1
Изобретение относится к области сварки, а именно к способам автоматической сварки неплавящимся электродом в среде защитных газов.
Способ предназначен для измерения скрытой составляющей длины дуги при сварке различных соединений во всех пространственных положениях как без подачи, так и с подачей присадочного металла и может быть использован при исследовании различных приемов и способов при сварке плавлением.
Известен способ онределения величины скрытой составляющей длины дуги с помощью танталовых зондов, располагаемых в стыке по продольной его оси 1. При сварке танталовая проволока, находящаяся выше уровня жидкого металла, оплавляется под действием сварочной дуги.
Скрытая составляющая длины дуги определяется по щлифам измерением расстояния от верщины отрезка оплавленной таиталовой проволоки в шее до поверхности основного металла со стороны сварки.
Основным недостатком существующего способа является его непригодность для непрерывного определения скрытой составляющей длины дуги в процессе сварки, а также ее косвенное определение по щлифам, выполненным в плоскости расположения танталовых зондов. Кроме того, указанный способ не
может быть применен при сварке в любых пространственных положениях и при сварке любых металлов.
Целью изобретения является обеспечение возможности измерения скрытой составляющей длины дуги неносредственио в процессе сварки любых металлов во всех пространственных положениях как с подачей присадочного материала, так и без него.
Эта цель достигается тем, что определяют длину дуги без проплавления металла и с его проплавлением при этом же режиме сварки, производя при этом измерение осевого перемещения неплавящегося электрода в
процессе расплавления металла.
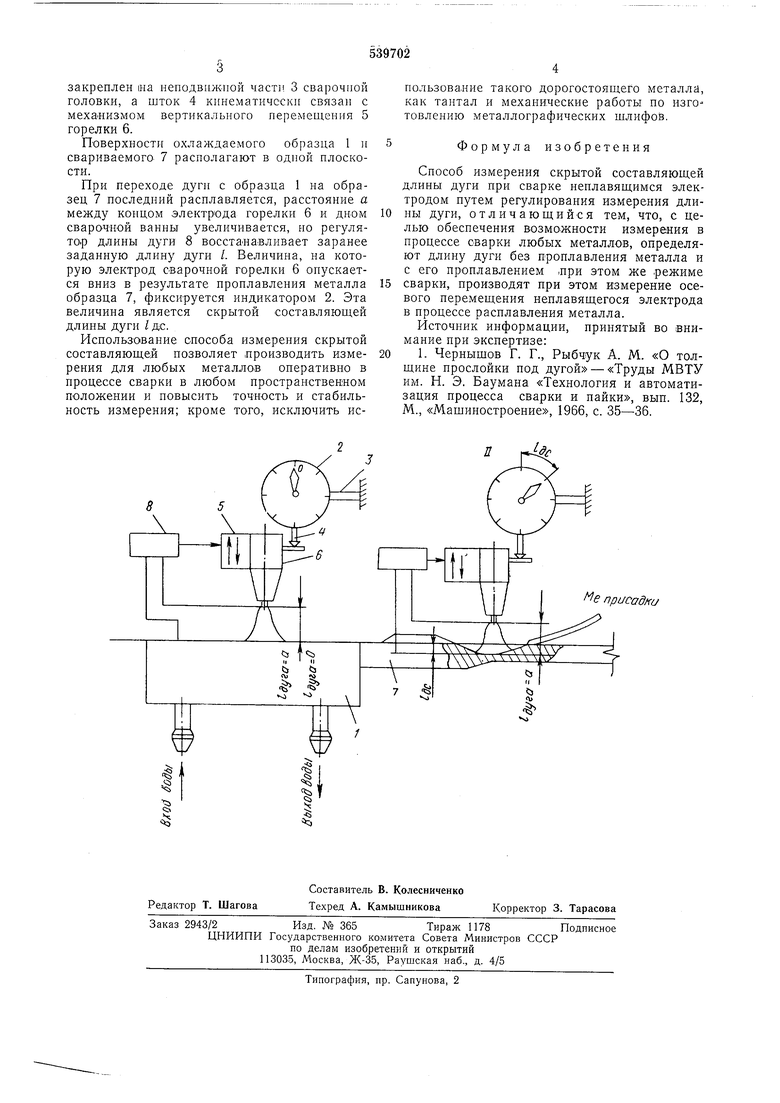
На чертеже дана схема измерения, поясняющая способ, где положение I - корректировка параметров сварки, положение II - измерение скрытой составляющей длины дуги.
На предварительно выбранных режимах (/ св.; V св.; / дуги; Q аргона; U дуги), на которых определяется скрытая составляющая, сначала начинают процесс сварки на нерасплавленном («апример, интенсивно охлаждаемом) образце I с целью определения нуля отсчета и стабилизации выбранных режимов. Стрелка измерительного прибора 2 осевого перемещения электрода, например индикатора, устанавливается на нуль.
В данной конструкции коопус индикатора
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки неплавящимся электродом | 1977 |
|
SU721269A1 |
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2018 |
|
RU2691824C1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
