1
Известен способ изготовления изделий из полимерных материалов путем формования в вязкотекучс1М состоянии в присутствии электромагнитного ноля, которое-обеспечивает их более высокую прочность 1. Электромагнитное поле создают при помощи постоянного магнита с электрической катушкой для подмагничивания или соленоида, внутри которого помещают формуемое изделие.
Известен способ 2, согласно которому электромагнитное поле создают целым рядом электрических катуп1ек, сквозь которые пропускают формуемое изделие на всех нли на нескольких стадиях изготовления (при придании формы изделию, при подаче расплавленного полимера к соплу, при охлаждении и отвердевании изделия, при вытягивании и других процессах). Однако применение электрических катущек для создания электромагнитного поля и в этом случае ограничивает габариты изготавливаемых изделий. Применение этого способа возможно только при изготовлении нитей, волокон, лент и малогабаритных изделий.
Также известен способ изготовления изделий из полимерных материалов, согласно которому токопроводящий слой приводят в соприкосновение со стеклотканью и пропускают электрический ток, в результате чего происходит отверждение связующего 3 - прототип.
Цель изобретения - повысить прочность получаемых изделий.
Согласно зобретению через проводник пропускают электрический ток силой 3-10 А в условиях, исключающих нагрев материала. Электромагнитное поле создают путем пропускания тока через проводник, неносредственно контактирующий с поверхностью изделия.
Для этого на поверхность формуемого изделия из полимерного материала, находящегося в вязкотекучем состоянии, накладывают
электропроводящий материал (например, в виде фольги, сетки, электропроводящих нокрьппй, электропроводящих оправок толп1,иной 5 мкм) и через него пропускают электрический ток силой 3-10 А в течение времени,
необходимого для отверЛСдения изделия. В результате на поверхности изделия образуется упрочпенный слой, который увеличивает несущую способность изделий любой конфигурации и значительно повышает прочность всего
изделия. Предлагаемый способ можно применять для крупногабаритных изделий.
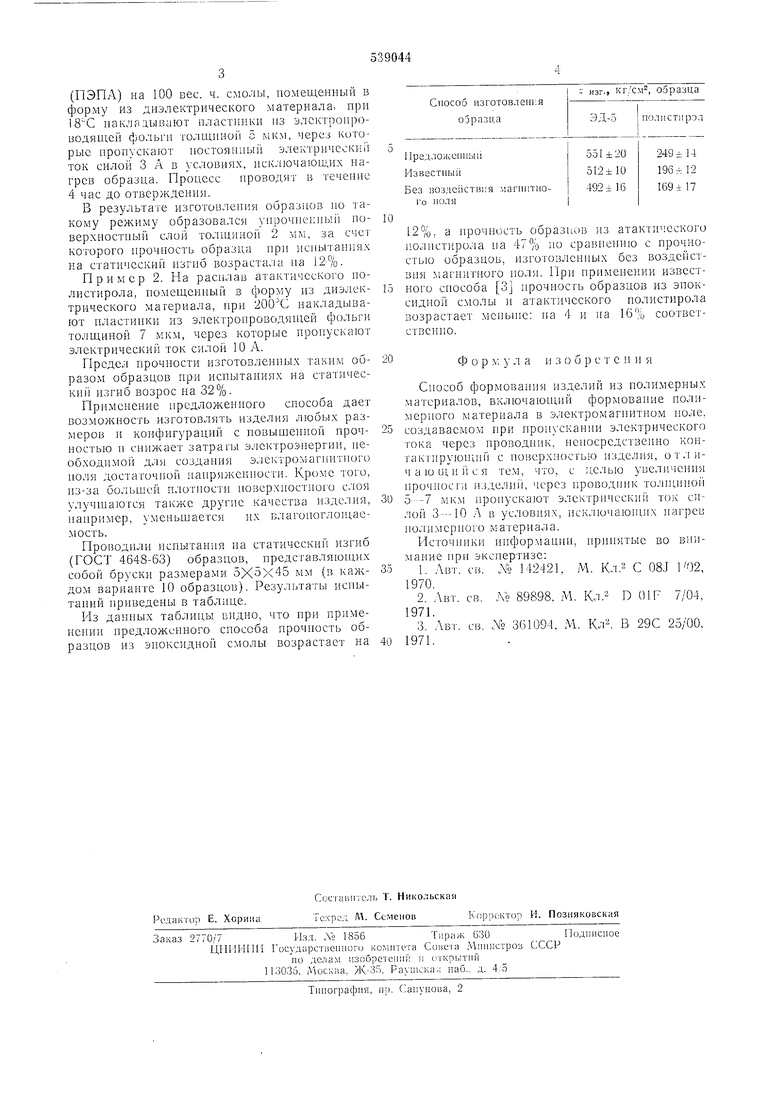
Прнмер . На образец (брусок размером 5X5X45 мм) нз неотвержденпой смолы ЭД-5 в смеси с 15 вес. ч. полиэтиленполиамина (ПЭПА) на 100 вес. ч. смолы, помещенный в форму из диэлектрнческого материала, при 18С накладывают пластинки нз элсктроироводящей фольгн толщиной 5 мкм, через которые пропускают иостояины электричеоккй ток силой 3 А в условиях, исключающих нагрев образца. Процесс проводят в течение 4 час до отверждения. В результате изготовления образцов ио такому режиму образовался унрочнепный иоверхностны слой толщиной 2 мм, за счет которого прочность образца нри иснытаниях на статический нзгнб возрастала на 12%. Пример 2. На раснлав атактического иолистирола, помещенный в форму из диэлектричеекого материала, при накладывают нластинкн из электропроводящей фольги толщиной 7 мкм, через которые пропускают электрический ток силой 10 А. Предел нрочности изготовленных таким образом образцов ири испытаниях на статический изгиб возрос на 32%. Применение федложениого способа дает возможность изготовлять изделия любых размеров и конфигурацнй с повышенной прочностью и затраты электроэнергии, необходимо для создаиия электромагнитного ноля достаточной напряженности. Кроме того, из-за большей плотности иоверхностного слоя улучшаются также другие качества изделия, нанример, уменьшается их влагоиоглои;аемость. Проводили иснытаиия на статический изгиб (ГОСТ 4648-63) образцов, представляющих собой бруеки размерами 5X5X45 мм (в каждом варианте 10 образцов). Результаты иснытапий ириведены в таблице. 143 данных таблицы видно, что при применении нредложеиного способа прочность образцов из эиоксидной смолы возрастает на 12%. а нрочность образцов из атактического гюлисгирола на 47% по сравнению с прочностью образцов, изготовлеииых без воздействия магнитного ноля. При применении известного снособа |3 ирочноегь образцов из эноксидио смолы И атактичсского иолистирола 4 н на 16% соответвозрастает меиьиге: на ственно. Ф о р м у л а и 3 о б р е т е н и я Сиособ формования изделий из иолимерных материалов, включающий формование полимерпого материала в электромагниттюм ноле, создаваемом при пронускании электрического тока через проводник, непосредственно контактируюпип с новерхностью изделия, отличаю HUI Ji с я тем, что, с целью увеличения НрОЧИОСТИ ИЗДеЛИ, через НрОВОДИИК ТОЛЩИНО 5--7 мк.м пропускают электрпчески ток силой 3--10 1 в условиях, иск.тючающих иагрев по.тимериого материала. Псточппки информании, ирннятые во внимание ири экспертизе: 1.Авт. св. 142421. М. Кл. С 08J 102, 1970. 2.Авт. св. ЛЬ 89898, М. Кл. D 01Р 7/04, 1971. 3.Авт. св. .J9 361094, М. Кл. В 29С 25/00. 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из полимерных материалов | 1976 |
|
SU606332A1 |
| Способ получения гибридных композитных материалов с электропроводящим покрытием | 2018 |
|
RU2699120C1 |
| СПОСОБ СОЕДИНЕНИЯ | 2003 |
|
RU2254955C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОГО КОМПОЗИТНОГО МАТЕРИАЛА | 2017 |
|
RU2654043C1 |
| Полимерное пленочное покрытие с интегрированным металлическим слоем на основе термостойкого связующего | 2024 |
|
RU2839081C1 |
| Способ формования изделий из эпоксидной смолы | 2023 |
|
RU2811868C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕПРОДУКЦИОННОГО МАГНИТНОГО СЛОЯ ЭЛЕКТРОПРОВОДЯЩЕЙ КОМПОЗИЦИИ | 1991 |
|
RU2015890C1 |
| Высоковольтное устройство | 1979 |
|
SU888217A2 |
| Способ определения или мониторинга степени отверждения изделия из композиционного материала на основе электропроводящего армирования или электропроводящего наполнителя и термореактивного полимера | 2024 |
|
RU2822868C1 |
| НЕРАЗРУШАЮЩИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМИРУЮЩЕЙ СПОСОБНОСТИ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 1993 |
|
RU2113691C1 |
