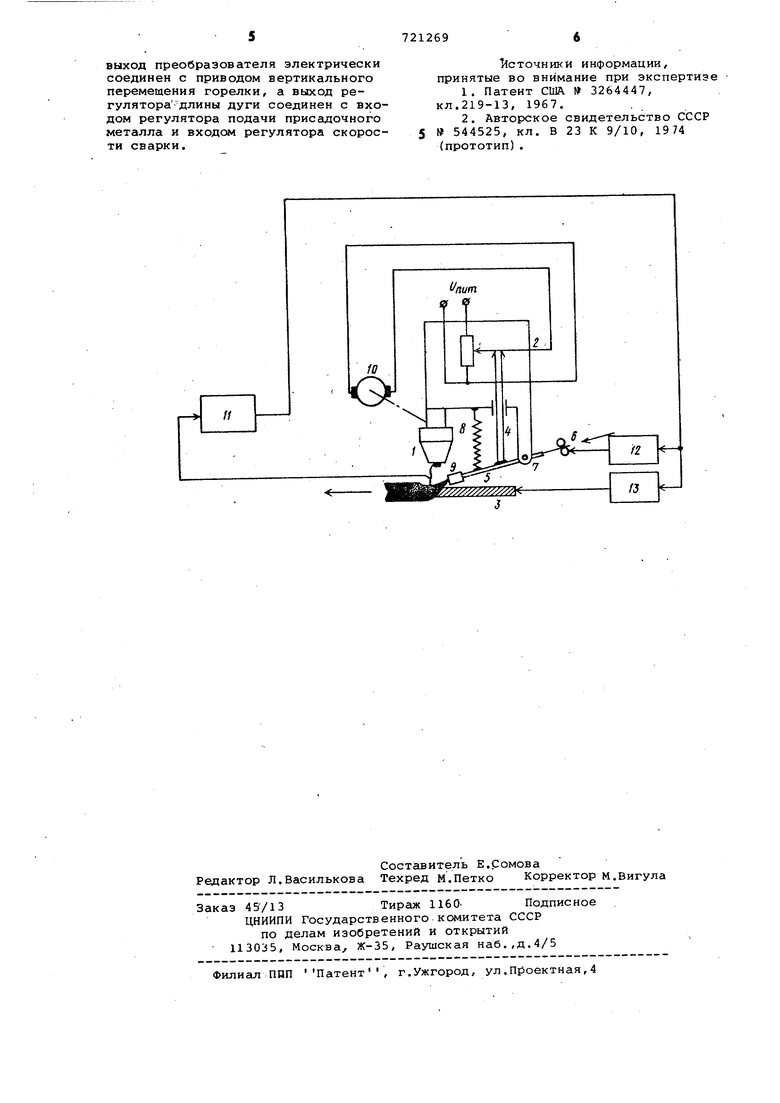
Изобретение относится к области сварки неплавяшимся электродом и может быть использовано при автомат ческой дуговой сварке изделий сложной конфигурации. Известно устройс во для дуговой сварки с контролем и регулированием глубины проплавления И. Оно содер жит сварочную горелкуи жестко связ ный с горелкой преобразователь, ско зящий подвижной частью по поверхнос ти нерасплавленной части изделия. Сварочной ток регулируют в зависимости от расстояния между поверхностью сварочной ванны под дугой и поверхностью свариваемого изделия т.е. в зависимости от заглубления сварочной дуги в шов. При этом расстоян1ие ;между поверхностью сварочно ванны и :поверхностью свариваемого изделия:оценивают по перемещению сварочной горелки с электродом относительно свариваемого металла, которое происходит в результате действия автоматического регулятора напряжения (длины дуги). С помощью преобразователя перемещение горелки преобразуется в электрическ сигнал, который используется для регулирования сварочного тока так, 1что контролируемое расстояние, и, следовательно, глубина проплавления остаются неизменным по всей длине шва. Использование выходного сигнала преобразователя для управления величиной сварочного тока ухудшает точность работы устройства. Ято объясняется тем, что при регулировании тока дуги в соответствии с вольтамперной характеристикой дуги происходит изменение напряжения дуги, которое преобразуется автоматическим регулятором напряжения дуги в перемещение горелки и соответствующее изменение выходного сигнала преобразователя, что фактически не связано с каким-либо изменением заглубления дуги в Шов,и, следовательно, проплава. Известно также устройство для дуговой сварки с контролем и регулированием глубины, проплавления, содержащее сварочную горелку, шарнирно связанный с ней мундштук для подачи присадочного металла и жестко связанный с горелкой преобразователь ее вертикального перемещения в электрический сигнал. Глубина проплавления в устройстве регулируется за счет того, что вьоход преобразователя электрически соединен с электроприво дами скорости подачи присадочной проволоки и скорости сварки 2. Однако в известном устройстве рег лирование глубины проплавления осуществляется вследствие суммарного изменения внешней составляющей длины дуги и ее скрытой составляющей, что снижает точность контроля и регулирования глубины проплавления. Целью изобретения является повышение точности контроля и регулирования глубины проплавления. Эта цель достигается тем, что в предлагаемом устройстве для дуговой сварки неплавяшимся электродом, содержащем сварочну1о горелку, привод ее вертикального перемещения, шарнирно установленный на горелке мундштук для подачи присадочного металла, жестко соединенный с горелкой преобразователь ее вертикального перемещения в электрический сигнал, регуляторы длины дуги, подачи присадочного металла и скорости сварки, выход преобразователяэлектрически связан с приводом вертикального перемещения горелки, а выход регуля тора длины дуги соединен с входом регулятора подачи присадочного металла и входом регулятора скорости сварки. На чертеже приведено предлагаемо устройство, общий вид. На сварочной горелке 1 установле преобразователь 2, служащий для пол чения электрического сигнала, пропорционального осевому (вертикально му) перемещению горелки относительн свариваемого изделия 3. Подвижная часть (выходной вал) преобразователя 2 соединена тягой 4 с мундштуком 5 для подачи присадочного металла б причем один конец мундштука соедине со сварочной горелкой 1 шарниром 7, а другой конец прижат к поверхности изделия разжимающей пружиной 8 и дл подрегулировки угла подачи присадочного металла снабжен насадкой 9. Преобразователь 2 может быть выполнен, цапример, в виде потенциометра питаемого от отдельного источника напряжения. Стабилизация расстояния между)плавящимся электродом сварочной горелки 1 и поверхностью свариваемого изделия 3 (т.е. внешней « составляющей длины дуги) осуществля ется благодаря действи ю преобразова ля 2 и электроприводаlО осевого пе мещения сварочной горелки 1. Напряжение дуги поступает на вход регуля тора 11 напряжения дуги. Выход регу лятора 11 напряжения дуги электрически связан СО Входами регулятора 12 подачи присадочного металла 6 и регулятора 13 скорости сварки. Устройство работает следующим образом. При изменении Заданного расстояния (например уменьшения) от конца неплавящегося электрода сварочной горелки 1 до поверхности свариваемого изделия 3 за счет, например, изменения кривизны изделия горелка приближается к изделию. В результате подвижная.часть преобразователя 2,. связанная через мундштук 5 с поверхностью изделия 3, смещается вверх (мундштук поворачивается в шарнире 7) и выходной сигнал преобразователя увеличивается. Это приводит к тому, что электропривод 10 вертикального перемещения поднимает горелку 1 вверх до первоначально заданного значения. При изменении величину проплава от оптимального значения, например увеличении, объем сварочной ванны возрастает и увеличивается степень ее провисания вглубь свариваемого металла. При этом поверхность сварочной ванны опускается. Вследствие действия регулятора 11 напряжения дуги, который увеличивает выходной сигнал, поступающий на входы регулятора 12 скорости подачи присадочного металла и регулятора 13-скорости сварки, увеличиваются подача присадочного металла в зону сварки и скорость сварки. Степень провисания сварочной ванны за счет действия этих регуляторов уменьшается до заданного значения. При уменьшении величины проплава корректировка режима сварки происходит в противоположном направлении. Таким образом, предлагаемое устройство за счет преобразователя 2 и электропривода Ю осуществляет стабилизацию внешней составляющей длины дуги, а за счет действия регуляторов напряжения дуги, подачи присадочного металла и скорости сварки осуществляется контроль и регулирование скрытой составляющей длины дуги, т.е. глубины проплавления. Формула изобретения Устройство для дуговой сварки неплавящимся электродом, содержащее сварочную горелку, привод ее вертикального перемещения шарнирно устанояленный на горелке мундштук для подачи присадочного металла, жестко соединенный с горелкой преобразователь ее вертикального перемещения в электрический сигнал, а также регуляторы длины дуги, подачи присадочного металла и скорости сварки, отличаюи1ееся тем, что, с целью повышения точности контроля и регулирования глубины проплавления
выход преобразователя электрически соединен с приводом вертикального перемещения горелки, а выход регулятора длины дуги соединен с входом регулятора подачи присадочного металла и входом регулятора скорости сварки.
11сточники информации, принятые во внимание при экспертизе
1.Патент США 3264447, кл.219-13, 1967.
2.Авторское свидетельство СССР 544525, кл. В 23 К 9/10, 1974
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки неплавящимся электродом | 1974 |
|
SU544525A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ РЕГУЛ|ИРОВАНИЯ ДЛИНЫ ДУГОВОГО ПРОМЕЖУТКА | 1973 |
|
SU382488A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ регулирования процесса сварки плавлением | 1982 |
|
SU1136905A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
| Устройство для автоматического регулирования глубины проплавления | 1983 |
|
SU1181804A1 |
