Изобретение относится к черной и цветной металлургии, а именно к прокатному производству, и может быть использовано для расширения сортамента проката при реконструкции клетей.
Известна прокатная клеть / А.И. Целиков, В.В. Смирнов "Прокатные станы", SU, Государственное научно-техническое издательство литературы по черной и цветной металлургии, Москва, 1958, с. 121, 122, рис. 119-121/, содержащая станины, горизонтальные валки, а также вводные и выводные роликовые проводки /роликовая арматура/, установленные на брусьях, закрепленных на станинах. Брусья закреплены на станинах в вертикальных пазах с помощью или клиньев, или вилкообразных башмаков, установленных на подставках, или вставок и клиньев с деревянными подкладками, опирающимися на выступы станины.
К недостатку известной прокатной клети относится высокая сложность и трудоемкость монтажа и демонтажа брусьев при замене вводных и выводных роликовых проводок, вызванная несовершенством средств их крепления к станинам. Кроме того, в этой прокатной клети не достигается полное использование рабочей длины горизонтальных валков, так как их примыкающие к станинам части перекрыты корпусами вводной и выводной роликовых проводок. В результате этого крайние калибры горизонтальных валков практически не используются и не вырабатывают свой ресурс, что приводит к сокращению срока службы самих валков.
Известна также прокатная клеть /SU, A1, N 1755975, B 21 B 13/10, 23.08.92/, содержащая станины, верхний и нижний горизонтальные валки, установленные в верхних и нижних подушках с винтовыми цапфами на внешних основаниях. Вертикальные валки размещены в кассетах с плоскопараллельными основаниями. Подвижные рамы закреплены на винтовых цапфах и взаимодействуют с подушками горизонтальных валков и кассетами с вертикальными валками. Рамы выполнены П-образной формы раздельно для каждой подушки. По бокам подушек выполнены сквозные вертикальные отверстия, через которые пропущены стойки рам, при этом торцы стоек опираются на корпус кассеты, осуществляя их крепление по вертикали. Перемещение кассеты и, следовательно, регулировка вертикального валка по высоте осуществляется установочными гайками на винтовых верхних и нижних цапфах подушек горизонтальных валков.
Осевая регулировка горизонтальных валков осуществляется механизмом осевой регулировки валков с одновременной радиальной регулировкой вертикальных валков. Механизм представляет собой планки, входящие в пазы подушки, консольно опирающиеся на поверхность стоек и жестко соединенные со стойками болтовыми соединениями.
Недостатком известной прокатной клети является низкая особая жесткость, обусловленная тем, что осевая регулировка горизонтальных валков не жесткая и является одновременно радиальной регулировкой вертикальных валков. Регулировка осуществляется фактически одним механизмом консольного типа, прижатием планками, входящими в проточки в подушке горизонтального валка и затянутыми болтовыми соединениями непосредственно к телу стойки станины. Всевозможные, сравнительно большие, сквозные отверстия в подушках не желательны, так как снижают их прочностные характеристики. Крепление корпуса кассеты с вертикальными валками торцами стоек рамы, проходящих через указанные выше отверстия в подушках и зафиксированных в резьбовых цапфах подушек горизонтальных валков, фактически определяют жесткую связь подушек горизонтальных валков с корпусом кассеты. При возникновении изгибающих моментов в процессе прокатки происходит некоторый поворот подушек горизонтальных валков в направлении деформации оси валков, что приводит к неравномерности усилий прижатия корпуса кассеты стойками рамы.
В основу изобретения поставлена задача: в прокатной клети путем обеспечения возможности крепления механизмов клети вне тел стоек станины - на плите повысить технологические параметры клети с одновременным увеличением ее жесткости, обеспечить при реконструкции двухвалковых клетей (ДУО) переход их на универсальные клети и за счет возможности образования между брусьями - направляющими и торцевыми поверхностями стоек станины просвета для корпусов роликовых проводок клети обеспечить перемещение роликовой проводки так, чтобы расстояниями между роликами роликовой проводки охватить любую зону рабочей длины горизонтальных валков, что в конечном счете увеличит срок службы валков и расширит сортамент проката.
Поставленная задача решается тем, что прокатная клеть, содержащая станины, верхний и нижний горизонтальные валки, установленные в верхних и нижних подушках, механизмы регулировки валков и кассеты с вертикальными валками, установленные между подушками горизонтальных валков, согласно изобретению она снабжена плитами, жестко закрепленными к стойкам станин с внешних сторон их окон и выступающих относительно внешних торцевых поверхностей стоек с вводной и выводной сторон клети, верхними и нижними брусьями, жестко закрепленными на выступающих участках плит, при этом на брусьях установлены вводная и выводная роликовые проводки клети, фланцевыми крышками подушек горизонтальных валков, закрепленными болтами через механизмы осевой фиксации и регулировки положения горизонтальных валков в наклонных пазах, выполненных на плитах с внутренних боковых сторон окна станины на уровнях среднего положения осей горизонтальных валков, и клиновыми устройствами, расположенными между корпусом кассеты и поверхностью плиты, для закрепления корпуса кассеты с вертикальными валками, и размещенными в нем механизмами распора подушек горизонтальных валков между внутренними поверхностями стоек станин и поверхностью плиты.
Благодаря усовершенствованной конструкции клети за счет размещения плит с внешних сторон окон стоек станин обеспечена возможность крепления механизмов клети вне тел стоек станин и тем самым повышена жесткость клети и созданы условия для размещения кассет с вертикальными валками в клетях ДУО при их реконструкции. Кроме того, за счет крепления верхних и нижних брусьев на выступающих участках плит и установки на них вводной и выводной роликовых проводок, тем самым образования между брусьями и торцевыми поверхностями стоек станин просвета для корпусов роликовых проводок, обеспечивается возможность перемещения роликовой проводки так, чтобы просветом - расстоянием между роликами роликовой проводки охватить любую рабочую длину горизонтальных валков. Наличие наклонных пазов на плитах на уровнях среднего положения осей горизонтальных валков с неприводной стороны клети обеспечивает регулируемое крепление фланцевых крышек подушек горизонтальных валков через механизмы осевой фиксации и регулировки подушек горизонтальных валков. Кроме того, за счет крепления кассет с вертикальными валками между внутренними поверхностями стоек станины и наружными поверхностями плит клиновыми устройствами, расположенными между поверхностями корпусов кассет и плит, и соответственно отсутствия механической связи корпуса кассет с подушками горизонтальных валков обеспечивается возможность регулирования и фиксации подушек горизонтальных валков в необходимых плоскостях индивидуально и независимо от регулировки вертикальных валков в кассетах. Наличие пространства между подушками горизонтальных валков и корпусом кассеты обеспечивает благоприятное условие для установки в корпусах кассет механизмов распора подушек горизонтальных валков, стабилизируя их прогиб.
Приведенная совокупность признаков заявляемой прокатной клети является достаточной во всех случаях, на которые распространяется объем правовой защиты.
Кроме того, в прокатной клети согласно изобретению верхние и нижние брусья закреплены к выступающим участкам плит так, что линии, проходящие между осями верхних и нижних брусьев, отстоят от внешних торцевых поверхностей стоек станин на величину "m" (фиг. 2), равную 1,1 - 1,7 радиуса ролика арматуры клети.
Это усовершенствование обеспечивает возможность беспрепятственного перемещения роликовой проводки до внутренних поверхностей плит, обеспечивая при необходимости полное раскрытие рабочей длины горизонтальных валков или прокатку в зоне калибра близкой от шейки валка.
Выбранный диапазон величины смещения осей брусьев относительно внешних торцевых поверхностей стоек определен габаритами роликовой проводки. При величине "m" меньше 1,1 радиуса ролика расстояние между внешней торцевой стенкой стойки станины будет не достаточным для свободного перемещения корпуса роликовой проводки, а увеличение "m" более 1,7 радиуса ролика роликовой проводки не желательно, так как увеличивается консольная часть плиты, что снижает прочность последних. Оптимальная величина смещения осей брусьев "m" составляет 1,5 радиуса ролика роликовой проводки.
Кроме того, в прокатной клети согласно изобретению нижняя часть подушки роликовой проводки клети имеет цилиндрические пазы, контактирующие с поверхностью нижних брусьев, представляющих собой трубу, а верхняя часть подушки роликовой проводки закреплена к верхнему брусу, представляющему собой в поперечном сечении вид трапеции, клиновыми устройствами.
Выполнение верхних брусьев в поперечном сечении в виде трапеции обеспечивает прочное клиновое крепление, а выполнение цилиндрического паза на нижней торцевой части подушки роликовой проводки обеспечивает возможность поворота корпуса проводки по поверхности трубы при разборке клинового устройства в верхней подушке и снятии ее с верхнего бруса в момент перевалки валков.
В прокатной клети согласно изобретению фланцевая крышка нижней подушки горизонтального валка закреплена болтами, заведенными головками в наклонные пазы плиты через втулки со сферическими торцевыми поверхностями, входящими в пазы проушин фланцевой крышки, гайками с шайбами со сферическими контактируемыми между собой поверхностями, образуя механизм осевой фиксации подушек нижнего горизонтального валка, а фланцевая крышка подушки верхнего горизонтального валка закреплена проушинами к плите аналогично болтовым соединениям крепления нижней фланцевой крышки, но через клиновое устройство, образуя механизм осевой регулировки положения горизонтального валка.
Соединение нижней фланцевой крышки с плитой через втулки со сферическими поверхностями, входящими в наклонные пазы проушин крышки, и затяжка болтов гайками с шайбами, имеющими в контакте между собой сферические поверхности, обеспечивает возможность изменения угла наклона болтов крепления, и тем самым достигается возможность использования горизонтальных валков в диапазоне диаметров 750 - 1050 мм. Наличие клинового устройства при креплении верхней крышки обеспечивает возможность перемещения верхнего валка вдоль его оси и фиксации в заданном положении, обеспечивая, как и при креплении крышки нижней подушки, возможность изменения угла наклона крепежных болтов и поворота подушки с подшипниковым узлом при прогибе верхнего горизонтального валка.
Кроме того, в прокатной клети согласно изобретению на уровне оси прокатки к плите через рычаги свободно установленные на осях, закреплены дополнительные механизмы распора подушек горизонтальных валков с возможностью поворота их и ввода в пространство между подушками горизонтальных валков при смене валков и обеспечения возможности демонтажа кассет с вертикальными валками.
За счет установки дополнительных механизмов распора подушек горизонтальных валков и выполнения крепления их с возможностью ввода и вывода механизмов из пространства между подушками горизонтальных валков обеспечивается возможность демонтировать кассеты с вертикальными валками и установить горизонтальные валки с меньшим диаметром.
Благодаря данной совокупности существенных признаков удалось создать прокатную клеть с широкими технологическими возможностями, обеспечивающую расширение сортамента прокатки и использование большого диапазона диаметров верхнего и нижнего горизонтальных валков.
В дальнейшем изобретение поясняется подробным описанием примера его осуществления со ссылками на прилагаемые чертежи, на которых:
фиг. 1 изображает прокатную клеть с неприводной стороны с кассетой с вертикальными валками;
фиг. 2 - узел крепления механизма распора подушек горизонтальных валков;
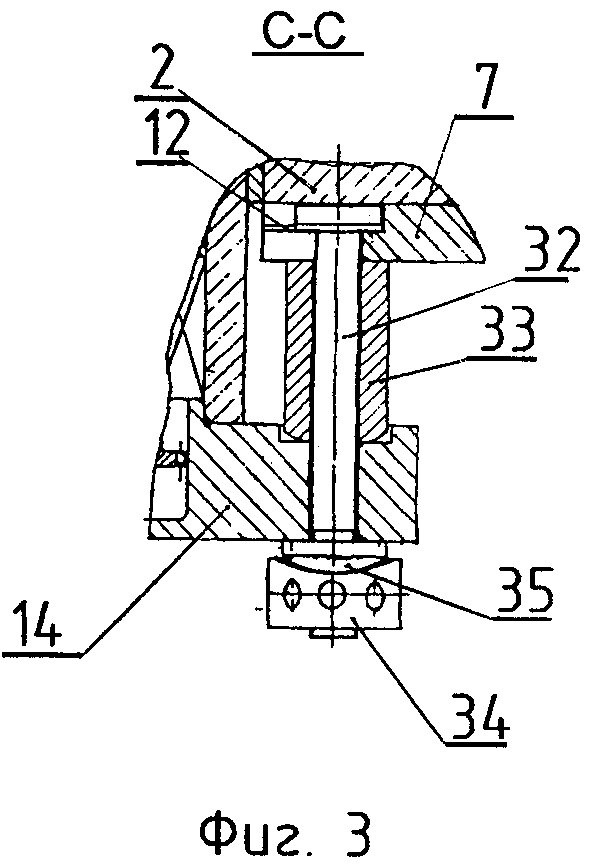
фиг. 3 - механизм осевой фиксации подушки нижнего горизонтального валка, разрез С-С на фиг. 1;
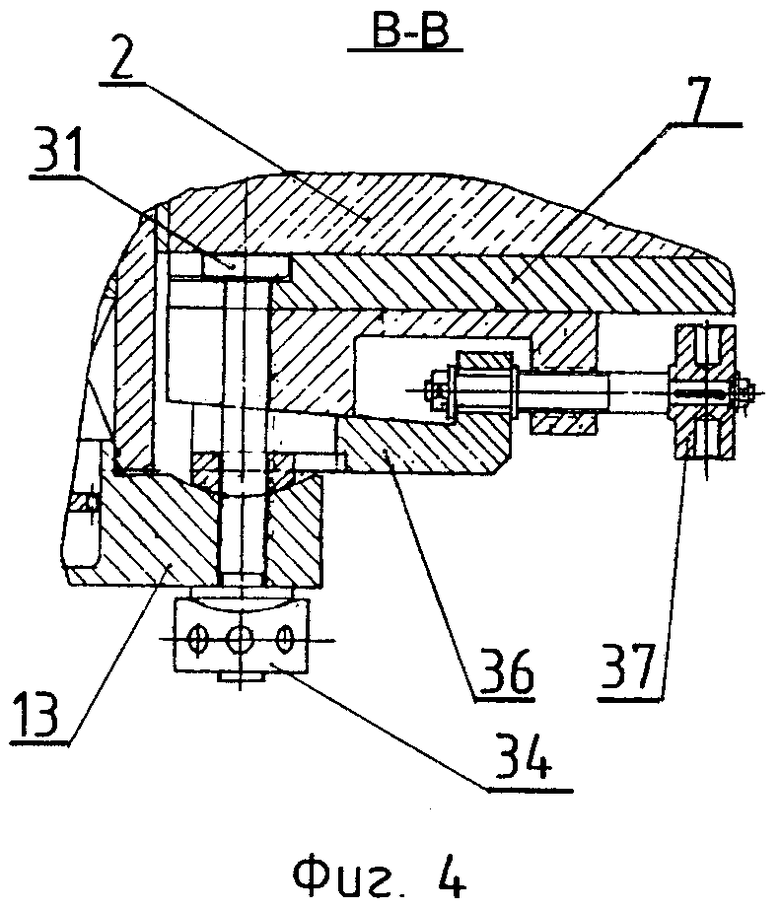
фиг. 4 - механизм осевой регулировки и фиксации подушек верхнего горизонтального валка, разрез В-В на фиг. 1;
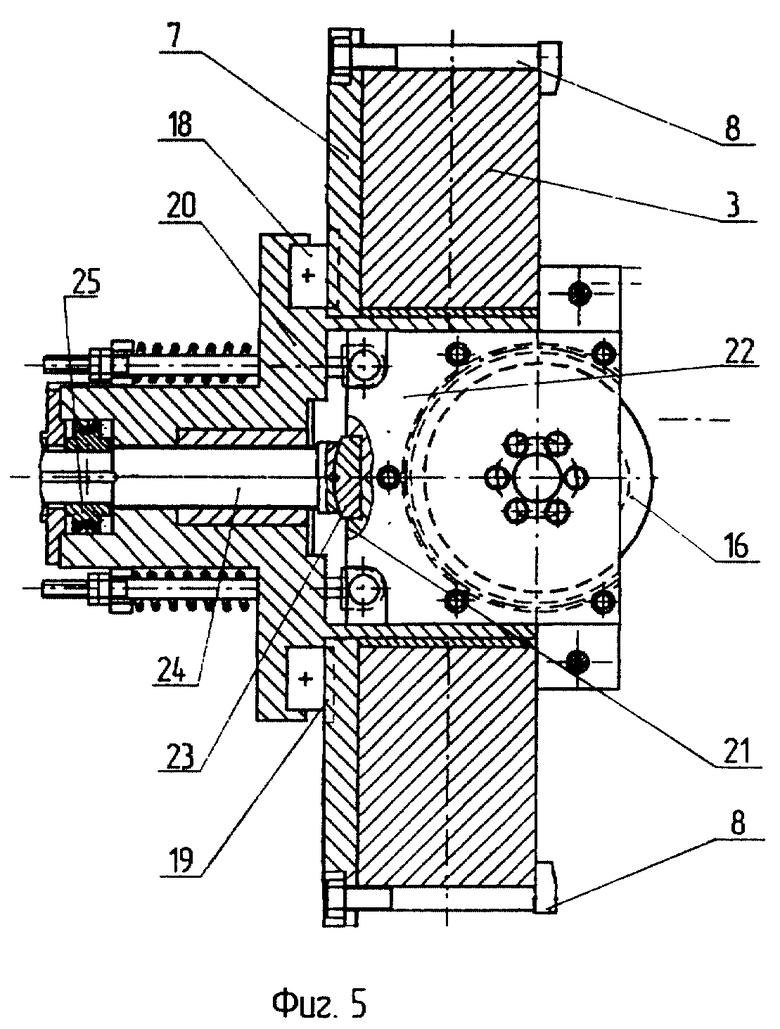
фиг. 5 - крепление кассеты с вертикальными валками;
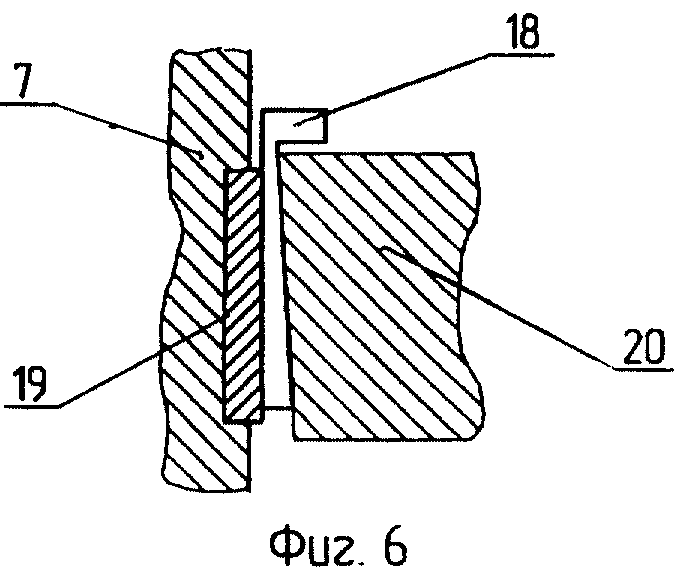
фиг. 6 - устройство клинового крепления кассеты;
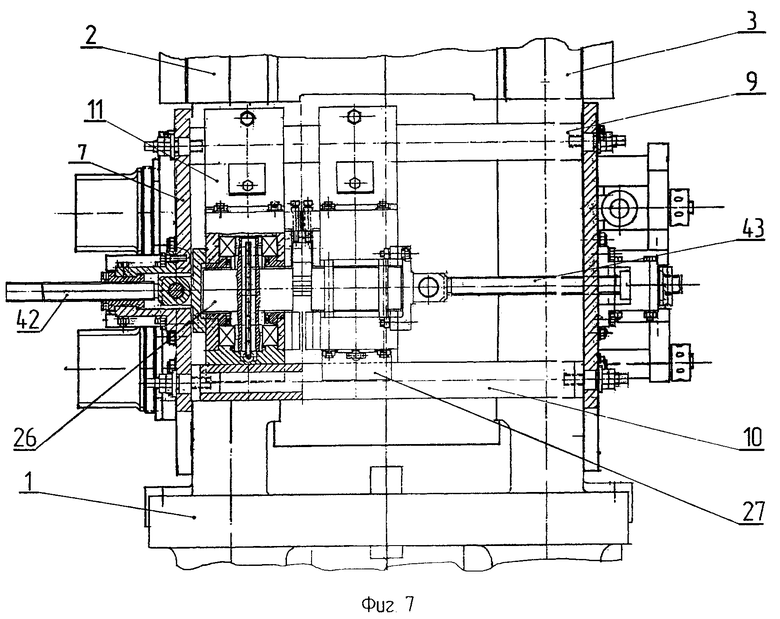
фиг. 7 - прокатную клеть с вводной стороны с роликовой проводкой;
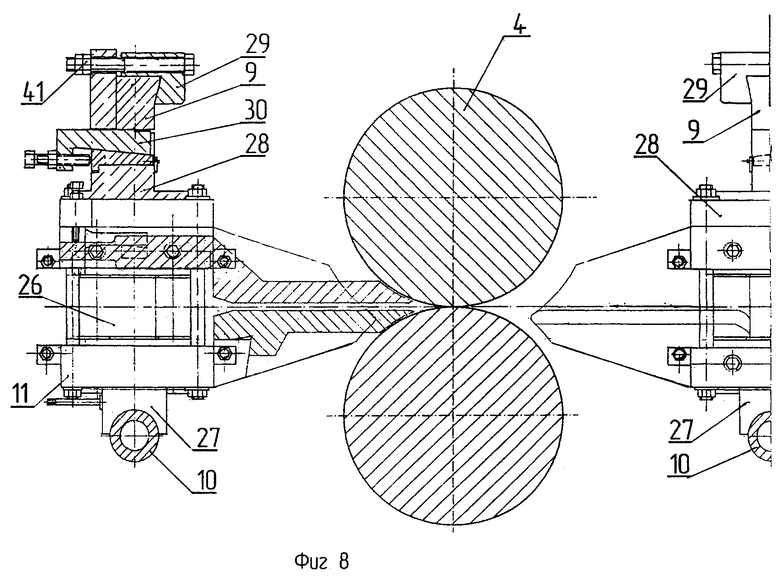
фиг. 8 - крепление роликовой проводки к брусьям с вводной и выводной сторон клети.
Прокатная клеть содержит станины 1 /фиг. 1/ с окнами, образованными стойками 2,3. Верхний и нижний горизонтальные валки 4 установлены в верхних и нижних подушках 5, 6. К стойкам 2, 3 станин 1 с внешних сторон их окон жестко закреплены плиты 7 болтами 8 /фиг. 1, 5/. Плиты 7 с вводной и выводной сторон клети выступают относительно внешних торцевых поверхностей стоек 2, 3 станин 1. Противоположные относительно станин 1 клети выступающие участки плит 7 жестко связаны между собой верхним и нижним брусьями 9, 10 /фиг. 1, 7/.
На верхних и нижних брусьях 9, 10 установлены вводная и выводная роликовые проводки 11 /фиг. 7, 8/.
На плитах 7 с внутренних сторон окна станин 1 с неприводной стороны клети на уровнях среднего положения осей горизонтальных валков 4 выполнены наклонные пазы 12 /фиг. 1, 3/, на фиг. 1 наклонные пазы 12 показаны пунктирными линиями. Наклонные пазы 12 выполнены под болты 8 крепления фланцевых крышек 13, 14 верхних и нижних подушек 5, 6 соответственно верхних и нижних горизонтальных валков 4 через механизмы осевой фиксации /фиг. 3/ нижнего валка 4 и осевой регулировки и фиксации /фиг. 4/ верхнего валка 4.
Между верхними и нижними подушками 5, 6 /фиг. 1/ установлены кассеты 15 с вертикальными валками 16 /фиг. 1, 5/, а в крышках корпуса кассеты 15 размещены механизмы 17 распора подушек 5, 6 горизонтальных валков 4. Кассета 15 закреплена между внутренними поверхностями стоек 2, 3 станин 1 и поверхностями плит 7 клиновым устройством 18 /фиг. 5, 6/. В плите 7 имеются пазы 19, а клиновое устройство 18 размещено между пазом 19 и корпусом 20 кассеты 15. Подушка 21 кассеты 15 в сборе с крышками 22 соединена с корпусом 20 кассеты 15 и подпружинена с внешней его стороны уравновешивающим устройством. Подушка 21 кассеты 15 через сферический подпятник 23 связана с нажимным винтом 24 с гайкой 25.
Верхние и нижние брусья 9, 10 /фиг. 1, 7/ закреплены к выступающим участкам плит 7 так, что линии, проходящие между осями верхних и нижних брусьев 9, 10, отстоят от внешних торцевых поверхностей стоек 2, 3 станин 1 на величину "m", равную 1,3 - 1,7 радиуса ролика 26 /фиг. 7, 8/ роликовой проводки 11 клети.
Верхние брусья 9 в поперечном сечении представляют собой трапецию с меньшим основанием, обращенным вниз, а нижние брусья 10 представляют собой трубу.
Торцевой участок нижней части 27 подушки /фиг. 7, 8/ ролика роликовой проводки 11 имеет цилиндрические пазы и опирается ими на поверхность нижнего бруса 10. Верхняя часть 28 упомянутой подушки закреплена к брусьям 9 клиновыми устройствами 29, 30. При этом клиновое устройство 29 является механизмом прижатия верхней части 28 подушки к брусу 9, а клиновое устройство 30 - механизмом прижатия нижних и верхних частей 27, 28 подушек с роликовой проводкой 11 к брусу 10.
Наклонные пазы 12 /фиг. 1/ в плитах 7 в поперечном сечении выполнены Т-образной формы. Головки 31 болтов 32 /фиг. 4/, установленные в наклонных пазах 12, имеют внутреннюю сферическую поверхность. Фланцевая крышка 14 /фиг. 3/ нижней подушки 6 горизонтального валка 4 закреплена болтами 32 к плите 7 через втулки 33 со сферическими торцевыми поверхностями, входящими в пазы проушин фланцевой крышки 14. Болты 32 стянуты гайкой 34 с шайбой 35 с контактирующими между собой сферическими поверхностями. Крепление фланцевой крышки 14 образует механизм осевой фиксации нижней подушки 6 нижнего горизонтального валка 4.
Фланцевая крышка 13 /фиг. 1, 4/ верхней подушки 5 верхнего горизонтального валка 4 закреплена проушинами к плите 7 аналогично болтовому креплению фланцевой крышки 14 нижней подушки 6, но через клиновое устройство 36 с механизмом 37 перемещения клина, образуя в сборе механизм осевой регулировки и фиксации верхней подушки 5 верхнего горизонтального валка 4.
На уровне оси прокатки к плите 7 через рычаги 38 /фиг. 1, 2/, свободно установленные на осях 39, закреплены дополнительные механизмы 40 распора /фиг. 1/ верхних и нижних подушек 5, 6 верхнего и нижнего горизонтальных валков 4 с возможностью поворота их и ввода /фиг. 2/ в пространство между упомянутыми подушками 5, 6 горизонтальных валков 4 для обеспечения возможности прокатки в клети после демонтажа кассет 15 с вертикальными валками 16.
Сборку прокатной клети осуществляют в следующей последовательности.
Собирают плиты 7 с брусьями 9, 10, затем закрепляют их на наружных поверхностях стоек 2, 3 станин 1 с приводной и не приводной сторон клети, производя при этом предварительную затяжку болтов 8 крепления плит 7. Затягивают до отказа гайки брусьев 9, 10. Далее производят поочередную затяжку (верхнего, нижнего, а потом двух средних) болтов 8 крепления плит 7 с внутренней стороны стоек 2, 3 станин 1. С такой же последовательностью производят затяжку болтов 8 крепления плит с внешней стороны стоек станин.
В проемах окна станин 1 устанавливают нижний валок 4 в сборе с нижними подушками 6, выводят его на уровень прокатки с помощью нижних нажимных винтов. Закрепляют подушку 6 нижнего валка 4 за фланцы ее крышки 14. Предварительно в пазы 12 плиты 7 заводят болты 32 с квадратной головкой и на болты 32 надевают втулки 33 (фиг. 3) со сферическими торцевыми поверхностями. После установки нижнего валка 4 болты 32 с втулками 33 попадают в пазы проушин фланцевой крышки 14 нижней подушки 6 валка 4. После этого на болт 32 надевают шайбу 35 со сферической поверхностью со стороны гайки 34. Гайка 34 также имеет сферическую поверхность, контактирующую с шайбой 35. После установки нижнего горизонтального валка 4 сверху между стойками 2, 3 станины 1 вводят предварительно собранную кассету 15 и после того, как штоки гидроцилиндров механизма 17 распора подушек 5, 6, установленные в крышках 22 корпуса кассеты 15, войдут в гнезда на торцевой поверхности нижней подушки 6, производят крепление кассеты 15 к плитам 7 клиновым устройством 18 /фиг. 6/.
Затем заводят верхний горизонтальный валок 4 до упора гнезд в верхней подушке 5 со штоками гидроцилиндров механизма 17 распора подушек 5, 6 кассеты 15. Устанавливают верхний горизонтальный валок 4 в требуемое положение аналогично установке нижнего горизонтального валка 4. Осуществляют осевую регулировку верхнего горизонтального валка 4, предварительно включив гидроцилиндры механизма 17 распора подушек 5, 6 горизонтальных валков 4. Вертикальные валки 16 в кассетах 15 занимают положение, соответствующее уровню прокатки. Фиксирование этого положения осуществляют полным заклиниванием клинового устройства 18.
Предварительно собранные левые и правые узлы роликовой проводки 11 /фиг. 7, 8/ устанавливают поочередно на нижний брус 10. Производят крепление верхних участков 28 подушек роликовой проводки 11 клиновым устройством 29 с помощью винтов 41. Пропускают через отверстия в плитах 7 винты 42, 43 и соединяют их с механизмами индивидуального перемещения узлов роликовой проводки 11 клети. Устанавливают вводную и выводную роликовые проводки 11 по оси прокатки в заданном калибре валков 4 и затягивают гайку винта 41 и прижимают нижнюю часть 27 подушки роликовой проводки 11 к нижнему брусу 10 клиновым устройством 30.
Прокатная клеть работает следующим образом.
Подкат чистовой клети для производства, например, двутавровой балки с параллельными полками задают в прокатные валки 4 через вводную роликовую проводку 11. Между горизонтальными валками 4 происходит деформация, при которой оси горизонтальных валков 4 прогибаются от действующего усилия прокатки. Система гидроцилиндров механизмов 17 распора подушек 5, 6 обеспечивает стабилизацию раствора между горизонтальными валками 4. Изменение положения осей валков 4 на участках подшипниковых узлов подушек 5,6 горизонтальных валков 4 не приводит к заклиниванию подшипников, так как обеспечивается поворот подушек 5, 6 механизмами их фиксации /фиг. 3, 4/ к плитам 7 и распор гидроцилиндрами механизма 17 распора подушек 5, 6.
Предлагаемое изобретение может быть использовано для повышения технологических параметров и жесткости прокатных клетей, а также при реконструкции двухвалковых клетей /ДУО/ по переоборудованию их в универсальные клети.
Усовершенствованная прокатная клеть может быть изготовлена промышленным способом на любом машиностроительном предприятии черной металлургии по производству прокатного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2172653C1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| Бесстанинная предварительно напряженная прокатная клеть | 1983 |
|
SU1088823A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Клеть для прокатки клиновидных профилей | 1988 |
|
SU1586805A1 |
| Универсальная прокатная клеть | 1984 |
|
SU1260050A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |

Использование: изобретение относится к прокатному производству и может быть использовано для повышения технологических параметров и жесткости прокатных клетей, а также при реконструкции двухвалковых клетей (ДУО) по переоборудованию их в универсальные клети. Сущность: прокатная клеть содержит станины, верхний и нижний горизонтальные валки, установленные в верхних и нижних подушках, механизмы регулировки валков и кассеты с вертикальными валками, установленные между подушками горизонтальных валков. К стойкам станин с внешних сторон их окон жестко закреплены плиты, выступающие за пределы стоек, части которых связаны между собой верхними и нижними брусьями, на которых установлены вводная и выводная роликовые проводки, кассеты с вертикальными валками закреплены между внутренними поверхностями стоек станины и поверхностью плиты с помощью клиновых устройств, верхние брусья в поперечном сечении имеют форму трапеции, а нижние брусья выполнены в виде трубы; прокатная клеть дополнительно содержит: механизм осевой фиксации подушек нижнего горизонтального валка, механизм осевой регулировки и фиксации подушек верхнего горизонтального валка и механизмы распора подушек горизонтальных валков, установленные с возможностью поворота их и ввода в пространство между подушками горизонтальных валков при смене калибров валков и демонтаже кассет с вертикальными валками. Изобретение обеспечивает повышение технологических параметров и жесткости прокатных клетей, а также возможность переоборудования двухвалковых клетей в универсальные клети. 4 з.п. ф-лы, 8 ил.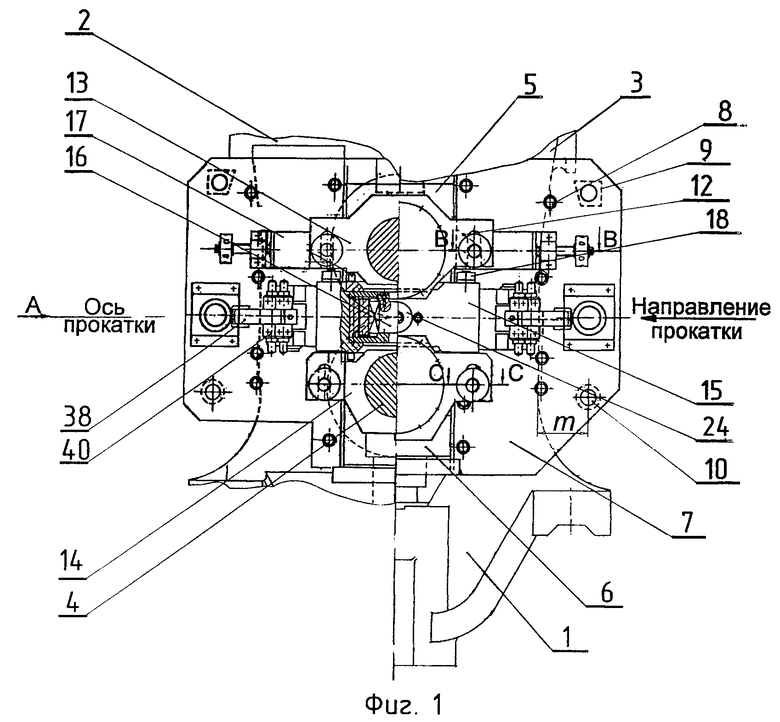
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА | 1991 |
|
RU2010635C1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Четырехвалковая клеть | 1989 |
|
SU1653873A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |

