98, 1989 г.
2. Гуляев А.П. Металловедение / А.П.Гуляев. - М.: Металлургия, 1986. - 544 с.
3. Дзугутов М.Я. Пластичность и деформируемость высоколегированных сталей и сплавов / М.Я.Дзугутов. - М.: Металлургия, 1990. - 301 с.
4. Масленков С.Б. Стали и сплавы для высоких температур. Справочник. В 2-х кн. Кн. 1 / С.Б.Масленков, Е.А.Масленкова. - М.: Металлургия, 1991. - 354 с.
5. Патент №2215794 С21D 6/00 от 10 ноября 2003 г. Способ восстановительной термообработки изделий из жаростойких хромоникелевых сталей.
6. Химушин Ф.Ф. Жаропрочные стали и сплавы / Ф.Ф.Химушин. - М.: Металлургия, 1969. - 749 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОСТОЙКИХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2002 |
|
RU2215794C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2011 |
|
RU2459885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛОСНИКОВ ОБЖИГОВЫХ ТЕЛЕЖЕК С ПОВЫШЕННЫМ ЭКСПЛУАТАЦИОННЫМ РЕСУРСОМ | 2018 |
|
RU2708728C1 |
| Штамповая сталь | 1990 |
|
SU1724723A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 1999 |
|
RU2148099C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТУГОПЛАВКОГО КОМПОЗИЦИОННОГО ИЗДЕЛИЯ | 1997 |
|
RU2130441C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ТУГОПЛАВКИХ МЕТАЛЛОВ | 1972 |
|
SU358111A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ ИЗ БЕЗУГЛЕРОДИСТОГО ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2014 |
|
RU2549784C1 |
| СПОСОБ ОБРАБОТКИ ОТЛИВОК ИЗ ЖАРОПРОЧНОГО СПЛАВА | 2007 |
|
RU2344195C2 |
| СПОСОБ ДИФФУЗИОННОГО ХРОМИРОВАНИЯ ПРОКАТНЫХ ВАЛКОВ ИЗ ОТБЕЛЕННОГО ЧУГУНА | 1996 |
|
RU2090647C1 |


Изобретение относится к металлургии, а именно к восстановительной термической обработке сменных деталей печного металлургического оборудования, преимущественно отработанных печных роликов. Для восстановления исходных физико-механических свойств деталей вследствие глубокого рафинирования по углероду, азоту и сере и благоприятного перераспределения избыточных фаз детали нагревают до температуры аустенизации в две стадии, на первой стадии до 900-1180°С со скоростью 15-20°С/ч с выдержкой 5-40 часов для разложения карбидов хрома и частичного обезуглероживания, затем до 1200-1250°С с выдержкой 5-10 часов для перевода в твердый раствор более стабильных карбонитридных соединений на основе вольфрама, титана и более полного обезуглероживания, осуществляют контролируемое охлаждение, сначала медленное до 300-400°С в среде глубокоочищенного и осушенного водорода с точкой росы не выше -50°С, выдержкой при этой температуре в безокислительной среде 2-10 часов и затем на воздухе. В процессе охлаждения осуществляют дополнительную выдержку при 1000-1100°С в течение 4-6 часов. 1 з.п. ф-лы, 3 табл., 4 ил.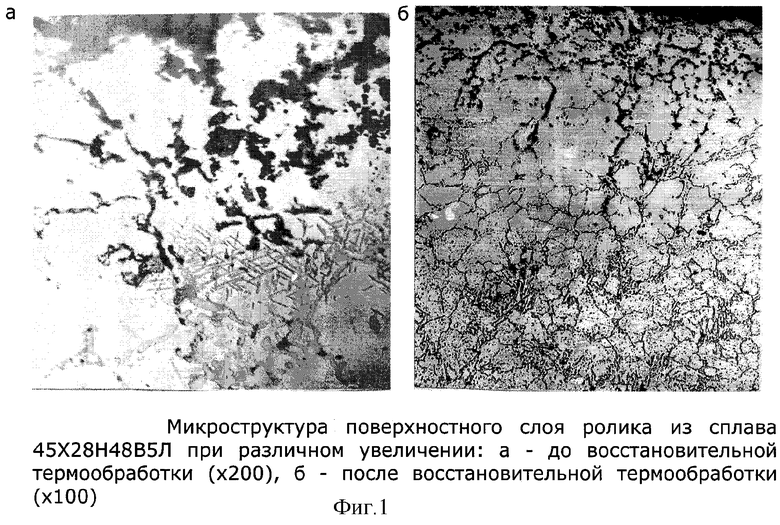
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОСТОЙКИХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2002 |
|
RU2215794C1 |
| SU 1403652 C, 30.06.1994 | |||
| Способ термической обработки деформируемого аустенитного сплава | 1973 |
|
SU660596A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 1994 |
|
RU2066702C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СВОЙСТВ МАТЕРИАЛА КОРПУСОВ ЭНЕРГЕТИЧЕСКИХ РЕАКТОРОВ | 1993 |
|
RU2081187C1 |

