1
Изобретение относится к обработке металлов давлением.
Известен стан для изготовления спиралей шнеков из полосового материала, содержащий смонтированные в станине вводную проводку, выводную проводку с рабочей поверхностью, имеющей возможность контакта с изделием, и двухопорные прокатные валки с переходными участками.
Однако известный стан не исключает возможности преждевременного выхода прокатываемой заготовки из зоны прокатки в сторону переходных участков валков, а размещение выводной проводки относительно далеко от зоны прокатки не обеспечивает надежного отвода готовой спирали и получения спирали с щагом высокой точности.
Предлагаемый стан устраняет эти недостатки за счет того, что выводная проводка выполнена в виде упора, имеющего геликоидную рабочую поверхность, и связанного с ним хвостовика, расположенного между переходными участками валков и закрепленного на станине с возможностью регулировки.
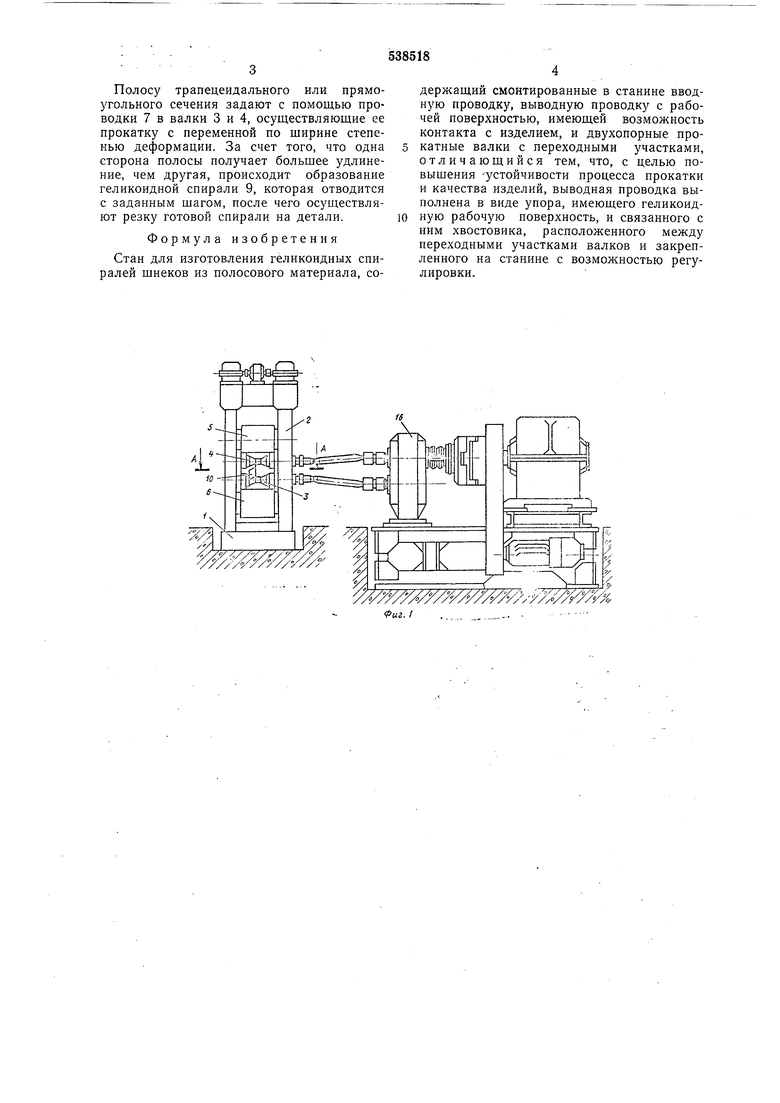
На фиг. 1 схематично изображен стан для изготовления спиралей щнеков; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Предлагаемый стан содержит основание 1, стойки 2, приводные прокатные валки
3и 4, опорные валки 5 и 6 и вводную проводку 7.
Каждый валок 3 и 4 может быть выполнен с одной или с двумя бочками, соединенными переходным участком 8.
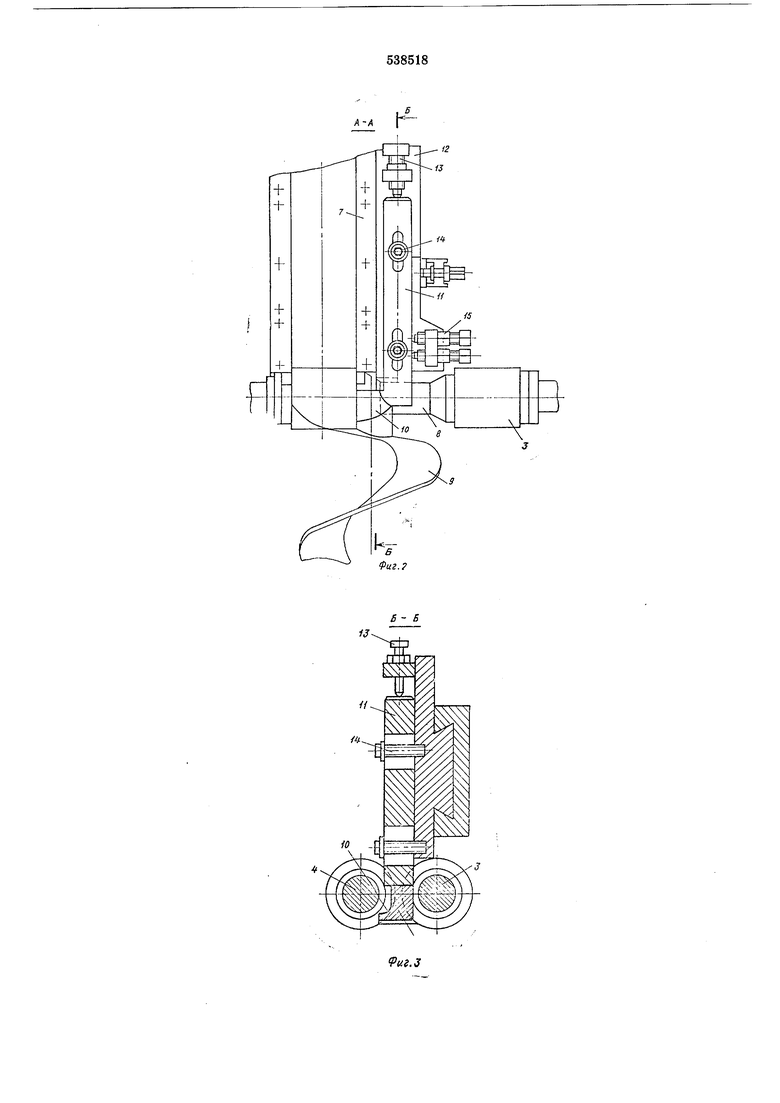
Для ограничения перемещения изготавливаемой спирали 9 вдоль оси валков 3 и
4и для отвода этой спирали с приданием ей заданного шага служит выводная проводка, выполненная в виде упора 10 и жестко связанного с ним (например, сваркой) хвостовика И. Профиль рабочей поверхности упора, контактирующей с изделием, повторяет профиль изготавливаемой спирали, т. е. рабочая поверхность упора является геликоидной. Хвостовик 11, размещенный между переходными участками валков, крепится на ненодвижном основании 12 рядом с вводной проводкой 7 с помощью винтов 13-15, обеспечивающих регулировку и установку выводной проводки в заданное положение относительно прокатных валков
3 и 4, вращающихся от привода 16.
За выводной проводкой установлены .ножницы для резки спирали на детали (на чертеже не показаны).
Работа стана осуществляется следующим образом.
Полосу трапецеидального или прямоугольного сечения задают с помощью проводки 7 в валки 3 и 4, осуществляющие ее прокатку с переменной по ширине степенью деформации. За счет того, что одна сторона полосы получает больщее удлинение, чем другая, происходит образование геликоидной спирали 9, которая отводится с заданным шагом, после чего осуществляют резку готовой спирали на детали.
Формула изобретения
Стан для изготовления геликоидиых спиралей шнеков из полосового материала, содержащий смонтированные в станине вводную проводку, выводную проводку с рабочей поверхностью, имеющей возможность контакта с изделием, и двухопорные прокатные валки с переходными участками, отличающийся тем, что, с целью повышения -устойчивости процесса прокатки и качества изделий, выводная проводка выполнена в виде упора, имеющего геликоидную рабочую поверхность, и связанного с ним хвостовика, расположенного между переходными участками валков и закрепленного на станине с возмон ностью регулировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для изготовления геликоидных спиралей шнека | 1976 |
|
SU678776A2 |
| Стан для изготовления геликоидных спиралей шнека | 1976 |
|
SU678777A2 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ ШНЕКОВ | 2003 |
|
RU2239506C1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |
| Вакуумный прокатный стан | 1985 |
|
SU1359023A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| УЗЕЛ ПРОВОДОК РАБОЧЕЙ КЛЕТИ ШИРОКОПОЛОСНОГО СТАНА | 2003 |
|
RU2241560C2 |
| Стан для прокатки кольцевых изделий | 1986 |
|
SU1440593A1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198754C2 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
b
