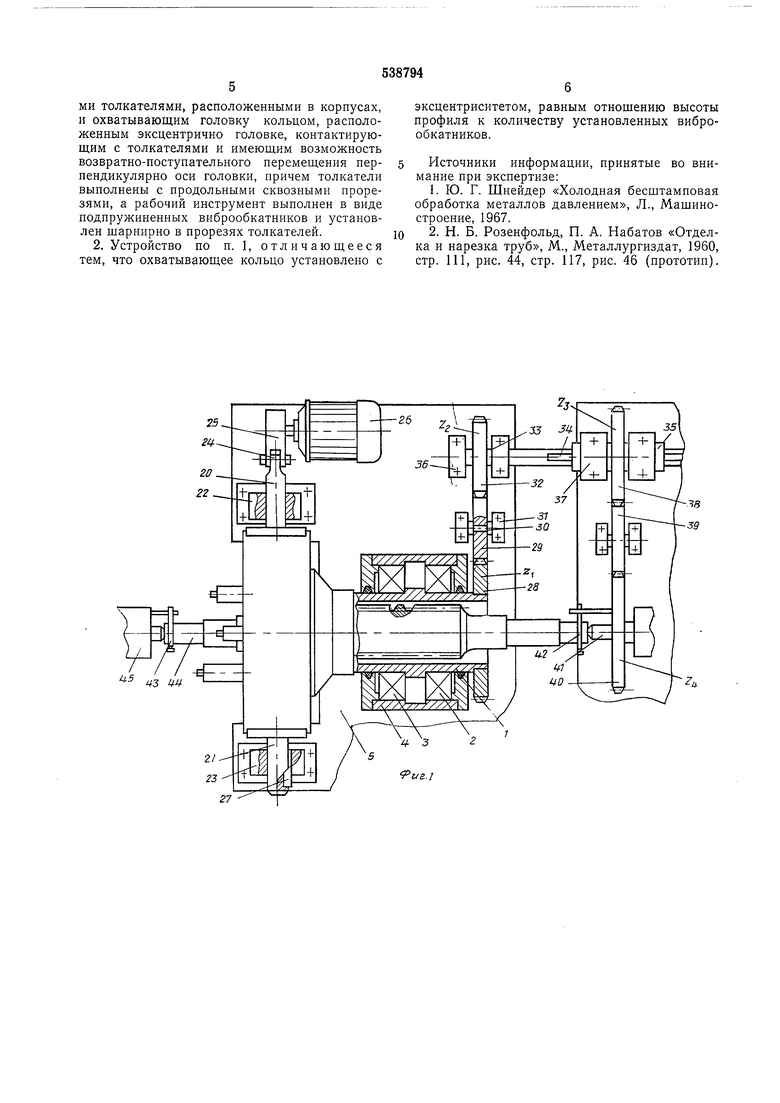
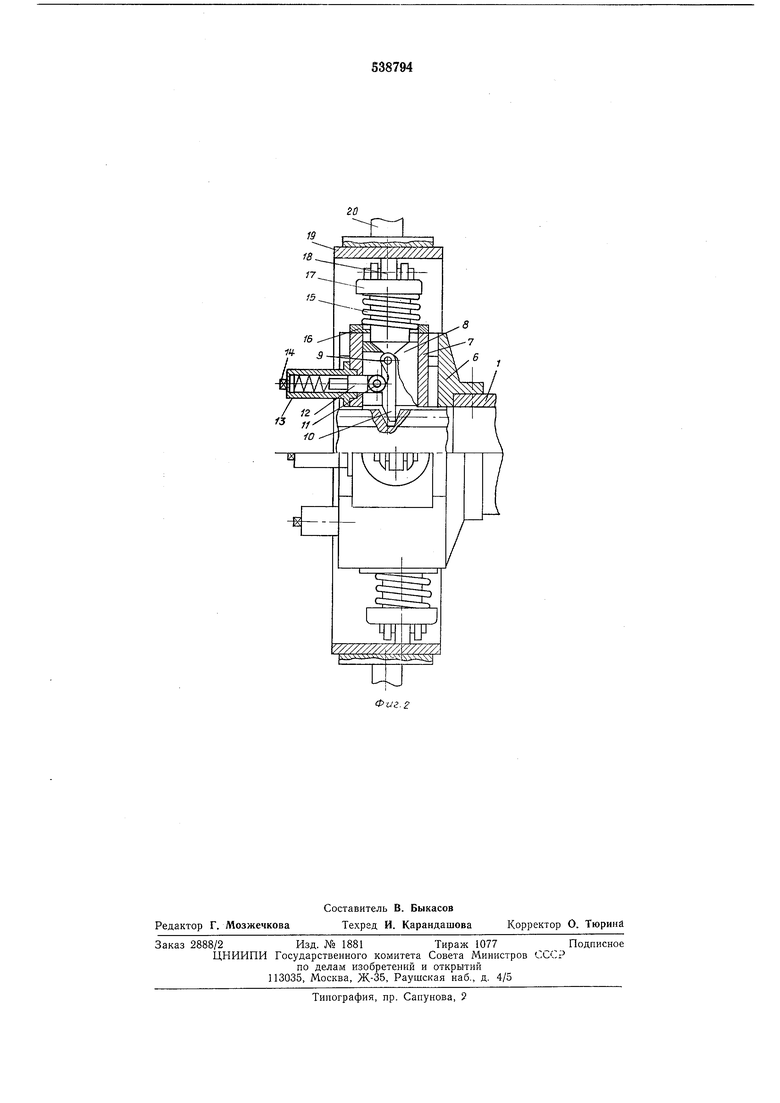
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - показана головка, продольное сечение.
Устройство содержит пустотелый шпиндель 1, установленный на подшипниках 2, 3 в корпусе 4, который смонтирован на плите 5, размеш,енной на суппорте станка (на фигурах не показан).
К одному концу шпинделя крепится головка 6, в равномерно расположенных по окружности пазах которых, подвижно в своем направлении, установлены в корпусах 7 толкатели 8, имеющие на внутренних концах сквозные продольные пазы, в которых посредством оси 9 установлены впброобкатники 10. Впброобкатники в радиальном направлении могут быть установлены друг относительно друга на разном расстоянии, определяемом видом микрорельефа. Ролик 11, установленный в штоке 12, под действием тарированной пружины 13, помещенной в стакан 14, поджимает виброобкатник 10 к обрабатываемой поверхности изделия. Пружины 15, упираясь внутренним концом в неподвижные шайбы 16, с помощью шайб 17 и подвижных роликов 18, установленных на наружных концах толкателей 8, поджимают последние к эксцентрично расположенному относительно оси обрабатываемого изделия охватываюшему кольцу 19, установленному на пальцах 20, 21 в направляющих 22, 23 и посредством оси 24 связанному с эксцентриковым приводом 25 электродвигателя 26, закрепленного на плите 5. От проворота охватывающего кольца 19 в вертикальной плоскости на пальце 21 имеется шпонка 27.
К другому концу шпинделя 1 крепится шестерня 28, которая посредством паразитной шестерни 29, свободно установленной на оси 30, закрепленной в корпусе 31, смонтированном на плите 5, связана с шестерней 32, посаженной на вал 33 со шпонкой 34. Вал 33 сопряжен подвижно в осевом направлении с вал-втулкой 35 и установлен Б корпусе 36, смонтированном на плите 5. На вал-втулке 35, размещенной в корпусе 37, установлена шестерня 38, связанная посредством паразитной шестерни 39 с шестерней 40, неподвижно соединенной с вращающимся центром 41, и с помощью поводковых патронов 42, 43, закрепленных на концах обрабатываемого изделия 44, соединена со шпинделем станка 45. Число зубьев шестерен 28, 32, 38, 40 подбирается таким образом, чтобы выполнялось условие
(«изд-«г)- 5.Пизд- 1,
где Пизд - скорость вращения изделия; Л1,Лизд-1 - скорость вращения головки;
t-шаг винтовой линии изделия,
мм;
5 (1-г)-продольная подача на 1 оборот изделия, мм/об.;
.3
передаточное отношение гитары гг 2
сменных колес.
Устройство работает следующйм образом. При вращении щпинделя станка 45 посредством поводкового патрона 43 вращается обрабатываемое изделие, например червяк 44, с той же скоростью, что и шпиндель стапка. Одновременно шпиндель 1 с головкой 6 и размещенными в ней виброобкатниками 10, подл-гатыми с определенным усилием к обрабатываемой поверхности, посредством шестерен 28,
29, 32, вала 33 со шпонкой 34 и шестерен 38, 39, 40, поводкового патрона 42 с учетом подобранного согласно зависи.мости 1 передаточного отношения гитары сменных колес, получает вращение в том же направлении,
что и изделие, но с большей (или меньшей) скоростью, согласованной, как со скоростью вращения изделия, так и со скоростью перемещения суппорта станка. Таким образом, за один оборот шпинделя
станка суппорт и устройство, установленное на нем, перемещаются в продольном направлении на определенное расстояние, равное величине, определяемой из превышения угла проворота головки и угла подъема винтовой
линии изделия, обеспечивая тем самым постоянный контакт виброобкатников 10 с обрабатываемой поверхностью, т. е. (l-t).
В процессе одного проворота головки 6 в результате эксцентричной установки охватывающего кольца 19 толкатели 8 с виброобкатниками 10 совершают определенную радиальную подачу по винтовому профилю, т. е. от гнар до rftBR, и занимают исходное положение. Кроме этого, охватывающее кольцо 19 получает на протяжении проворота осциллирующее движение в направлении, перпендикулярном к оси обрабатываемого изделия, от эксцентрикового привода электродвигателя 26, вследствие чего первоначально установленная величина эксцентриситета все время изменяется, что приводит к непрерывному изменению положения роликов 18 относительно оси обрабатываемого изделия и тем самым к колебанию виброобкстников 10, образующих заданный рисунок на винтовой поверхности.
Применение предлагаемого устройства для обработки винтовых поверхностей обеспечивает на последних формирование заданного регулярного микрорельефа, оптимальную шероховатость поверхности, значительное упрочнение поверхностного слоя, что повышает КПД червячных передач, их падежность и срок службы.
Формула изобретения
1. Устройство для обработки винтовых профилей, содержащее головку с размещенными
в ней равномерно расположенными по окружности корпусами с рабочим инструментом, установленную на приводном шпинделе, отличающееся тем, что, с целью повышения качества винтовых поверхностей изделия, их
срока службы, оно снабжено подпружиненными толкателями, расположенными в корпусах, и охватывающим головку кольцом, расположенным эксцентрично головке, контактирующим с толкателями и имеющим возможность возвратно-поступательного перемещения перпендикулярно оси головки, причем толкатели выполнены с продольными сквозными прорезями, а рабочий инструмент выполнен в виде подпружиненных виброобкатников и установлен шарнирно в прорезях толкателей.
2. Устройство по п. 1, отличающееся тем, что охватывающее кольцо установлено с
эксцентриситетом, равным отношению высоты профиля к количеству установленных виброобкатников.
Источники информации, принятые во внимание при экспертизе:
1.Ю. Г. Шнейдер «Холодная бесштамповая обработка металлов давлением. Л., Машиностроение, 1967.
2.Н. Б. Розенфольд, П. А. Набатов «Отделка и нарезка труб, М., Металлургиздат, 1960, стр. 111, рис. 44, стр. 117, рис. 46 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления сливной стружки на токарном станке | 1981 |
|
SU986611A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Станок для вибрационного накатывания | 1976 |
|
SU653097A1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА | 1991 |
|
RU2024365C1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
| Резьбофрезерный станок | 1990 |
|
SU1798065A1 |
| Качающийся суппорт к токарному станку для обработки шатунных шеек коленчатых валов | 1959 |
|
SU133313A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
F7 vK
| КЧ
