J гг ti го / / /3
Изобретение относится к прокатному производству и может быть использовано в металлургических и машино- строительньк отраслях промьшшенност для производства широкого сортамент фасонных профилей клиновидного типа
Цель изобретения является расширние технологических возможностей.
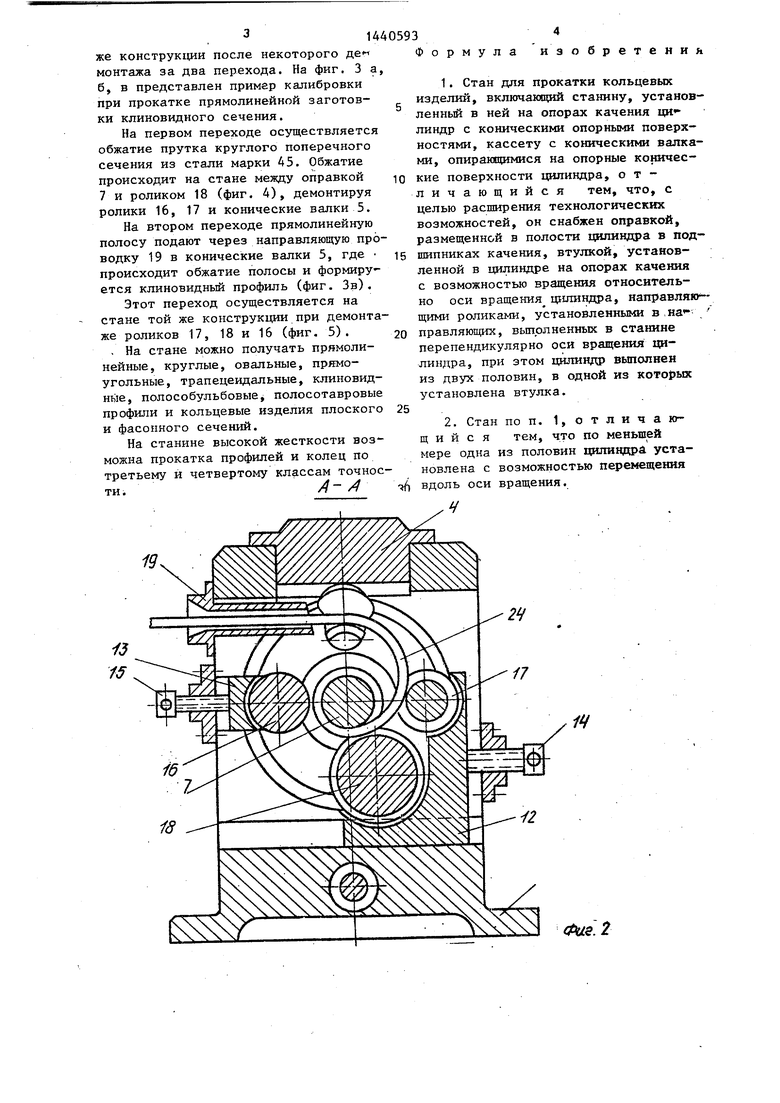
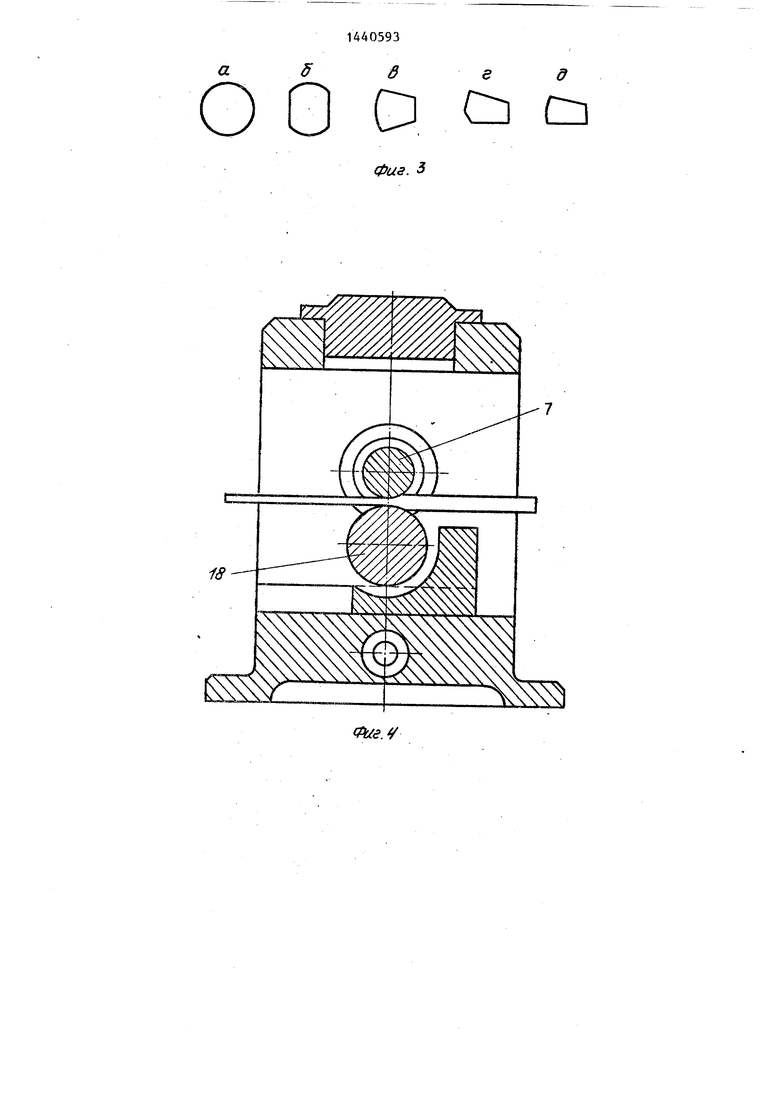
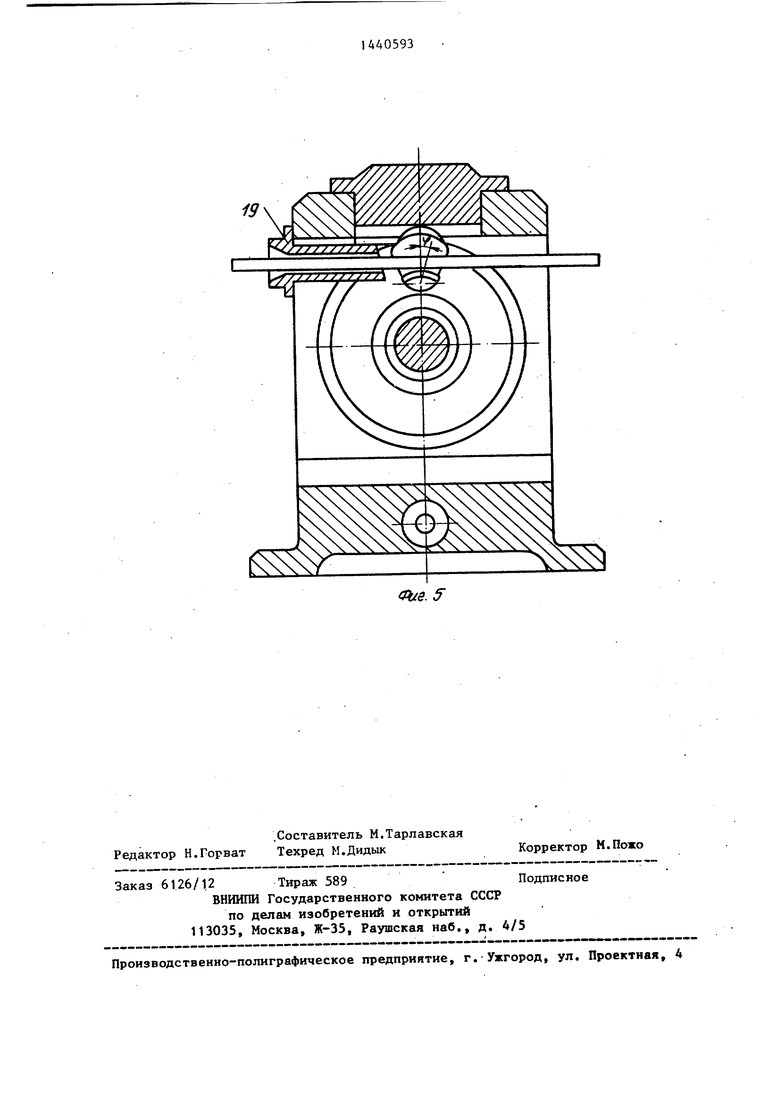
Иа фиг. 1 показан стан, продольное сечение; на фиг. 2 - сечение А на фиг. 1; на фиг. 3-примеры калибровки заготовки поршневого кольца; на фиг. 4 - замена роликов и коним ческих валков на ролик; на фиг. 5 - демонтаж роликов и установка направ ляющей проводки.
Стан для прокатки кольцевых изделий состоит из станины 1, в которой устновлены на опорах качения два цилиндра 2 и 3 с кош1ческими опорными поверхностями. В станине между цилиндpa ш перпендикулярно оси вращения цилиндров выполнена цилиндри- ческая расточка, в которой размещена. кассета 4 с коническими валками 5. Цилиндры 2 и 3 с опорными коническими поверхностями вьтолнены полыми.
В цилиндрах на опорах качения 6 размещена цилиндрическая оправка 7, соединенная с приводом 8
Внутри станины размещены на опорах качения два редуктора 9. и 10, имеющие индивидуальный привод t1. В передней части ста1шны выполнен сквозной паз, расположенньй перепен дикулярно оси вращешш цилиндрической оправки 7, в котором размещены в подушках 12 и 13, выполненных подвижно относительно станины с помощью регулировочных винтов соответственно 14 и 15, направляющие ролики 16 - 18 с калиброваннь ш бочками. В верхней передней части станины крепится неподвижно направляющая проводка 19.
Цилиндр 2 установлен своей внешней частью в станине 1 на опорах качения, а внутренней - на цилиндрической оправке 7. На поверхностях лиидров вьтолнены проточки для усгл- новки шпоики 20, на которые насажены цилиндрические шестерни 21.
Щшивдр 3 выполнен с возможностью
10
15
20
контроля диаметра кольцевой спирали 24.
Диапазон изменения диаметров получаемой спирали 200 - 300 мм.
Корпус кассеты 4 с коническими валками 5 крепится неподвижно к станине 1. Радиальная установка конических валков 5 обеспечивается поворотом кассеты 4 относительно неподвиж ной станины 1, Приводы редукторов 9 и 10 и привод оправки 7 крепятся на станине 25.
Стан работает следующим образом.
При одновременном включении двух отдельно стоящих приводов 8 и 11 приводятся во вращение цилиндрическая оправка 7 и через систему зубчатых зацеплений редукторов 9 и 10 цилиндры 2 и 3 с коническими опорными поверхностями. Посредством фрикционной связи крутящий момент передается на ролик 16 и конические валки 5, которые захватывают и обжимают пру 25 ток мерной длины, подающийся через направля1ощую проводку 19. Направляющим роликом 17 изогнутая на ребро полоса после прокатки задается в калибр, составленньш оправкой 7 и направляющим роликом 18, где происходит калибровка изогнутой полосы, а затем ролик 16 окончательно формирует профиль спирали 24. Завитая в спираль 24 полоса навивается на оправку 7 и вьщается из стана.
Регулировку величины обжатий полосы осуществляют с помощью регулировочных винтов 15 и 14.
Пример . Изготовлен стан для прокатки кольцевых профилей в соответствии с описанной схемой. На стане проведена прокатка опытной партии кольцевых изделий типа заготовок поршневых колец.
Прокатка была осуществлена из полосы клиновидного сечения из стали марки 45 ГОСТ 1030-75 на конических валках с длиной бочки 110 мм и углом
конусности 13°. I
На фиг. 3 в, г, д показаны примеры калибровки при прокатке заготовок поршневых колец. Спиральная заготовка с полученным конечным профилем поперечного сечения (фиг. Зд) разре30
35
40
45
50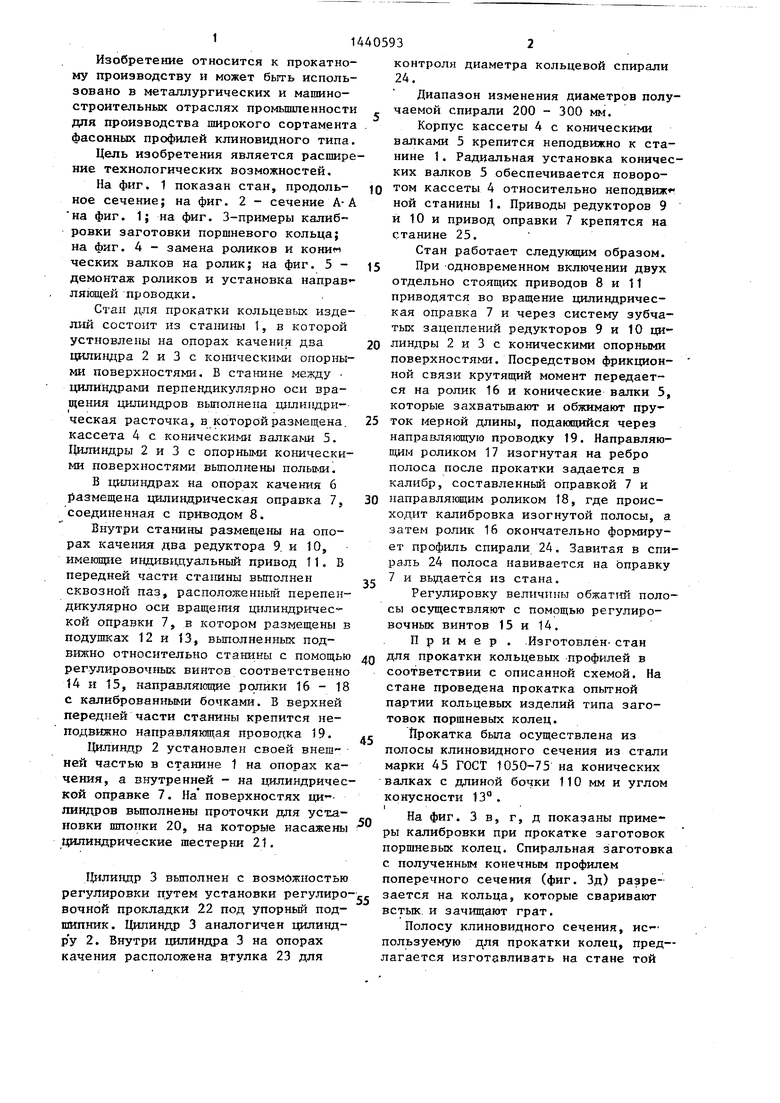
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| Прокатная клеть для прокатки клиновидных профилей | 1979 |
|
SU839106A1 |
| Способ прокатки изделий | 1979 |
|
SU832852A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| Узел валков для прокатки фасонных профилей | 1988 |
|
SU1560339A1 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ ПОЛОСОБУЛЬБОВЫХ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2080194C1 |
| Вводная арматура прокатной клети с коническими валками | 1981 |
|
SU939151A1 |
Изобретение относится к прокат.. ному производству и может быть использовано в металлургических и машиностроительных отраслях промышленности. Цель - расширение технологичес - ких возможностей. Полосовая заготовка захватывается и обжимается коническими валками 5, установленными в кассете 4 и опирающимися на опорные конические поверхности цилиндров 2 и 3. Изогнутая на ребро полоса подается в калибр, образованньй направляющим роликом 18 и оправкой 7, где осуществляется калибровка изогнутой полосы. Затем направляющий ролик окончательно формирует профиль спирали 24. Завитая в спираль полоса перемещается по оправке 7 и удаляется из стана. На стане можно изготавливать прямолинейные, круглые, овальные, прямоугольные, трапецеидальные, кли новые, полособульбовые, полосртавро- вые профили и кольцевые изделия плоского и фасонного сечений по третьему и четвертому классам точности. 1 з.п. ф-лы, 5 ил. с $ (О
регулировки путем установки регулиро- сзается на кольца, которые сваривают вочной прокладки 22 под упорньш под-встык, и зачищают грат, шипник. Цилиндр 3 аналогичен цштинд- Полосу клиновидного сечения, ис- р у 2. Внутри цилиндра 3 на опорахпользуемую для прокатки колец, пред- качения расположена втулка 23 длялагается изготавливать на стане той
же конструкции после некоторого де« монтажа за два перехода. На фиг. 3 а б, в представлен пример калибровки при прокатке прямолинейной заготовки клиновидного сечения.
На первом переходе осуществляется обжатие прутка круглого поперечного сечения из стали марки 45. Обжатие происходит на стане между оправкой 7 и роликом 18 (фиг. 4), демонтируя ролики 16, 17 и конические валки 5.
На втором переходе прямолинейную полосу подают через направляющую проводку 19 в конические валки 5, где происходит обжатие полосы и формируется клиновидный профиль (фиг. Зв).
Этот переход осуществляется на стане той же конструкции при демонтаже роликов 17, 18 и 16 (фиг. 5).
. На стане можно получать прямолинейные, круглые, овальные, прямоугольные, трапецеидальные, клиновидные, полособульбовые, полосотавровые
профили и кольцевые изделия плоского и фасонного сечений.
На станине высокой жесткости возможна прокатка профилей и колец по третьему и четвертому классам точности. /
19
ормула
4 и э
обретени
0
5
0
5
/1
с возможностью вращения относительно оси вращения цилиндра, направляя - щими роликами, установленными в .на правляющих, выполненных в станине перепендикулярно оси вращения цилиндра, при этом цилиндр выполнен из двух половин, в одной из которых установлена втулка.
V
(Pus. 2
а
дS
О О о с
Фиг. «5
(.
i9
Фие. 5
| Прокатная клеть | 1974 |
|
SU638001A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
