(.54) ЛИНИЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ОТЛИВНЫХ
КОНФЕТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для укладки штучных изделий в коробки | 1972 |
|
SU445597A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОМАДНЫХ КОНФЕТ И КРИСТАЛЛИЧЕСКОГО ИРИСА | 1997 |
|
RU2109457C1 |
| Машина для укладки штучных изделийВ КОРОбКи | 1979 |
|
SU846406A2 |
| Машина для укладки штучных изделий в коробки | 1977 |
|
SU676499A2 |
| Линия для производства корпусов конфет | 1978 |
|
SU745476A1 |
| Установка для ускоренной выстойки отливных корпусов конфет | 1977 |
|
SU740215A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ (ОТСАДКИ) ЗЕФИРА | 1972 |
|
SU334968A1 |
| МАШИНА ДЛЯ УКЛАДКИ В КОРОБКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1967 |
|
SU206379A1 |
| СПОСОБ ПРОИЗВОДСТВА З.ЕФИРА | 1968 |
|
SU221482A1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЙНЫХ КОНФЕТ | 1999 |
|
RU2158094C1 |
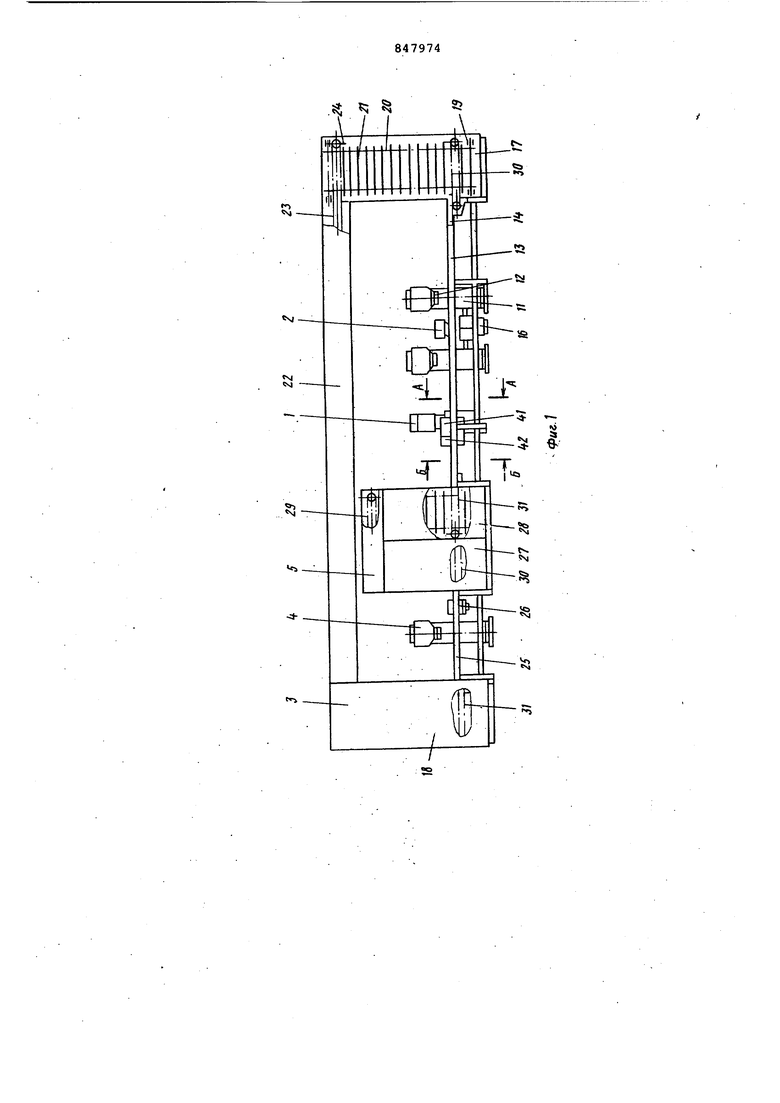
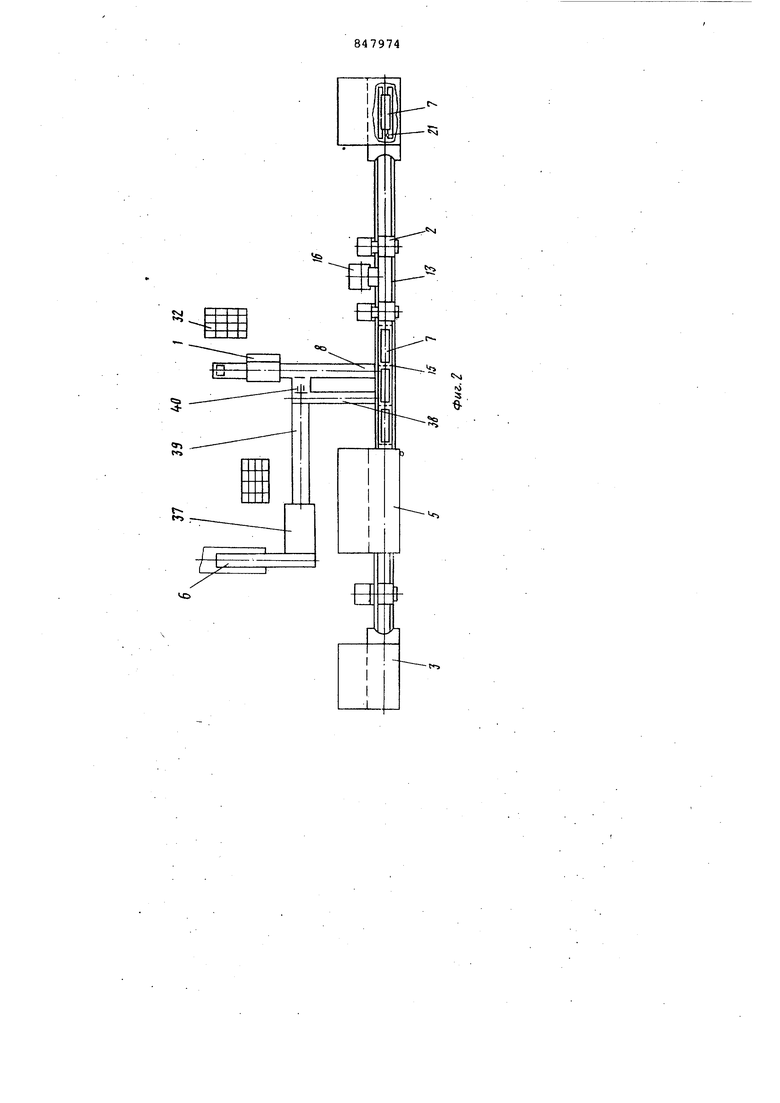
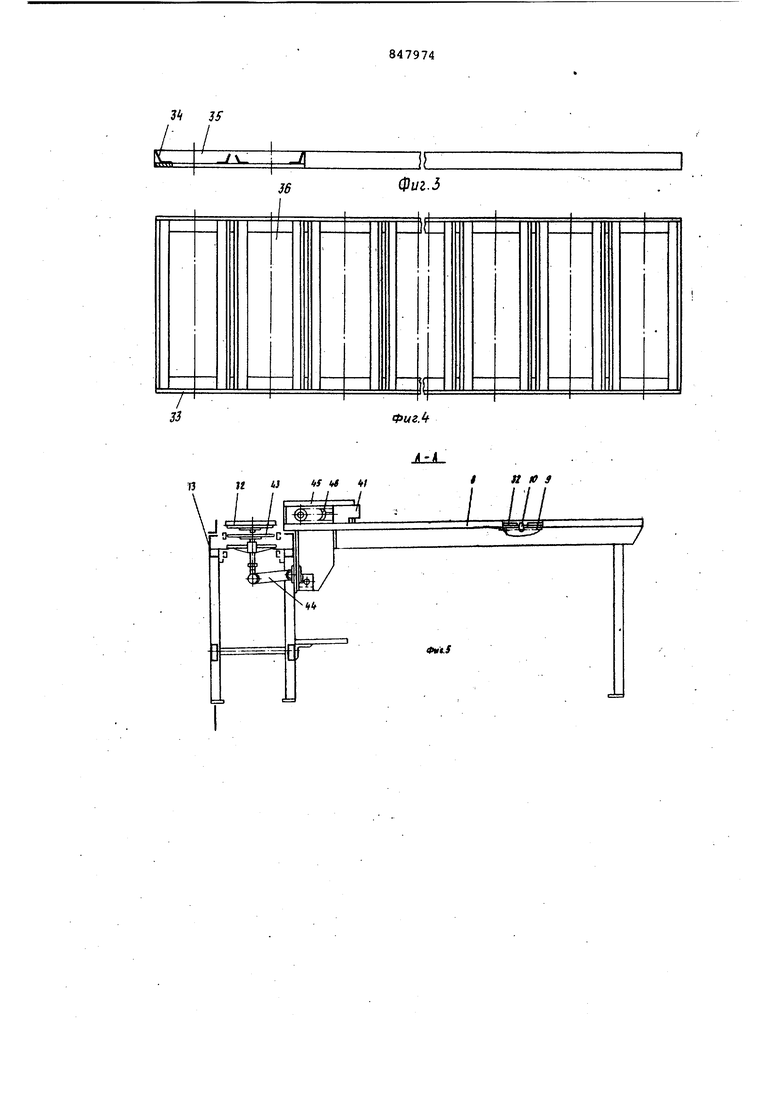
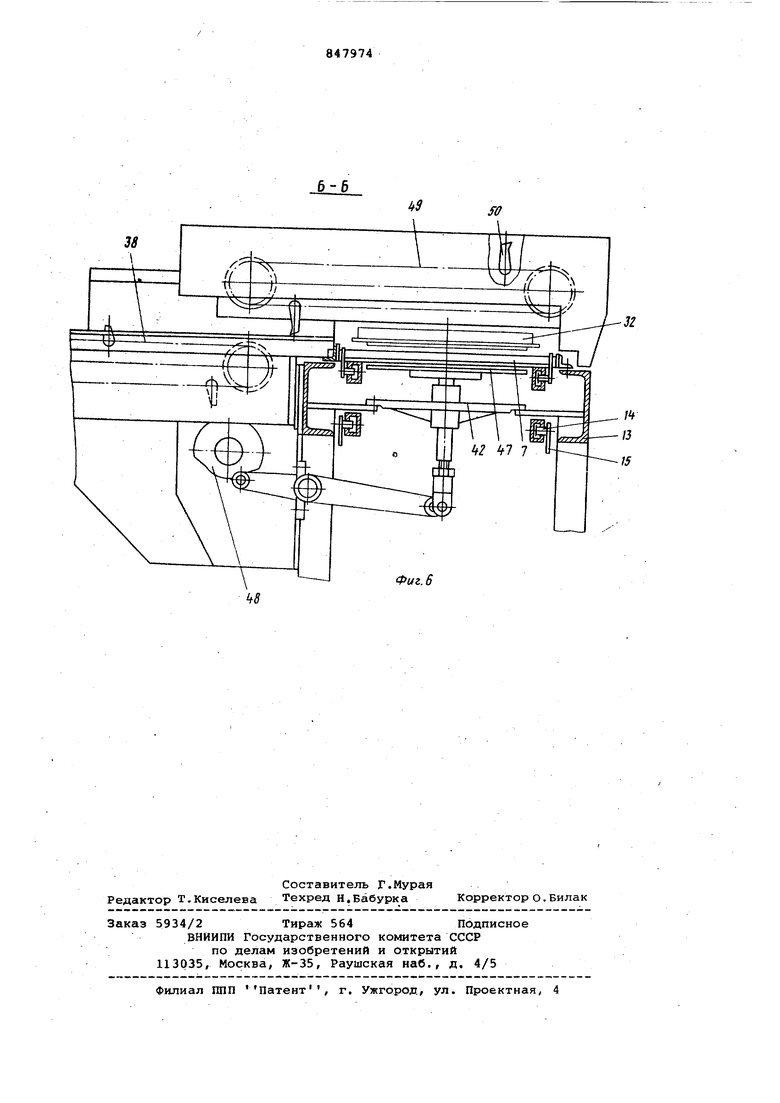
Изобретение относится к кондитерс кой промьшшенности. Известна линия непрерывного производства отливных конфет, содержащая формующую машину для изготовления и вклеивания розеток в низки коробок, отливочную машину для розлива масс в розетки, установку для выстаивания изделий, устройство оформления упаковки и транспортеры (1. Недостатком известной линии является наличие большого количества сложных по конструкции механизмов для выполнения операций упаковки розеток с продуктом в низки коробок Цель изобретения - повышение производительности и упрощение конструк ции. Поставленная цель достигается тем что линия непрерывного производства отливных конфет, содержащая формуютую машину для изготовления и вклеивания розеток в низки коробок, отливную машину для розлива масс в розетку, установку для выстаивания изделий,устройство оформления упа- ковки и транспортеры, причем транспортеры отливочной машины и устройст ва для выстаивания соединены между собой посредством передающих механиз мов и лотков для низков коробок с образованием замкнутой .конвейерной системы, транспортер от формующей ма-. шины к отливочной снабжен механизмом для укладки низков коробок с розетками в лотки, а транспортёр от отливочной машины к устройству оформления упаковки снабжен механизмом съема низков коробок с выстоявшимися изделиями с лотков, каждый лоток выполнен в виде рамы со сквозными отверстиями в ячейках, при этом транспортеры формующей машины и устройства оформления упаковки расположены над отливочной машиной так, что обеспечивают передачу низков коробок с розетками от формующей машины в ячейки лотка и затем низка коробки с выстоявшимися изделиями с ячейки лотка к устройству оформления упаковки, а каждый из механизмов для укладки низков коробок в лотки и их съема с лотков выполнен в виде столика, кинематически связанного с транспортером отливочной машины и установленного под ним с возможностью подъема через отверстия ячеек лотка в момент его выстоя на уровень рабочей ветви транспортера формующей машины и устройства оформления упаковки и расположенного над последними цепного транспортера с толкателями с возможностью переталкивания одним из них низка коробки с розетками с транспортера формующей машины на столик и другим - низка коробки с выстоявшимися изделиями со столика на транспортер ус- ройства оформления упаковки. На фиг. 1 схематически изображена линия непрерывного производства отливных конфет,вид спереди;на фиг.2то же,в плане; на фиг.З - то же,вид спереди; на фиг, 4 - то же,в плане; на фиг, 5 - разрез А-А на фиг,1; на фиг,б - разрез Б-Б на фиг. 1, Линия непрерывного производства отливных конфет состоит из формующей машины 1 для изготовления и вклеивания розеток в низки коробок, отливоч ной машины 2 для разлива масс в розетки, установки 3 для выстаивания изделий, отливочной машины 4 для отливки слоя глазури в розетки, устройство 5 для охлаждения глазури, устройства 6 оформления упаковки и комплекта :лотков 7. Формующая машина .1 имеет транспор тер, 8, на цепи 9 которого закреплены толкатели 10 и привод (не показан Отливочная машина 2 включает станину 11 с приводными механизмами, отливоч ную головку 12, крепящуюся к станине транспортер 13, расположенный под отливочной головкой, на цепях 14 которого закреплены толкатели 15 и при вод 16. Установка 3 для выстаивания изделий имеет шахты 17 и 18, в каждой из которых смантирован вертикальный тра спортер 19. К цепям 20 последних с определенным шагом закреплены угольники 21, горизонтальные полки которы выставлены соответственно на один уровень. Шахты 17 и 18 вверху соединены каркасом 22, внутри которого установлен цепной транспортер 23 с толкателями 24. Отливочная машина 4 аналогичная по конструкции машине отливочной 2 и включает наряду со станиной и отливочной головкой, тран портео 25 и механизм 26 для выравнивания слоя глазури в отливаемых изделиях, состоящий из вибратора и радиационного нагревателя (не показаны Устройство 5 для охлаждения глазури по конструкции аналогично установке 3 , для выстаивания изделий и имеет две шахты 27 и 28, над которы ми установлен транспортер 29. Установка 3, отливочной машины 4 и устройство 5 работает от общего п вода 16. Транспортер 13 отливочной машиыы 2 связан с помощью передающего меха низма 30,с вертикальным транспорте ; ром 19 шахты 17 установки 3 и с помощью передающего механизма 31 - с вертикальным транспортером шахты 28 устройства 5. Транспортер 25 тливочной машины 4 связан с помоью передающего механизма 30 с вертикальным транспортером шахты 27 и помощью передающего устройства 31 - вертикальным транспортером шахты 18 установки 3. Таким образом, транспортеры отливочной машины 2 установки 3 и отливочной машины 4 устройства 5 объединены в замкнутую конвейерную систему, предназначенную для перемещения установленных на нее лотков 7. Комплект лотков 7 обеспечивает транспортирование низков коробок 32 на операциях послойной отливки изделий в розетки, их структурообразования и охлаждения. Лотки 7 выполнены в виде рамы 33, изготовленной из уголка, в которой закреплены поперечные уголки 34, образующие ячейки 35 для низков коробок. Дно каждой ячейки имеет отверстие 36. Лоток 7 может иметь одну, две и более ячеек. Устройство 6 оформления упаковки предназначено для инспекции низков коробок с готовыми изделиями, накрывания их крышками и выполнения Пбзследукяцих концевых операций упаковки. Это устройство включает обандероливакхдую машину 37, транспортеры 5 и 39 и механизм 40 для передачи низка коробки с готовыми изделиями с транспортера 38 на транспортер 39. Транспортер 8 формующей машины 1 и транспортер за устройства 6 оформления упаковки состыкованы с транспортером 13 отливочной машины 2 так, что их верхние рабочие ветви расположены выше верхней рабочей ветви последнего. На транспортере 13 отливочной машины 2 в месте стыковки с транспортерами 8 и 38, соответственно, установлены механизм 41 для укладки низков коробок в лоток и механизм 42 для съема низков коробок с готовыми изделиями с лотка. Механизм 41 для укладки низков коробок в лоток выполнен в виде столика 43, кинематически связанного посредством кулачково-рычажного механизма 44 с приводом транспортера 13 отливочной машины 2 и установленного под ним с возможностью подъема через отверстие 36 ячейки 7 в момент Еыстоя последнего на уровень рабочей ветви транспортера 8 формующей машины 1, а также цепного транспортера 45 с толкателем 46, расположенного над транспортером 8 с возможностью переталкивания толкателем 46 низка коробки с розетками с транспортера 8 формующей машины 1 на столик 43. Механизм 42 для съема низка коробки с готовыми изделиями с лотка аналогичен по конструкции механизму 41. Его столик 47 кинематически связан посредством кулачково-рычажного механизма 48 с приводом транспорте ра 13 отливочной машины 2 и установ лен под ним с возможностью подъема через отверстие 36 ячейки лотка в момент выстоя последнего на уровень рабочей ветви транспортера 38 устройства оформления упаковки б. Цепной транспортер 49 с толкателями 50 механизма 42 расположен над транспортером 13 с возможностью переталкивания толкателем 50 нижней рабочей ветви транспортера 49 низка коробки с готовыми изделиями со столика 47 на транспортер 38 устройства б оформ ления упаковки. Линия работает следующим образом Конфетные или мармеладныемассы, приготовленные по известным рецептурам, поступают непрерывно в бункеры отливочных головок 12 отливочной машины 2, имеющей устройства для автоматического поддерживания заданной температуры формуемых масс. Низки короб 32 стопками укладываю в кассету, установленную над транспортером 8 формующей машины 1 либо, поштучно непосредственно под толкатели 10 транспортера 8. Цепь 9 транс портера 8 толкателем 10 захватывает с кассеты нижний низок коробки и перемещает его по транспортеру 8 к позициям, где в низок коробки 32 фиксированно укладываются рядами (например, по б штук в каждом ряду) отформованные поштучно из рулонного материала гофрированные розетки. От формующей машины низки коробок 32 с вклеенными,например, 24-мя розет ками поступают по транспортеру 8 .к механизму 41. В момент выстоя транс портера 13 кулачково-рычажный механизм 44 через отверстие 36 лотка 7 подымает столик 43 на уровень транспортера 8, с которого толкатель 46 транспортера 45 переталкивает низок коробки 32 с розетками на остановившийся столик 43. Последний, опускаясь вместе с низком коробки проходит через отверстие ячейки 36 и укладывает низок коробки в ячейку 35, а сам останавливается под лотком 7 на нижний выстой. После этого толкатели 15 цепей 14 перемещают лоток 7 на шаг ячеек 35, и цикл укладки очередного низка коробки с розетками в лоток повторяется. Лотки 7 с уложеяными в них низками коробок 32 с розетками .перемещаются по транспортеру 13 к отливочным головкам 12 отливочной машины 2. При поступлении сигнала о наличии низка коробки под отливочной голов.кой 12 последняя автоматически с по,мо1цью золотниково-дозирующих устройс (не показаны) подает одновременно в 24 розетки заданные объемы формуемой кондитерской массы. Отливочная .машина 2 в зависимости от количества отливочных головок и их наладки может отливать однослойные, двухслойные и многослойные конфеты, а также ассорти из двух сортов конфет.После отливки в розетки требуемо,го количества слоев конфетной массы транспортер 13 перемещает лотки 7 к шахте 17 установки -3, предназначенной для выстаивания (структурообразования и охлаждения; отливаемых конфет. Одноцепной транспортер передаицего устройства 30 своими толкателями пересаживает лотки 7 с направляющих транспортера 13 на совпадающие с ними горизонтальные полки угольников 21, находящихся на высоте вертикаль ного транспортера 19 шахты 17. Холодильный агрегат установки 3 автоматически поддерживает шахтах 17 и 18 заданную температуру охлаждающего воздуха. Во время перемещения лотков 7 транспортерами 19, работающими в пульсируквдем режиме по шахте 17 вверх и по шахте 18 вниз, происходит структурообразование и охлаждение отлитых в розетки изделий. В момент выстаивания транспортеров 13 толкатель 24 транспортера 23 захватывает верхний лоток 7.с угольников 21 транспортера 19 шахты 17, перемещает его по направляющим к шахте 18, а затем заталкивает на угольники 21 транспортера 19 шахты 18. В же время передающий механизм 31 берет нижний лоток 7 транспортера 19 шахты 18 и подает его под толкатель транспортера 25 отливочной машины 4. Отливочная машина 4 работает аналогично отливочной машины 2. В отЛи- вочную головку этой машины непрерывно подается, например, шоколадная глазурь. При поступлении сигнала о наличии низков коробок под отливочной головкой, ее золотниково-дозирукяцие устройства автоматически подают одновременно в 24-е розетки заданные объе-/ мы глазури, образуюсдей верхний слой изделий. Вибратор и радиационный нагреватель механизма 26 распределят и выравнивают слой глазури. Передающий механизм 30 пересаживает лотки 7, поступающие по транс-, портеру 25, на угольники вертикального транспортера шахты 27 (находящегося на выстое) устройства 5. Устройство 5 для охлаждения изделий работает аналогично установке 3 и обеспечивает при соответствующих параметрах охлаждающего воздуха структурообразование - охлаждение слоя глазури. Лотки 7 с отлитыми изделиями проходят через шахты 27 и 28, соединенные с транспортером 29, а затем перемещаются передающим механизмом 31 на транспортер 13 отливочной машины 2.
Транспортер.13 перемещает лотки 7 с готовыми изделиями к механизму 4 для съема низков коробок.
В момент выстоя лотков на транспортере 13 столик 47 механизма 42, перемещаемый вверх кулачково-рычажны механизмом 48, проходит через отверстие 36 ячейки 35 лотка 7 и подымает низок коробки 32 с готовыми изделиями на уровень рабочей ветви транспортера 38 устройства 6 оформления упаковки. Толкатель 50 нижней рабочей ветви транспортера 49 перемещает йизок коробки 32 со столика 42 на непрерывно движущийся транспортер 38 Затем столй« 47 опускаясь, проходит через отверстие ячейки 36 и останавливается под лотком. После каждого перемещения транспортером 13 лотка 7 на шаг ячеек (в. момент его выстоя) происходит съем очередного низка коробки с готовыми изделиями.
В то же время в освобожденные ячейки 7 механизм 41 укладывает низки коробок 32 с розетками. Транспортер 13 перемещает лотки с низками коробок к отливочным головкам 12, что позволяет начать следующий цикл непрерывного производства отливаемых изделий.
Низки коробок с готовыми изделиями, перемещаясь по транспортеру 39, попадают к соверщающему возвратнопоступательное движение толкателя механизма 40. Последний переталкивает низки коробок на непрерывно движущийся транспортер 39, На нем осуществляется инспекция готовых изделий и ручные операции по закрыванию низков коробок крышками.
С транспортера 39 коробки поступают к обандероливающей машине 37, Эта машина.обандероливает, маркирует и стопируеткоробки с готовыми изделиями, завершая операции по оформлению упаковки.
Оптимальная схема и простота конструкции предлагаемой линии позволяет комплексно механизировать производство многих высших и массовых сортов отливных конфет, увеличить производительность.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
vo
«м
«Sl
sj 35
J« ZS
J
}6
33
JL
фиг. 5
Фиг.
I tt « 3
