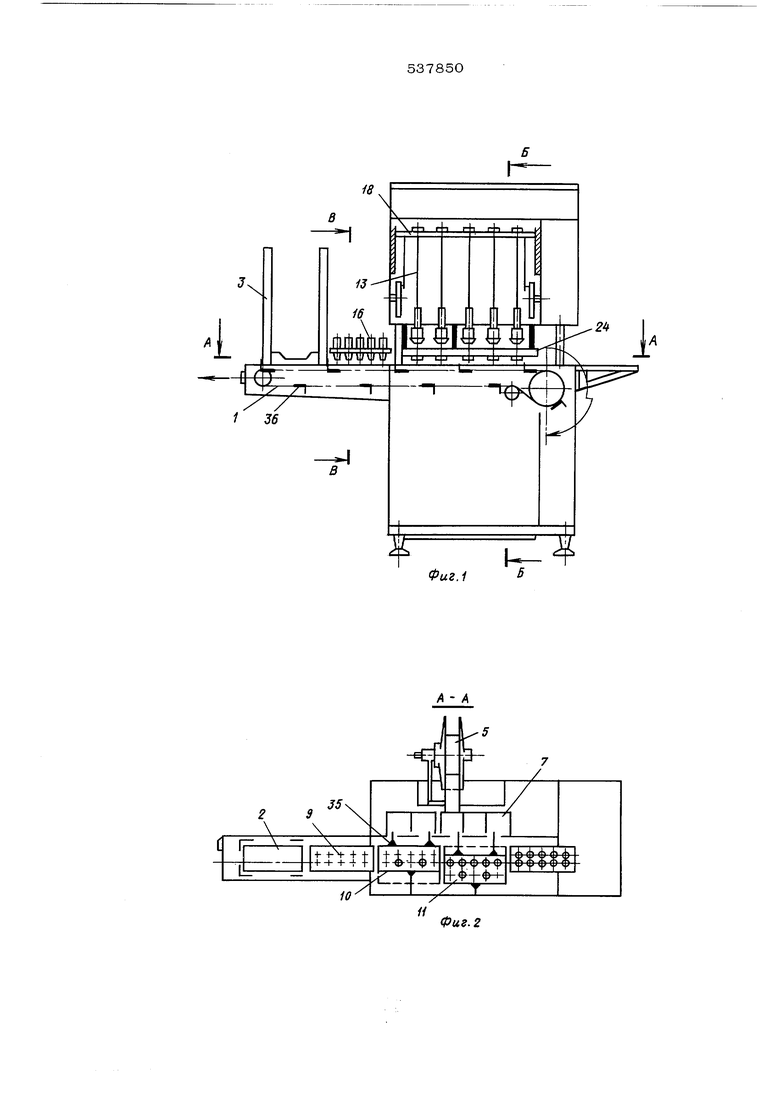
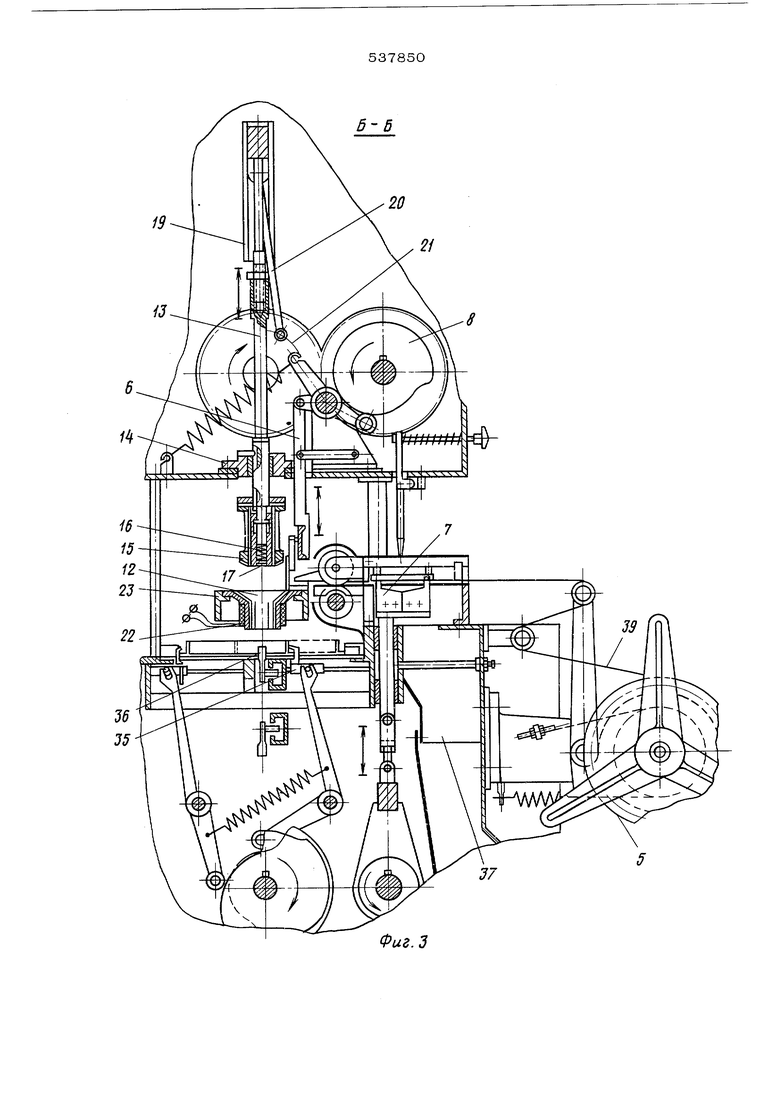
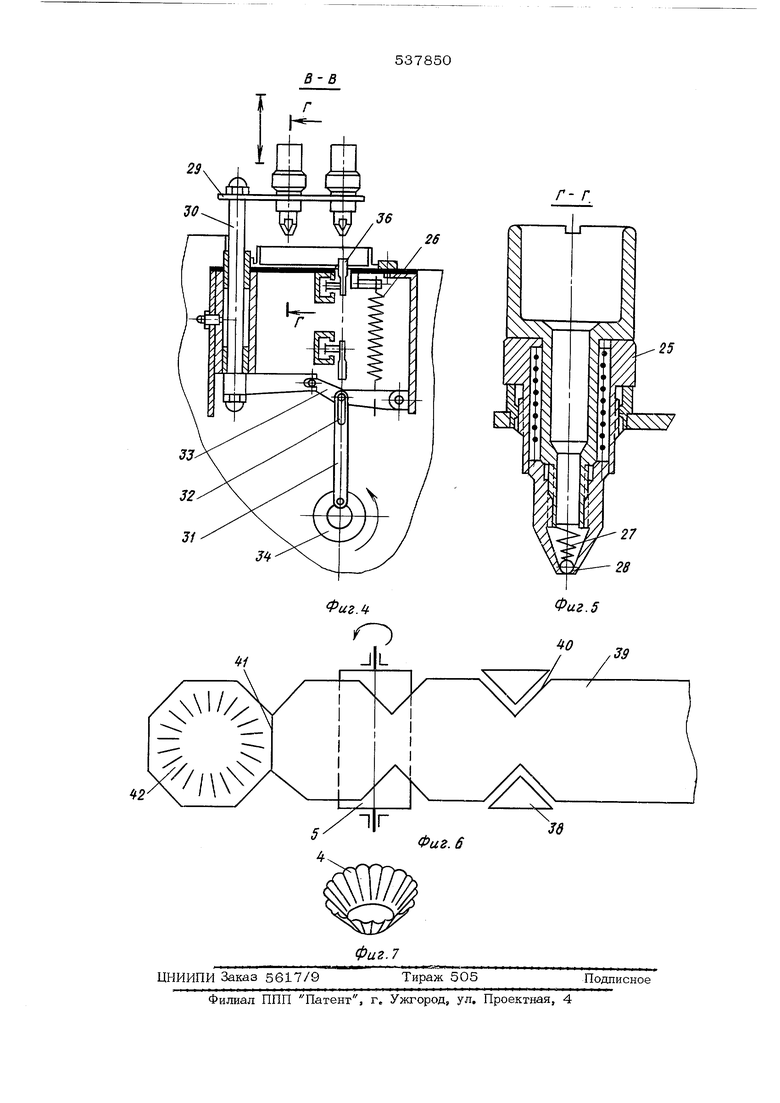
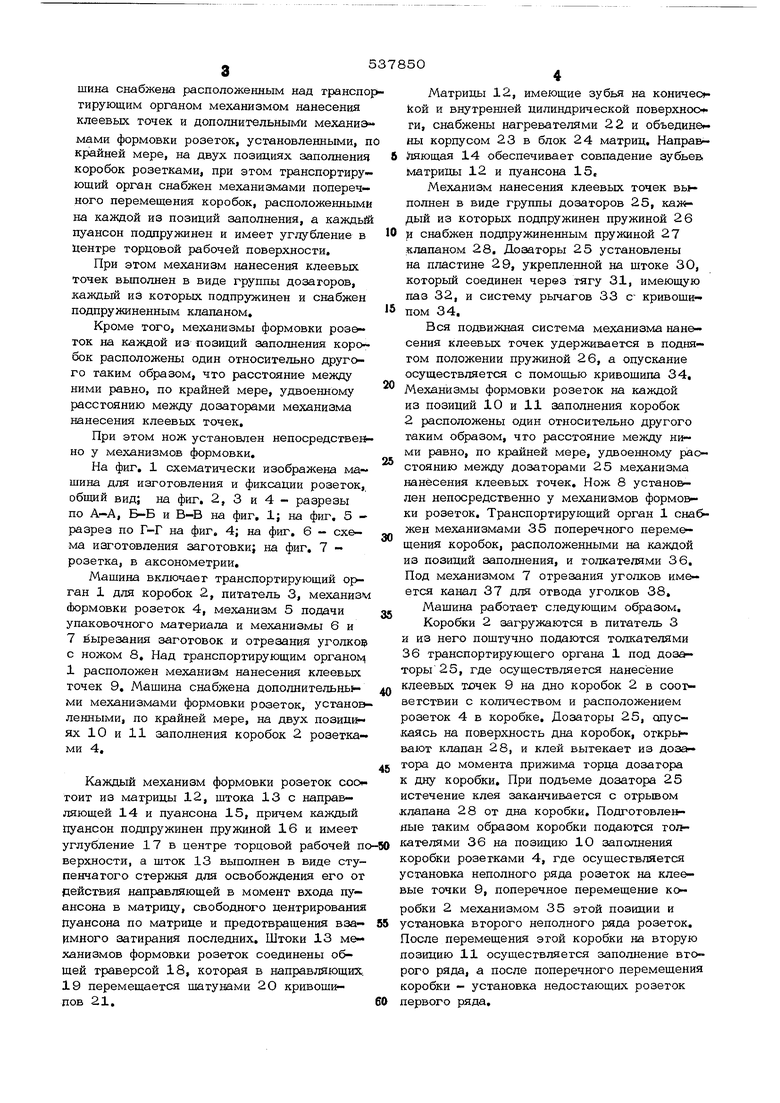
(54) МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ И ФИКСАЦИИ РОЗЕТОК В КОРОБКЕ шина снабжена расположенным над транспо тирующим органом механизмом нанесения клеевых точек и дополнительным:и механиз мами формовки розеток, установленными, п крайней мере, на двух позициях заполнения коробок розетками, при этом транспортирующий орган снабжен механизмами поперечного перемещения коробок, расположенными на каждой из позиций заполнения, а каждьй пуансон подпружинен и имеет углубление в Центре торцовой рабочей поверхности. При этом механизм нанесения клеевых точек выполнен в виде группы дозаторов, каждый из которых подпружинен и снабжен подпружиненным клапаном. Кроме того, механизмы формовки розеток на каждой из позиций заполнения корс бок расположены один относительно другого таким образом, что расстояние между ними равно, по крайней мере, удвоенному расстоянию между дозаторами механизма нанесения клеевых точек. При этом нож установлен непосредствен но у механизмов формовки. На фиг, 1 схематически изображена ма шина для изготовления и фиксации розеток, общий вид; на фиг, 2, 3 и 4 - разрезы по А-А, Б-Б и В-В на фиг, 1; на фиг. 5 разрез по Г-Г на фиг, 4; на фиг. 6 - схема изготовления заготовки; на фиг, 7 розетка, в аксонометрии. Машина включает транспортирующий орган 1 для коробок 2, питатель 3, механизм (Ьормовки розеток 4, механизм 5 подачи упаковочного материала и механизмы 6 и 7 вырезания заготовок и отрезания уголков с ножом 8, Над транспортирующим органоц 1 расположен механизм нанесения клеевых точек 9, Машина снабжена дополнительнь ми механизмами формовки розеток, установ ленными, по крайней мере, на двух позиции ях 10 и 11 заполнения коробок 2 розетками 4, Каждый механизм формовки розеток соотоит из матрицы 12, штока 13 с направляющей 14 и пуансона 15, причем каждый Пуансон подпружинен пружиной 16 и имеет углубление 17 в центре торцовой рабочей п верхности, а шток 13 выполнен в виде ступенчатого стержня для освобождения его от действия направляющей в момент входа пуансона в матрицу, свободного центрирования пуансона по матрице и предотвращения вза- Имного затирания последних. Штоки 13 механизмов формовки розеток соединены общей траверсой 18, которая в направляющих. 19 перемещается шатунами 20 кривошипов 21. Матрицы 12, имеющие зубья на коничес Кой и внутренней цилиндрической поверхности, снабжены нагревателями 22 т объединены корпусом 23 в блок 24 матриц, Напра& 1яющая 14 обеспечивает совпадение зубьев матрихы 12 и пуансона 15, Механизм нанесения клеевых точек вь полнен в виде группы дозаторов 25, каждый из которых подпружинен пружиной 26 и снабжен подпружиненным пружиной 27 клапаном 28, Дозаторы 25 установлены на пластине 29, укрепленной на штоке 30, который соединен через тягу 31, имеющую паз 32, и систему рычагов 33 с кривоши- пом 34, Вся подвижная система механизма нан&сения клеевых точек удерживается в поднятом положении пружиной 26, а опускание осуществляется с помощью кривошипа 34, Механизмы формовки розеток на каждой из позиций 10 и 11 заполнения коробок 2 расположены один относительно другого таким образом, что расстояние между ними равно, по крайней мере, удвоенному расстоянию между дозаторами 25 механизма нанесения клеевых точек. Нож 8 установлен непосредственно у механизмов формовки розеток. Транспортирующий орган 1 сна&жен механизмами 35 поперечного перемещения коробок, расположенными на каждой из позиций заполнения, и толкателями 36, Под механизмом 7 отрезания уголков имеется канал 37 для отвода уголков 38. Машина работает следующим образом. Коробки 2 загружаются в питатель 3 и из него поштучно подаются толкателями 36 транспортирующего органа 1 под дозаторы 25, где осуществляется нанесение клеевых тлчек 9 на дно коробок 2 в cooi ветствии с количеством и расположением розеток 4 в коробке. Дозаторы 25, опускаясь на поверхность дна коробок, открь вают клапан 28, и клей вытекает из дозатора до момента прижима торца дозатора к дну коробки. При подъеме дозатора 25 истечение клея заканчивается с отрьшом клапана 28 от дна коробки. Подготовленные таким образом коробки подаются толкателями 36 на позицию 1О заполнения коробки розетками 4, где осуществляется установка неполного ряда розеток на клеевые точки 9, поперечное перемещение коробки 2 механизмом 35 этой позиции и установка второго неполного ряда розеток. После перемещения этой коробки на вторую позицию 11 осуществляется заполнение второго ряда, а после поперечного перемещения коробки - установка недостающих розеток первого ряда. Заполненная роэегками коробка 2 снимается с машины. Одновременно рулонный упаковочный материал 39 подается механизмом 5 подачи упаковочного материала к механизму 7 oi резанйя уголков 38, где полоса упаковочного материала 39 вырезается с двух сторон по линиям 40, а уголки 38 отводятся по каналам 37 в сборник отходов (на чертежах не показан). Подготовленная полоса механизмом 5 подается к механизмам формовки розеток. Ножами 8 полоса разрезается, по перемынкам 41 на отдельные заготовки 42, При подходе штока 13 к матрице 12 за готовка 42 прижимается к ней пуансоном 15, который затем проталкивает заготовку через нагретую матрицу 12 и устанавливает формируемые розетки 4 непосредственно на клеевые точки 9, В дальнейшем цикл повторяется. Предлагаемая машина ДJ изготовления и фиксации розеток в коробке по сравнению с известной позволяет упростить процесс фиксации розеток в коробке, обеспечивает надежную работу при повышенной производительности. Экономическая эффективность от внедрения предлагаемой машины составляет, напри мер, 13,4 тыс, руб, в год. Формула изобретения 1. Машина для изготовления и фиксации роветок в коробке, включающая транспортирук щий орган для коробок, механизм формовки розеток, состоящий из матрицы с пуансоном и механизмы подачи упаковочного материиfsa и вырезания заготовок с ножом, о т - личающаяся тем, что, с целью упрощения фиксации розеток, обеспечения надежности машины в работе и повышения производительности, она снабжена расположенным над транспортирующим органом механизмом нанесения клеевых точек и дoпoJ Нительными механизмами формовки розеток, установленными, по крайней мере, на двух позициях заполнения коробок розетками, при этом транспортирующий орган снабжен механизмами поперечного перемещения коробок, расположенными на каждой позиции заполнения, а каждьй пуансон подпружинен и имеет углубление в центре торцовой рабо поверхности, 2, Машина по п, 1, отличающ а я с я тем, что механизм нанесения клеевых точек выполнен в виде группы до заторов, каждый из которых подпружинен и снабжен подпружиненным клапаном, 3,Машина поп, 1, отличающаяся тем, что механизмы формовки розеток на каждой позиции заполнения расположены один этносительно другого так, что расстояние между ними равно, по крайней мере, удвоенному расстоянию между дозаторами механизма нанесения клеевых точек, 4,Машина поп, 1, отличающаяся тем, что нож установлен непосредственно у механизмов формовки. Источники информации, принятые во внимание при экспертизе: 1, работы Московской ордена Ленина кбндитерской фабрики Красный Октябрь, ЦНИИТЭИпищепром, 1970 г„ стр, 41, 2,Патент США № 2886927, кл, 5326, 19,05,59 г.
/
//
Фиг. 2
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления коробок и упаковки ампул | 1959 |
|
SU123874A1 |
| Линия непрерывного производстваОТлиВНыХ КОНфЕТ | 1978 |
|
SU847974A1 |
| Автомат для упаковки машинных игл в секционные коробки | 1974 |
|
SU523835A1 |
| Машина для упаковки чая и тому подобных сыпучих материалов | 1938 |
|
SU55327A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ УПАКОВОК В КАРТОННУЮ КОРОБКУ | 2013 |
|
RU2608715C2 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ В НИХ ШТУЧНЫХ ИЗДЕЛИЙ ГРУППАМИ | 1965 |
|
SU172673A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| СПОСОБ ПРОИЗВОДСТВА З.ЕФИРА | 1968 |
|
SU221482A1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |