.Изобретение относится к области обработки метсшлов и может быть использовано для дробления сливной стружки при обработке изделий на токарных станках.
Известно устройство для дробления стружки, содержичее передний и задний центры, установленные с возможностью вращения и перемещения в осевом направлении, и привод перемещения одного из центров, выполненный в Виде профильного кольца, взаимодейств4тощего с шариками, размещенными в углублениях торца центра 1 . .
Недостатком известного устройства, . является невысокая долговечность шпи ндель ного у зл а.
Целью изобретения является повышение долговечности. . Поставленная цель достигается тем,что профильное кольцо установлено с возможностью вращения и кинематически связано с центром посредством введенной в устройство зубчатой передачи с передаточным отношением, близким к единице.
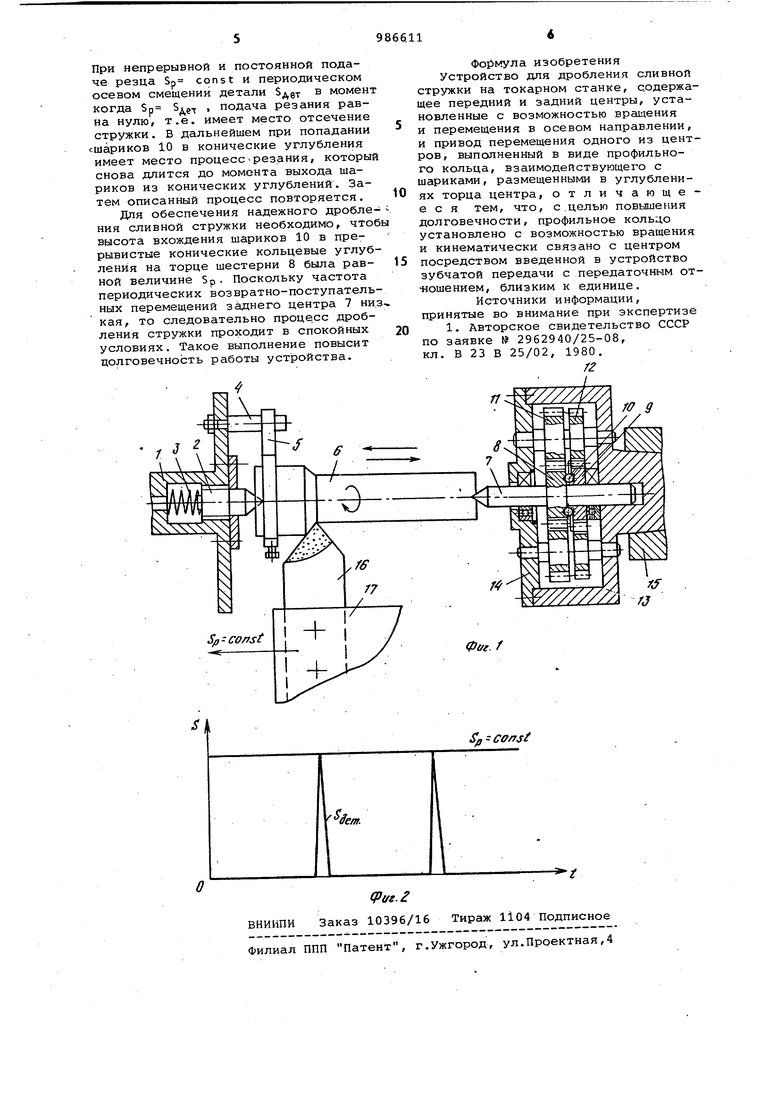
На фиг. 1 показано устройство, разрез; на фиг. 2 - график изменения подачи в процессе резания.
Устройство содержит установленный в шпинделе 1 передний центр 2, подпружиненгалй пружиной сжатия 3 в направлении заднего центра.. С фланцем переднего конца шпинделя 1 связан поводковый палец 4, предназначенный для взаимодействия с хок тикОм 5, охватывающим обрабатываемую деталь 6„ которая своими центровыми отверстиями фиксируется в переднем центре 2 и заднем центре 7. Хомутик 5 жестко соединяется с обрабатываемой деталью б посредством болта. Вращательноподвижный задний центр выполнен также периодически подвижным в осевом направлении. ,
Вдоль оси заднего центра 7 установлены две-шестерни 8 и 9, причем шестерня 8 выполнена з а одно Целое с з адним центром, а шестерня 9 смонтирогвана свободно на его цилиндрическом хвостовике. В равномерно расположенных по окружности цилиндрических углублениях на торце июстерни 9 .установ25 -лены шарики 10 для взаимодействия с ближней торцовой поверхностью шестерни 8. На указанном торце шестерни 8 выполнены прерывистые конические углубления (на фиг.1 позицией не обозначены), расположеншле равномерhc ПО окружности с радиусом, равным ргцз.иусу окружности расположения це ров шариков 10 . Шестерни 8 и 9 находятся в пост ЯННОМ зацеплении соответственно с сателлитами 11 и 12, попарно и жест ко установленными вдоль на валах, расположенных по периферии корпу-. са 13, передний торец которого зак рыт крышкой 14, а задний конический конец корпуса установлен в коническом отверстии пиноли 15 задней баб ки токарного станка. Числа зубьев шестерен 8и 9 ( Z,) и сателлитов 11 и 12 (2,и ) выбраны так, чтобы выполнялось условие: J-3. . И данное произведение должно быть близким к единице. При конструировании устройства должно быть выпол нено равенство: + Z + при котором обеспечивается условие сборки конструкции и ее нормальная работоспособность. Для взаимодействия с обрабатыва мой деталью 6 предназначен проходной резец 16, который установлен в резцедержателе 17, смонтированном на суппорте токарного станка . (на . фигурах не показан). Работа описываемого устройства заключается в следующем. При вращении шпинделя 1 получае вращение его фланец с поводковым пальцем 4. Вращение пальца 4 перед ется на хомутик 5, а значит и на об рабатываемую деталь 6. Одновременно движение со шпинделя-1 передается на коробку подач (на фигурах не показана) и суппорт с резцедержателем 17, в котором установлен рез.ец 16. Таким образом деталь 6 получает вращательное движение от шпинделя 1 а 16 получает поступательное движение с постоянной подачей Sp con S t. Поскольку свободный конец детали 6 поджат вращательно-подвижным задним центром 7, то одновременно ,с вращением центра 7 вращается и шестерня 8,. которая выполнена с ним за одно целое. Вращение шестерни 8 при водит к вращению сателлитов -11. Пос кольку сателлиты 11 вращаются, то и вращаются сателлиты 12, как установленные с сателлитами 11 на одних и тех же валах. Вращение сателлитов 12 приводит к вращению шестерни 9, которая свободно установлена на цилиндрическом хвостовике зад него центра 7. Если обозначить частоту врашения детали 6 через де-f то частота вращения шестерни 9 с шариками 10 оказываетсй равной,, п.,, --А . гЛ , Поскольку шестерни 8 и 9 вращаются в одну сторону и имеют разные частоты вращения, то, следовательно, имеет место их относительное окружное движение. Следует отметить, что е.сли бы шестерни 8, 11, 12 и 9 имели одинаковое число зубьев, то шестерни 8 и 9 вращались бы синхронно и никакого относительного окружно.го перемещения шестерни 8 с коническими углублениями не было бы Если, например, частота вращения, детали 6, а значит и заднего центра 7, равна Пдд- 80-0 об/мин, а числа зубьев передач-соответственно Zg 49, 50, 49, Zo 50, то частота относительного окружного перемещения щестерни 8 с коническими углублениями по отношению к шестерне 9 с шариками 10, движущихся в одном направлении с различной скоростью, будет равной: Zg .(.. il 49 - 800(1 32 об/мин 50 . 50 Таким образом при высокой частоте вращения обрабатываемой детали,6 при.высоких скоростях резания) скорость относительного движения шариков 10 относительно прерывистых конических углублений (либо наоборот) оказывается низкой. При- эт)м в процессе взаимодействия шариков 10 с коническими углублениями под действием усилия сжатой пружины 3 задний центр 7 с шестерней 8 стре чится передвинуться в направлении к шестерНе 9 и торцовая поверхность шестерни 8 , с коническими углублениями стремится находиться в силовом контакте с шариками 10, установленными в углубле-ниях на торце шестерни 9. В результате вращения обрабатываемой детали 6.вследствие периодического выхода шариков 10 из конических углублений на торце шестерни 8 последняя получает осевое смещение, из-за чего обрабатываемая деталь также получ-ает периодическое возвратнопоступательное движение. Поскольку обрабатываемая деталь 6 наряду с вращательным движением получает также периодическое возвратно-поступательное движение вдоль своей оси, то при осевом смещении детали влево она отходит от режущего лезвия резца 16, в результате чего процесс резания на мгновенье прерывается. Наглядно процесс обработки может быть иллюстрирован фиг. 2.

| название | год | авторы | номер документа |
|---|---|---|---|
| ХОМУТИК К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ СОВМЕЩЕНИЯ РЕЗЦА ПРИ ОБРАТНОМ ХОДЕ С ВИНТОВОЙ НИТКОЙ, НАРЕЗАННОЙ ПРИ ПРЯМОМ ХОДЕ | 1943 |
|
SU64783A1 |
| Токарный станок | 1981 |
|
SU1026970A2 |
| РАСТОЧНАЯ ГОЛОВКА | 1972 |
|
SU422539A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1999 |
|
RU2149078C1 |
| Поводковый патрон | 1979 |
|
SU831407A1 |
| Планшайба | 1986 |
|
SU1371845A1 |
| Поводковое устройство | 1989 |
|
SU1616793A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| РАСТОЧНАЯ ГОЛОВКА | 1973 |
|
SU393047A1 |
