И iij30H3Bo;icri3e строительных дста.-теи 1юдсечка потемок у горизонтальных дверн1,1х брусков производится ;ia сверлильных станках, в случае же сложного нрофиля калевки подсечка нотемок производится , после lero на сверлильном станке снимается, ка протяжении всей длины ншна, кусочек древесины, равный глубине подсечки.
Таким образом, процесс подсечки потемок разделяется на две oriepaiUiM- одна из них производится вручную, а другая-на сверлильном станке.
В предлагаемом станке обе операции соединяются в одну, и подсечка и снятие подсечной ненужной части :иипа производятся одновременно.
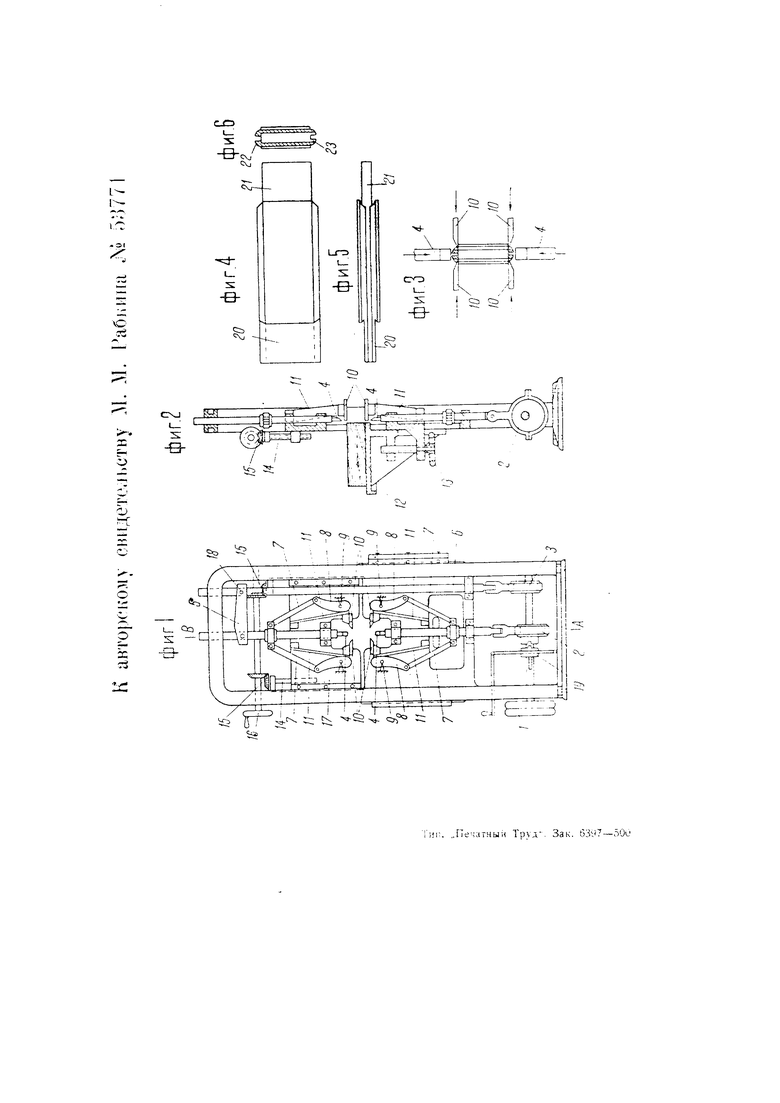
Ма чертеже фиг. 1 изображает вид «переди станка для подсечки частей дверных переплетов; фиг. 2 -вертика,.1ьп1 1Й разрез eiO по .Ш фи1. 1; фпг. 3--расположение резцов по к подсекаемой части 1пипа; фи1 4-впд спереди дверного бруска; фп). о-вид его сверху; фиг. 6 вид с торца шипа.
От мотора через шкив / 1Ю.1 чают вращательное движение эксцентри.Л1 2 11 3, которые сообщают носту/гатсльпо-вочирпмюо движе1г; е расЮложеппым дру|- над другом долотообразны.м резцам 4. причем верхнему резцу это движение передается через рычаги 5 и тяги 6. 1 момент схождения резцов 4 рычаги 7 рычажной системы 7, 8, 9. 7/ приводят в движение эксцентричные кулачки S, которые поворачиваются вокруг неподвижной точки 9 и нажимают на горизонтальные резцы JO, прикрепленные к стальным пластинчаты.м пружинам //. При это.м резць JO делают движение вперед и подрубают шип по всей его длине на глубину, равную глубине подсечки, пропяведенной резцами 4 (фиг. 3).
После этого, прп полном обороте эксцентриков 2 и 3, вертикальные резцы 4 расходятся, а горизонтальные резц|,1 /f благодаря прзжинам 7/ также возлрапциотся - свое первое. отходят начальное по.южеппе. назад.
Обрабатываемая
дета.1Ь кладется па стол 72, который
может быть установлен на разную
высоту, в лависимости от глубины
подачи Г1осредством винта 13.
В виду того, что горичоптальные детали дверей мо|-ут ;)ыть разно;; пшрины. j-pynna .рез:;Л, /О i epxHev:
верхней части станка может быть установлена на разной высоте посредством винтов 14, которые получают вращательное движение от коннческой передачи 15 и маховичка /6; при этом подымается или опускается поддерживающая эту группу резцов подвижная плита 77, с которой свя- j заны гайки винтов 14- BepXHHii вер- I тикальный резеп, 4 может быть отрегулирован посредством неремен1ения болта 18 нрн этом 5 может быть усгановлеи на тяге б на разной | высоте.I
Если требуется подсекать шии I то.чько с одной стороны (как у верх- ; них брусков от дверей), тогда выключают эксцентрик 2 посредством кулачной муфты 19, и нижние резцы при этом работать не будут.
В вертикальном дверном бруске, изображенном на фнг. 4, 5, шип 20 еще без иогемки, т. е. ие Юдсече г (нунктиром обозначена r;iyбииа подсечки). Правый тин 2/ показан в готовом виде после нодсечки.
На фиг. 6 показан шип. у которого верхняя часть 22 нодсечена, а часть 23 ие подсечена.
Олиеанный станок целиком механизирует HpoHecv нодсечки потемки у горизонтальных деталей дверей, подсекает н подрубает нотемки шипов одновременно с обеих сторон тина и в один процесс выполняет две операции, т. е. подсечку и 11одрубк -.
Предмет изобретения.
1.Станок для нодсечки чаете;; дверных переплетов, отличающийся
применением двух вертикально расположенных друг над другом резцов 4 и двух пар разме1ценных один против другого горизонтальных резцов 1, из которых иервые резцы церемещаются в противоположных направлениях or общего вала нри iioMOinn эксцентриков 2, 3 с соответствуюии ми Т5иами, а вторые резцы получают движение от первых при посредстве пружинно рычажной системы 7, 8, 9. //.
2.В с ганке но гг 1 применение для перестановки по Bi.icore, в соответствии с то1П|И ой обрабатываемой части резцов верхней груипы, передачп Д.1Я вращепия винтов 14, raiiKH д;1Я которых связаны с п,1итой /7, I о д де р ж и в а ю п. е и v к а з ;. 11 и у ю i- р у п г, резцов.

а;
75
