Изобретение относится к сварочному производству и может быть использовано при аргонодуговой сварке неплавящимся электродом стыковых соединений без разделки кромок и при аргонодуговой наплавке присадочной проволоки на пластины.
Известен способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом без присадочной проволоки, при котором измеряют один из параметров режима - ток сварки, напряжение на дуге, скорость сварки, рассчитывают разность измеренной и эталонной величин режима и регулируют измеренный параметр, устраняя полученную разность. Этот способ может быть использован и для регулирования одновременно нескольких параметров режима (см. Гладков Э.А. Автоматизация сварочных процессов / Э.А. Гладков, В.Н. Бродягин, Р.А. Перковский.- М.: Изд-во МГТУ им Н.Э. Баумана, 2014. - 421 с. стр. 294, рис. 6.4 а).
Технической проблемой при использовании такого способа является необходимость регулирования одновременно всех измеряемых параметров режима, что делает систему регулирования сложной. При такой системе регулирования предъявляются высокие требования к точности поддержания каждой из измеряемых и регулируемых величин. При определении точности поддержания каждого из параметров режима, суммарное допустимое отклонение регулируемой глубины проплавления должно делиться на число режимов и полученное отклонение должно обеспечиваться каждым параметром режима по отдельности.
Известен способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом без присадочной проволоки стыковых соединений без разделки кромок, при котором измеряют параметры режима - ток сварки, напряжение на дуге, скорость сварки, а изменение этих параметров вследствие воздействия внешних возмущений компенсируют изменением одного из измеряемых параметров, рассчитываемого из условия сохранения постоянства заданной глубины проплавления Н, которую определяют по предварительно полученной экспериментальной зависимости

где М, р, q, r - коэффициенты, определяемые на основе экспериментов,
I - ток дуги,
U - напряжение дуги,
VC - скорость сварки.
(см. патент Японии №50-3987, кл. 12В112.4, кл. В23К 9/12, опублик. 13.02.75). Этот способ автоматического регулирования принят за прототип.
В этом случае требования к точности поддержания регулирующего режима сварки снижаются в три раза, что значительно уменьшает стоимость используемого оборудования. Основной технической проблемой при использовании данного способа является высокая трудоемкость экспериментального определения коэффициентов зависимости (1) и недостаточная точность регулирования, обусловленная существенной зависимостью этих коэффициентов от параметров режима сварки. По последней причине недостаточна стабильность глубины проплавления и связанных с ней других параметров качества сварного соединения.
Для определения каждого из четырех коэффициентов формулы (1) необходимо выполнение минимум трех независимых опытов, при остающихся постоянными остальных параметрах, включая точку с номинальными параметрами режима, по определению зависимости глубины проплавления от значений параметра. При проведении таких опытов необходимо поддерживать два оставшихся параметра режима из трех на постоянном уровне, что для сварочной дуги достаточно затруднительно, так как, например, напряжение дуги зависит не только от длины дуги, но и от ее тока. Всего для определения только показателей степени в формуле (1) потребуется не менее 9 различных опытов, без учета их повторений для повышения точности определения.
Технической проблемой является также то, что зависимость (1) не учитывает влияния на глубину проплавления начальной температуры свариваемых деталей, что требует проведения дополнительных экспериментов при изменении температуры, при которой ведется сварка, например при предварительном или сопутствующем подогреве свариваемых деталей, подогревом от ранее выполненного шва или другом существенном изменении температуры окружающей среды. Наличие известных до сварки отклонений температуры деталей от той, при которой производилось определение коэффициентов, приведет к отклонению номинального значения регулируемой глубины проплавления и его нельзя учесть с помощью формулы (1).
При таком способе регулировании глубины проплавления не учитывается возможность уменьшения числа контролируемых параметров режима сварки за счет отказа от измерения напряжения дуги без ущерба для точности регулирования, поскольку оно незначительно влияет на глубину проплавления в пределах его возможных возмущений.
Технической проблемой является также то, что в известном способе регулирования невозможно учесть отклонения по толщине используемых для сварки пластин, которые влияют на глубину проплавления. Используемый при сварке для заготовок металлический прокат имеет существенные допуски на толщину. Это требует определения новых значений коэффициентов в формуле (1). В случае регулирования без учета изменения толщины проката возникает существенная систематическая погрешность по отношению к номинальной глубине проплавления.
Также способ не может быть применен при аргонодуговой сварке и наплавке с присадочной проволокой, так как не учитывает ее влияния на контролируемые параметры.
В известном способе регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом стыковых соединений без разделки кромок с присадочной или без присадочной проволоки, при котором измеряют ток и скорость сварки и их изменение вследствие воздействия внешних возмущений компенсируют регулированием одного измеряемого параметра, рассчитываемого из условия сохранения постоянства глубины проплавления, которую определяют по математической зависимости.
В отличие от прототипа при номинальных параметрах сварки, номинальных начальной температуре свариваемых деталей и их толщине дополнительно измеряют ширину сварочного шва, задают температуру плавления металла и используют для расчета регулирующего параметра сварки математическую зависимость температуры в пластине при действии на его поверхности точечного источника тепла, в виде

где TL - температура плавления металла изделия, °С;
Т0 - номинальная начальная температура пластин изделия, °С;
К - коэффициент пропорциональности, равный
K=2qУ/[cρ(4π)1,5], (см3°С)/(А⋅с), в котором qУ - отношение эффективной мощности сварочной дуги к току сварки, Вт/А,
I - ток сварки, А,
сρ - объемная теплоемкость материала изделия, Дж/(см3°С),
а - коэффициент температуропроводности материала изделия, см2/с,
х - координата, положительная в направлении сварки, отсчитываемая от оси теплового пятна сварочной дуги, см,
VС - скорость сварки, см/с,
t - время с момента начала действия дуги, до наступления установившегося состояния проплавления изделия, с;
у - координата, перпендикулярная направлению сварки, см,
Н0 - номинальная глубина проплавления, см;
δ - номинальная толщина свариваемых пластин, см;
n - целые числа от -∞ до +∞,
для которой коэффициент температуропроводности а и коэффициент пропорциональности К рассчитывают по значениям ширины и глубины проплавления эталонного шва.
Технический результат предлагаемого способа заключается в значительном сокращении экспериментов по определению коэффициентов математической зависимости глубины проплавления от параметров сварки, повышении точности регулирования глубины проплавления за счет снижения зависимости коэффициентов, определяемых экспериментально, от параметров режима сварки и учете влияния температуры свариваемых деталей на глубину проплавления без проведения дополнительных экспериментов. Фактически необходим только один эксперимент по сварке эталонного шва и измерение после него глубины проплавления шва и ширины шва. Этот результат возможен благодаря установленной зависимости, что адекватное описание формы температурного поля с помощью аналитической зависимости, представляющей действие движущегося точечного источника тепла на поверхности пластины, позволяет, при измерении двух размеров шва, отыскать точные значения соответствующих им коэффициента температуропроводности а и коэффициента пропорциональности К и использовать их впоследствии для расчета регулирующего параметра режима для стабилизации глубины проплавления при сварке. Это позволяет с достаточно высокой точностью определять коэффициенты передачи для регулирования любым из параметров режима по отношению к глубине проплавления.
Дополнительно достигается технический результат, заключающийся в том, что не производятся измерение и регулирование напряжения дуги, за счет использования понятия об удельной эффективной мощности дуги при номинальном токе сварки, что обусловлено слабой зависимостью этого параметра от напряжения дуги в области возможных возмущений по току сварки и длине дуги.
Техническим результатом является также то, что способ позволяет учитывать до сварки известные изменения толщины свариваемых деталей в пределах допусков на прокат без проведения дополнительных экспериментов.
К техническому результату можно отнести также то, что способ позволяет учитывать до сварки известные изменения температуры свариваемых деталей без проведения дополнительных экспериментов.
Кроме того, техническим результатом является также то, что способ можно использовать при сварке стыковых соединений без разделки кромок и наплавке на пластины с подачей в сварочную ванну присадочной проволоки, так как при одновременном измерении глубины проплавления и ширины шва учитывается влияние присадочной проволоки на распространение тепла при сварке, значения используемых коэффициентов и, следовательно, на глубину проплавления.
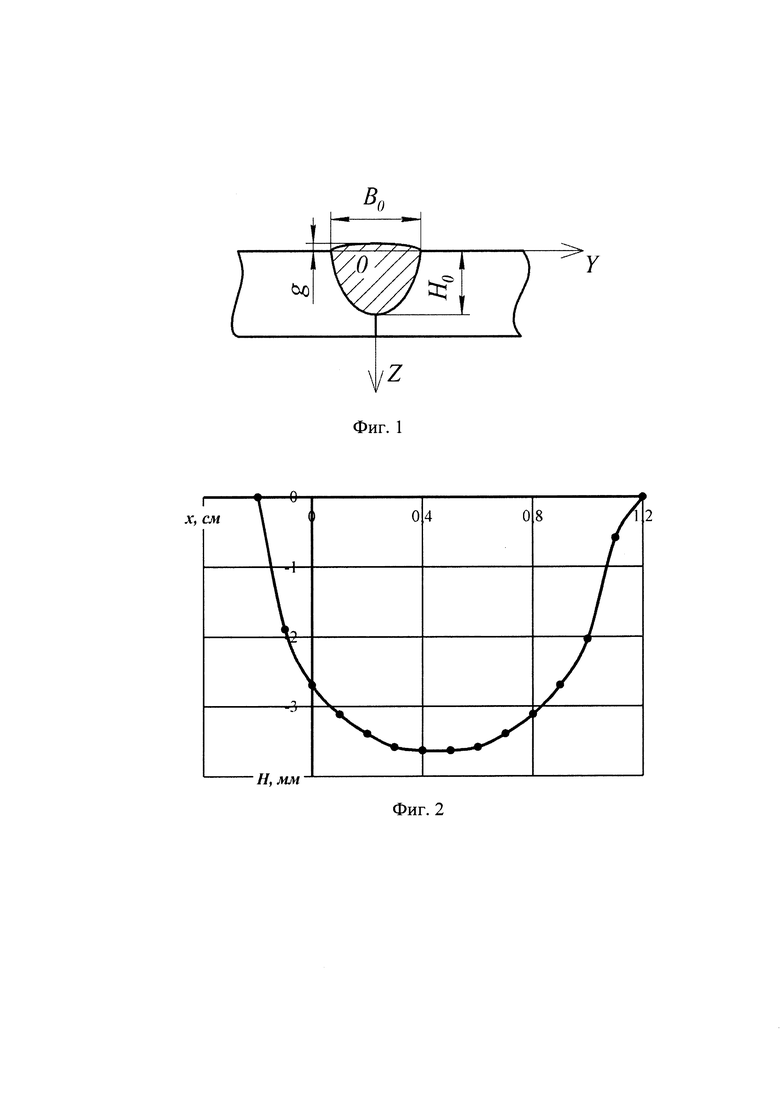
На фиг. 1 показано поперечное сечение провара, на фиг. 2 представлен продольный профиль провара, на фиг. 3 - изотерма сварочной ванны, на фиг. 4 - зависимости удельной эффективной мощности дуги от тока дуги; на фиг. 5 - зависимость эффективного КПД дуги от тока дуги, на фиг. 6 - зависимости глубины проплавления и ширины шва от коэффициента пропорциональности К, на фиг. 7 - зависимость размеров шва от коэффициента температуропроводности а, на фиг. 8 - зависимости глубины проплавления и ширины шва от скорости сварки, на фиг. 9 - зависимость глубины проплавления и ширины шва от начальной температуры пластины, на фиг. 10 - зависимости глубины проплавления и ширины шва от толщины пластины, на фиг. 11 - схема получения изолиний, на фиг. 12 - изолиния «коэффициент пропорциональности - коэффициент температуропроводности», на фиг. 13 - изолиния «ток - скорость сварки», на фиг. 14 - схема регулирования процесса сварки по предлагаемому способу.
На фиг. 1 показано поперечное сечение первого слоя двухстороннего сварочного шва стыкового соединения из пластин без разделки кромок с неполной глубиной проплавления. В0 - максимальная ширина сварочной ванны (шва) на наружной поверхности пластин (со стороны действия сварочной дуги). Н0 - номинальная (эталонная) глубина проплавления шва. При регулировании требуется стабилизировать глубину проплавления Н0. На фиг. 1 показаны оси при расчете температур - ось Y - перпендикулярная направлению скорости сварки и ось Z, направленная от наружной поверхности пластины со стороны действия сварочной дуги. Глубина проплавления Н0 имеет допускаемые отклонения от номинальной глубины ±ΔН0, которое должно обеспечить перекрытие швов по толщине пластин после сварки второго аналогичного шва. Номинальный провар и допускаемые отклонения могут устанавливаться разработчиком технологии сварки или приводиться в нормативных документах. Максимальная глубина проплавления имеет место по оси шва при поперечной координате у=0. Шов может быть получен и с использованием присадочной проволоки, поэтому имеет выпуклость g.
На фиг. 2 представлен продольный профиль провара по толщине пластины вдоль оси X при поперечной координате у=0, рассчитанный с помощью формулы для точечного источника тепла, действующего на поверхности плоского слоя.
Формула для расчета приращения температур ΔT в точке тела от действия такого источника тепла имеет вид

где Т - температура точки изделия, °С;
Т0 - начальная температура пластины, °С;
qИ - эффективная мощность источника тепла, Вт;
сρ - объемная теплоемкость материала пластины, Дж/(см3°С);
а - коэффициент температуропроводности пластины, см2/с;
х - координата в направлении движения источника тепла, отсчитываемая от оси источника тепла, см;
VС - скорость движения источника тепла, см/с;
t - время с момента начала действия движущегося источника тепла, с;
у - координата, перпендикулярная направлению движения источника тепла, отсчитываемая от оси источника тепла, см;
z - координата, перпендикулярная направлению движения источника тепла и плоскости пластины, на которой действует источник тепла, см;
δ - толщина пластины, см;
n - целые числа от -∞ до +∞.
Формула (3) приводится в учебнике «Теория сварочных процессов» / В.Н. Волченко М. и др. Под ред. В.В. Фролова. - М: Высшая школа, 1988. - 559 с. С. 186.
Конкретное количество чисел n задает число членов ряда (количество интегралов), которое нужно вычислить. Оно зависит от требуемой точности вычислений последнего члена ряда в формуле (3). Чем больше число n по абсолютной величине, тем меньше последний интеграл ряда. Точность вычисления температуры в точке быстро повышается с увеличением n по абсолютной величине. При вычислении температур ограничение числа n производится заданием отношения последнего члена ряда к сумме всех предыдущих членов ряда. При расчетах температур в сталях число n=N не превышает 10 по абсолютной величине. Первый член ряда вычисляется при n=0 и число n перестают увеличивать по абсолютной величине, когда достигается требуемая точность вычислений температуры.
Верхний предел интегрирования времени t выбирается таким, чтобы температурное поле в пластине было установившемся (квазистационарным). Это такое состояние температурного поля, когда температура всех точек тела в зоне сварки изменяется на пренебрежимо малую величину. При таком состоянии глубина проплавления и ширина шва достигают номинальных значений с высокой точностью. Значение t, как и значение n выбирается исходя из требуемой точности вычислений. Эксперименты и расчеты показывают, что в условиях двухсторонней сварки стыковых соединений (толщина пластин 6-8 мм) такое состояние достигается примерно за 10 секунд для сталей и 15 секунд для алюминиевых сталей с очень высокой относительной точностью расчета температуры не ниже 0,1%.
Величину эффективной мощности qИ в формуле (3) для сварочной дуги следует определять по формуле

где I - ток сварки (дуги), А;
qУ - удельная эффективная мощность дуги, равная частному от деления экспериментального значения эффективной мощности на ток сварки, Вт/А.
Поэтому в уравнении (2) также следует использовать вместо эффективной мощности дуги qИ выражение (4). Такая форма позволяет выделить непосредственно влияние тока сварки как параметра режима на температуру изделия и глубину проплавления.
Из формулы (3) видно, что температура точек тела пропорциональна эффективной мощности источника тепла и обратно пропорциональна объемной теплоемкости пластины. Поэтому температура будет пропорциональна отношению этих величин. Это позволяет определять экспериментально и использовать в формуле (3) не каждую из этих величин по отдельности, а их отношение, и в дальнейшем при регулировании глубины проплавления оперировать этим отношением. С учетом постоянных чисел обозначим этот коэффициент К, не включая в него ток сварки, который может изменяться в процессе сварки вследствие действия возмущений

Размерность коэффициента К - (см3⋅-°С)/(А⋅с). При умножении К на ток сварки получим размерность (см3⋅°С)/с.
В этом случае получается, что в формуле (3) остаются только два неизвестных: коэффициент пропорциональности К и коэффициент температуропроводностся а. Для их однозначного определения на номинальном (эталонном) режиме нужно знать две независимые температуры в двух точках тела при известных координатах этих точек х, у, z. Тогда из формулы (3) можно составить систему уравнений относительно неизвестных коэффициентов. Так как известно, что на границе шва с основным металлом при сварке температура всегда равна температуре плавления, можно использовать ширину шва и глубину проплавления для отыскания постоянных коэффициентов К и а в формуле (3), а затем применять эти коэффициенты при расчете регулирующего параметра - тока или скорости сварки. При этом обеспечивается высокая точность определения регулирующего воздействия, так как полученные коэффициенты изменяются очень мало при имеющих место возмущениях параметров сварки.
Вместо координаты z в формуле (3) при составлении уравнения (2) использована номинальная (эталонная) глубина проплавления Н0, так как на ее основе производится расчет регулирующего параметра сварки - тока сварки или скорости сварки, то есть при регулировании она является известной заданной величиной, а неизвестным является значение регулирующего параметра - тока сварки или скорости сварки.
Величина qУ в литературе получила название вольтова эквивалента эффективной мощности или удельного теплового потока. Последнее название не совсем точно отражает сущность данного параметра, так как понятие плотность теплового потока включает площадь, на которую действует мощность. Более точно называть эту величину удельной эффективной мощностью. Величина qУ слабо зависит от тока и длины дуги, а, следовательно, и от напряжения дуги. Это обусловлено тем, что эффективная мощность при сварке неплавящимся электродом преимущественно передается изделию от приэлектродной области дуги у изделия.
Известно, что эффективная мощность сварочной дуги часто определяют по формуле

где U - напряжение сварочной дуги, В;
ηИ - эффективный КПД сварочной дуги.
Эффективный КПД сварочной дуги прямой полярности в аргоне с неплавящимся вольфрамовым электродом в литературе рекомендуют принимать в диапазоне 0,65-0,75 (см., например, Ерохин А.А. Основы сварки плавлением. М.: Машиностроение, 1973, 448 с. С. 13, таблица 1.2). Отклонение от среднего значения составляет здесь ±8%. Во многих случаях оно значительно больше. Такой разброс значений КПД обусловлен изменением таких условий, как длина дуги, скорость сварки, угол заточки электрода и т.п. С увеличением длины дуги эффективный КПД обычно уменьшается. Это вызвано ростом напряжения в столбе дуги и постоянством полезной (эффективной) мощности, передаваемой дугой изделию ее приэлектродной областью. При удлинении дуги прирост мощности дуги происходит в основном за счет увеличения выделения энергии в столбе дуги и практически весь теряется в окружающую среду. В отличие от КПД удельная эффективная мощность qУ практически не зависит от тока, длины и напряжения дуги. Это позволяет при автоматическом регулировании глубины проплавления по уравнению (2), определив предварительно из опыта коэффициент К, в который сомножителем входит qУ, не производить измерения и регулирование напряжения дуги в процессе сварки. Удельная эффективная мощность qУ также очень слабо зависит от тока дуги. Это позволяет, рассчитав коэффициент К по размерам шва при номинальных параметрах сварки, принять его постоянным и в дальнейшем использовать для расчета регулирующего параметра сварки при возмущениях по току дуги.
Эффективный КПД дуги приближенно оценивают по формуле

где UП - напряжение, соответствующее вкладу в эффективную мощность приэлектродных областей дуги (катодной или анодной).
На прямой полярности дуги

где UА - анодное падение напряжения дуги у изделия, В;
UВ - напряжение соответствующее численному значению работе выхода электрона из металла изделия-анода, В.
На обратной полярности дуги

где UК - катодное падение напряжения дуги у изделия, В;
UВ - напряжение соответствующее численному значению работе выхода электрона из металла изделия-катода, В.
В дуге однофазного переменного тока UП равно полусумме из (8) и (9)

Формулы (7-10) приведены в монографии Г.И. Лескова «Электрическая сварочная дуга», М.: Машиностроение, 1970. - 335 с.
UП в формулах (7-10) фактически представляет из себя достаточно точную оценку удельной эффективной мощности qУ.
В связи с тем, что приэлектродные падения напряжения дуги практически не зависят от длины дуги и слабо зависят от тока дуги, то и qУ от них зависит очень мало. Это позволяет включить и использовать qУ в уравнении (2) и формуле (3) как постоянную величину в коэффициенте К. На основе эксперимента в предлагаемом способе регулирования определяется не само значение qУ, а коэффициент пропорциональности К, в который qУ входит сомножителем. Тогда возмущающее воздействие по току сварки будет приводить к пропорциональному изменению множителя К⋅I в уравнении (2) и можно вести расчет регулирующего параметра сварки - тока или скорости сварки.
Приравняв выражение (3) равным температуре плавления TL, отсчитываемой от нуля градусов Цельсия и учитывая начальную температуру пластин Т0, получаем уравнение (2), и с его помощью можно рассчитать глубину сварочной ванны в любой плоскости по толщине пластины, в том числе максимальную при координате у=0, то есть найти координаты х, z, при которых Т=TL. Значение координаты z принимается в формуле (3) равным номинальной глубине проплавления Н0. При этом формула (3) превращается в уравнение (2). Для отыскания координаты z с температурой, равной температуре плавления, может, например, для каждой выбранной координаты х использоваться метод деления отрезка между плоскостями пластин пополам (метод дихотомии). Отыскание максимальной глубины проплавления может производиться численным методом последовательной подстановкой координат х с определенным шагом Δх. При вычислении профиля на фиг. 2 шаг Δх выбирался 0,1 см = 1 мм. Таким образом, профиль, представленный на фиг. 2 является эталонным расчетным продольным профилем сварочной ванны по оси шва.
Рекомендуемые значения теплофизических коэффициентов при расчете профиля на фиг. 2 принимались для высоколегированной стали 304L (США): объемная теплоемкость сρ=3,476 Дж/(см3°С), коэффициент температуропроводности а=0,0432 см2/с.
(см. Сидоров В.П. Двухдуговая двусторонняя сварка неплавящимися электродами в аргоне / В.П. Сидоров, С.А. Хурин. Тольятти: Изд-во ТГУ, 2015. 191 с. С. 67-68).
Толщина пластин при расчете принималась δ=0,6 см, эффективная мощность источника тепла qИ=1350 Вт, скорость сварки VС=0,43 см/с.При удельной эффективной мощности qУ=6,0 Вт/А этой мощности соответствует ток сварки I=225 А.
Значение коэффициента К при данных параметрах расчета
К=2qУ/cρ(4π)1,5=2⋅6/(3,476⋅44,54)=7,75⋅10-2 (см3°С)/(А⋅с).
Температура плавления высоколегированной стали, отсчитываемая от 0°С принималась TL=1440°С. Номинальная температура деталей перед сваркой принималась Т0=20°С. Таким образом, номинальная (эталонная) расчетная температура плавления (TL-T0) при расчете размеров сварочной ванны составляла 1420°С. Верхний предел интегрирования времени t в уравнении, составленном по формуле (3) принимался t=40 секунд, в результате дальнейшего увеличения времени глубина проплавления изменялась менее чем на 0,01%. Разбиение одной секунды при вычислении одного интеграла из ряда в уравнении на отрезки составляло М=50. При этом время расчета одной точки профиля на обычном персональном компьютере составляет 1-2 секунды. При оптимизации компьютерной программы и использовании более быстродействующего компьютера время вычисления регулирующего параметра по уравнению (3) может составлять порядка 0,01 с и менее.
Максимальная глубина проплавления для профиля на фиг. 2 Н0=0,36 см, что составляет 60% от толщины пластины. Выбор такого же значения Н0 для второго шва обеспечивает перекрытие швов по высоте при двухсторонней сварке на 0,12 см = 1,2 мм - 20% от толщины пластины.
Расчеты по уравнению (3) производились программированием вычислений путем задания необходимой точности вычисления глубины проплавления, которая составляла 0,01 мм. При этом число положительных и отрицательных членов ряда в уравнении (3) не превышало n=N=±10. Программа автоматически прекращает вычисления при достижении заданной точности вычислений последнего члена ряда (2) или (3).
Определение точек профиля на фиг. 2 производилось следующим образом. Координата по оси Y задается у=0, так при этом обеспечивается максимальная глубина проплавления. Затем задается точка с координатой х=0 и методом дихотомии вычисляется значение координаты z, представляющей граничную точку с температурой плавления. После этого координата х изменяется с определенным шагом и расчет повторяется. При расчетах положительное направление оси х для удобства выбирали противоположно направлению сварки, что достигается изменением знака при х в уравнении (3). Из полученных значений глубины проплавления выбирается точка с максимальным значением Н0.
Методы решения нелинейных уравнений типа (2 или 3) подробно изложены в специальной литературе, например см. Дьяконов В.П. Справочник по алгоритмам и программам на языке бейсик для персональных ЭВМ. - М.: Наука, 1987 - 240 с., С. 86-91, программы 4.11…4.19. В определенное место таких программ программируется вычисления по исходной функции, по которой составляется уравнение. В нашем случае для профиля на фиг. 2 это функция (3). Метод дихотомии изложен в программе 4.15 на стр. 89 этого справочника.
Обычно проблемой при использовании формул типа формулы (3) для расчета температур при сварке при линейной постановке задачи (теплофизические коэффициенты принимаются не зависящими от температуры) является именно назначение величин этих коэффициентов, так как в действительности они в определенной степени зависят от температуры. Обычно добиваются наилучшей сходимости расчетных и опытных термических циклов, выбирая значения коэффициентов для некоей усредненной температуры сварки. Рекомендации по выбору такой усредненной температуры сварки обоснованы пока недостаточно. Однако, если использовать два параметра температурного поля (в предлагаемом способе регулирования это глубина проплавления и ширина шва), то можно получить два точных значения коэффициентов К и а. При этом отпадает необходимость измерения эффективной мощности сварки, которое заменяется более простым определением эталонной ширины шва В0. Именно это лежит в основе основного технического результата предлагаемого технического решения. Такой методикой устраняются неточности математической модели, вызванные принятием допущения о постоянстве теплофизических коэффициентов, отсутствии учета их зависимости от температуры.
При составлении второго уравнения системы уравнений для расчета коэффициентов формула (3) примет вид

В уравнении (11) вместо координаты у используется половина номинальной (эталонной) ширины шва В0, а вместо координаты z подставляется z=0, так максимальная ширина шва будет иметь место на поверхности пластины со стороны действия источника тепла.
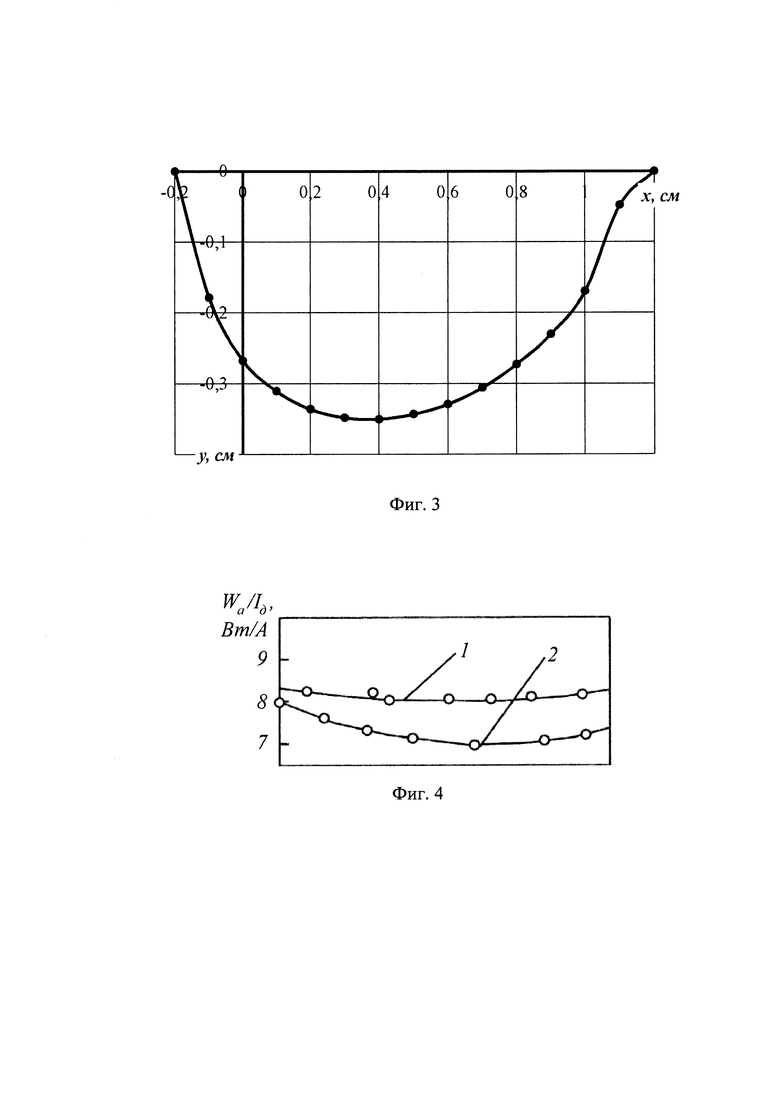
На фиг. 3 представлена расчетная полуизотерма сварочной ванны на поверхности пластин со стороны действия источника тепла, полученная с помощью уравнения, составленного по формуле (3). Параметры источника тепла и теплофизические коэффициенты аналогичны кривой на фиг. 2. Координата z в уравнении (3) была принята z=0. Приведена одна половина изотермы, так как такая изотерма симметрична относительно продольной оси X. Порядок построения изотермы аналогичен построению профиля провара для фиг. 2. Отличие заключается в том, что при использовании для расчета метода дихотомии (деления отрезка пополам) необходимо производить поиск границы сварочной ванны внутри отрезка Δу, размер которого должен выбираться заведомо больше максимальной ширины сварочной ванны. Это делается таким образом, что удаленная граница зоны расчета берется пропорционально толщине свариваемых пластин, например 3δ, что заведомо больше половины эталонной ширины шва.
Другим вариантом является приближенная оценка ширины шва по известной простой формуле для точечного быстродвижущегося источника тепла, дающей несколько завышенное значение ширины шва, по сравнению с источником тепла, движущимся с ограниченной скоростью.
Затем задается точка с координатой х и методом дихотомии вычисляется значение координаты у, представляющей граничную точку с температурой плавления. После этого координата х изменяется с определенным шагом и расчет повторяется. При построении изотермы положительное направление оси х для удобства выбирали противоположно направлению сварки, что достигается изменением знака при х в уравнении (3). Из полученных значений ширины сварочной ванны выбирается точка со значением ширины шва В0. Эта точка всегда находится в направлении, противоположном направлению сварки, поэтому первое значение х можно принимать х=0, а затем изменять его с определенным шагом. При построении изотермы на фиг. 3 шаг по X Δх = 0,1 см = 1 мм.
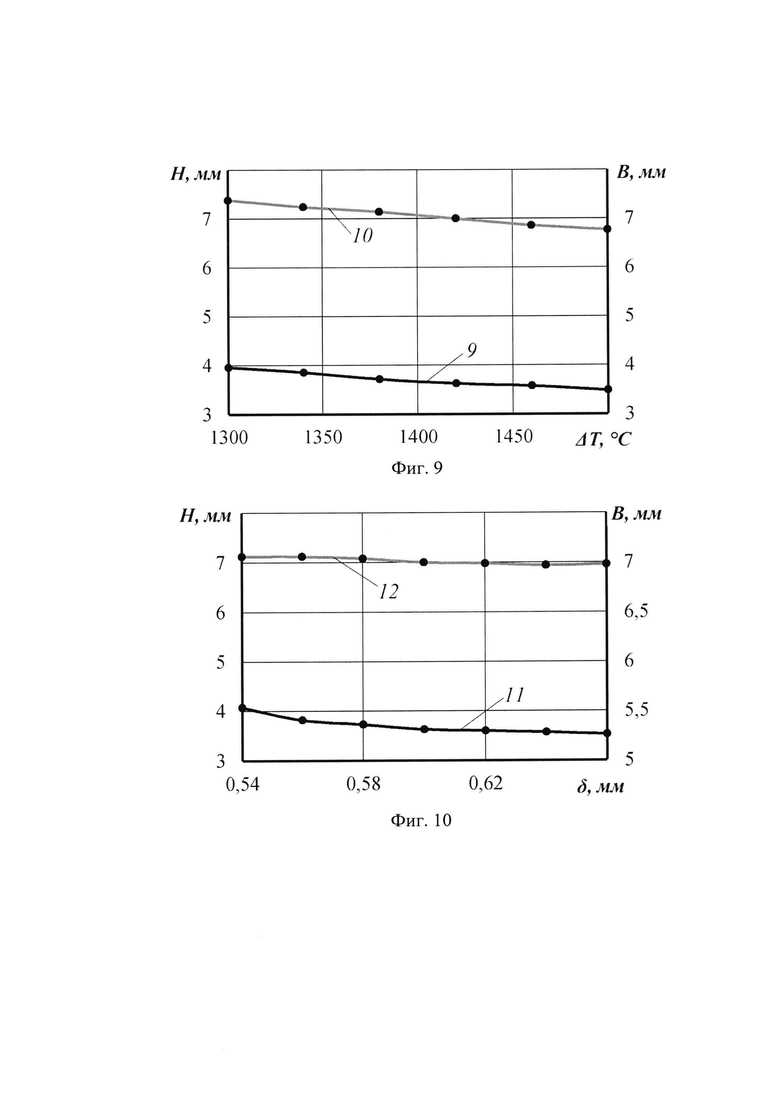
На фиг. 4 представлены зависимости удельной эффективной мощности qУ от тока дуги прямой полярности в аргоне в медный анод по литературным данным.
В данном случае формула для qУ имеет вид
qУ=Wa/Iд,
где Wa - эффективная мощность в анод сварочной дуги, Вт;
Iд - ток дуги (сварки), А.
Кривая 1 показывает зависимость при использовании в качестве вольфрамового электрода чистого вольфрама диаметрами 3,2 мм и 1,6 мм, кривая 2 - зависимость при использовании торированного вольфрамового электрода диаметром 3,2 мм. Наибольшее изменение удельной эффективной мощности имеет место для кривой 2 и составляет в диапазоне токов дуги 50-70 А 0,2 Вт/А, что при отклонении тока дуги на 10 А приведет к погрешности определения эффективной мощности дуги всего на 2 Вт, что составляет примерно 0,3%.
Зависимости на фиг. 4 и обозначения величин приведены в монографии А.В. Савинова и др. «Дуговая сварка неплавящимся электродом». М.: Машиностроение. 2011. - 477 с. С. 82, рис. 1.57.
На фиг. 5 приведена зависимость эффективного КПД дуги прямой полярности в аргоне с неплавящимся электродом от тока дуги. Использовался электрод марки ЭВИ диаметром 2 мм с углом заточки 30 градусов при длине дуги 1 мм. При изменении тока дуги с 10 до 40 А эффективный КПД дуги увеличился с 0,5 до 0,7.
Эта зависимость также приведена в монографии А.В. Савинова и др. «Дуговая сварка неплавящимся электродом». М.: Машиностроение. 2011. - 477 с., С. 94, рис. 1.71.
Зависимость на фиг. 5 свидетельствует о существенном влиянии тока на эффективный КПД и о том, что этим коэффициентом не следует пользоваться при определении эффективной мощности дуги в случае регулирования глубины проплавления по математической зависимости (2). В этом случае отклонение эффективного КПД от среднего значения около 17%, что намного больше погрешности при использовании удельной эффективной мощности qУ. Чтобы определить приближенное значение эффективной мощности с помощью эффективного КПД необходимо знать напряжение дуги, которое также зависит от тока дуги и ее длины. Зависимость удельной эффективной мощности от тока дуги и длины дуги значительно меньше. Аналогично и другие параметры дуги (диаметр, угол заточки электрода) слабо влияют на удельную эффективную мощность в отличие от КПД дуги. Это позволяет при регулировании глубины проплавления по предлагаемому способу, определив расчетом на основе опыта коэффициент К и коэффициент температуропроводности а на эталонном режиме, не определять эффективную мощность дуги qИ, включить в коэффициент К удельную эффективную мощность qУ, и использовать последнюю при возмущениях не только тока сварки, но и напряжения дуги.
На фиг. 6 показана расчетная зависимости максимальной глубины проплавления Н0 и ширины шва В0 от коэффициента К. Теплофизические параметры расчета оставались такими же, как для зависимости на фиг. 2. Кривая 3 представляет зависимость для глубины проплавления Н, а кривая 4 для ширины шва В. Значения коэффициента К на фиг. 6 увеличены в 100 раз.
В интервале коэффициентов К с центром в точке номинального режима К=7,75⋅10-2 (см3°С)/(А⋅с) средний коэффициент передачи для глубины проплавления kПН=ΔН/ΔК=0,65/1,72⋅10-2=0,378⋅102 мм/[(см3°С)/(А⋅с)]. Средний коэффициент передачи для ширины шва kПВ=ΔВ/ΔК=0,94/1,72⋅10-2=0,547⋅102 мм/[(см3°С)/(А⋅с)].
На фиг. 7 представлены расчетные по формуле (3) зависимости глубины проплавления и ширины шва от коэффициента тепературопроводности. Остальные параметры расчета и коэффициенты были как для профиля на фиг. 2.
Значение коэффициента К=7,75⋅10-2 (см3°С)/(А⋅с), qИ=1350 Вт, чему соответствует ток сварки I=225 А.
Кривая 5 относится к глубине проплавления Н, а кривая 6 к ширине шва В. Из зависимостей 5 и 6 видно, что увеличение коэффициента температуропроводности приводит к уменьшению глубины проплавления и ширины шва.
На фиг. 8 показаны расчетные по формуле (2) зависимости максимальной глубины проплавления Н и ширины шва В от скорости сварки. Параметры расчета остались такими же, как для профиля сварочной ванны на фиг. 2. Кривая 7 представляет зависимость для глубины проплавления, а кривая 8 - для ширины шва В. Значение коэффициента К=7,75⋅10-2 (см3°С)/(А⋅с).
В интервале скоростей сварки VC=0,38-0,48 см/с средний коэффициент передачи для глубины проплавления kПН=ΔH/ΔVС=(0,56)/0,1=5,6 мм/(см/с). Для ширины шва kПВ=ΔАВ/ΔVC=(0,75)/0,1=7,5 мм/(см/с).
На фиг. 9 представлены расчетные зависимости максимальной глубины проплавления и ширины шва от разности ΔT между температурой плавления TL и начальной температурой деталей Т0 Эта разность характеризует температуру подогрева изделия. Кривая 9 относится к глубине проплавления, кривая 10 - к ширине шва. Другие параметры расчета соответствуют данным для фиг. 2.
Значение коэффициента К=7,75⋅10-2 (см3°С)/(А⋅с). Кривые на фиг. 9 показывают, что отклонения температуры деталей будут приводить к погрешностям регулирования глубины проплавления. Коэффициент передачи для кривой 9 kП=ΔН/ΔТ=0,49/200=2,45⋅10-3 мм/°С, для кривой 10 kП=ΔВ/ΔТ=0,61/200=3,05⋅10-3 мм/°С. При существенных изменениях начальной температуры деталей, как, например, при предварительном или сопутствующем их подогреве при регулировании по известному способу необходимо будет проводить новые эксперименты для определения эмпирических коэффициентов в формуле (1), что весьма трудоемко. При регулировании по предлагаемому способу можно расчетным путем скорректировать режимы сварки: ток и скорость сварки и проверить экспериментально значение глубины проплавления.
На фиг. 10 даны расчетные зависимости глубины проплавления и ширины шва от толщины пластины. Кривая 11 показывает зависимость для глубины проплавления, а кривая 12 - для ширины шва. Параметры расчета использовались как при построении профиля на фиг. 2. С увеличением толщины пластины глубина проплавления и ширина шва уменьшается, что будет приводить к постоянной ошибке регулирования, если не откорректировать режим сварки и не учитывать при расчетах при регулировании изменение толщины пластин.
На фиг. 11 представлена схема построения изолиний. Кривая 13 представляет зависимость глубины проплавления Н0 от коэффициента К при коэффициенте температуропроводности а=0,03 см2/с, кривая 14 при а=0,04 см2/с, а кривая 15 при а=0,05 см2/с. Через эти кривые проводится линия, параллельная оси коэффициента К при значении Н=Н0. Точки пересечения этой прямой с кривыми 13, 14, 15 дают координаты значений К1, К2, К3 при разных коэффициентах температуропроводности и дают возможность построить изолинию «коэффициент К - коэффициент температуропроводности а» на фиг. 12.
Аналогично строится график второй изолинии для ширины шва В0.
На фиг. 12 представлены изолинии «коэффициент К - коэффициент температуропроводности а» для заданных значений номинальной глубины проплавления Н0 и номинальной ширины шва В0. Кривая 16 представляет изолинию для глубины проплавления Н0, а кривая 17 - изолинию для ширины шва В0. Изолиния - это такая кривая, на которой любая точка с различными коэффициентами К и а дает одинаковое значение исследуемого параметра. В данном случае любая точка на кривой 16 дает одинаковую номинальную глубину проплавления Н0, а любая точка на кривой 17 дает одинаковую номинальную ширину шва В0. Поскольку сочетание номинальной глубины проплавления и номинальной ширины шва для номинального режима единственное, то изолинии 16 и 17 имеют одну точку пересечения, которая дает единственные значения искомых коэффициентов К и а. Эти значения необходимо использовать для расчета величины регулирующего параметра сварки при его расчете по уравнению (2), что обеспечивает высокую точность регулирования глубины проплавления. Согласно фиг. 12 можно принять а=0,05 см2/с, К=8,4⋅10-2 (см3°С)/(А⋅с).
Построение изолиний фактически представляет графический способ решения системы двух нелинейных уравнений (2) и (11), составленных по формуле (3). В этом случае в одном из уравнений координата у=0, a z=H0, а в другом z=0, а у=В0/2. В обоих уравнениях, решаемых численным путем с помощью изолиний, координата по оси X изменяется с небольшим шагом Δх.
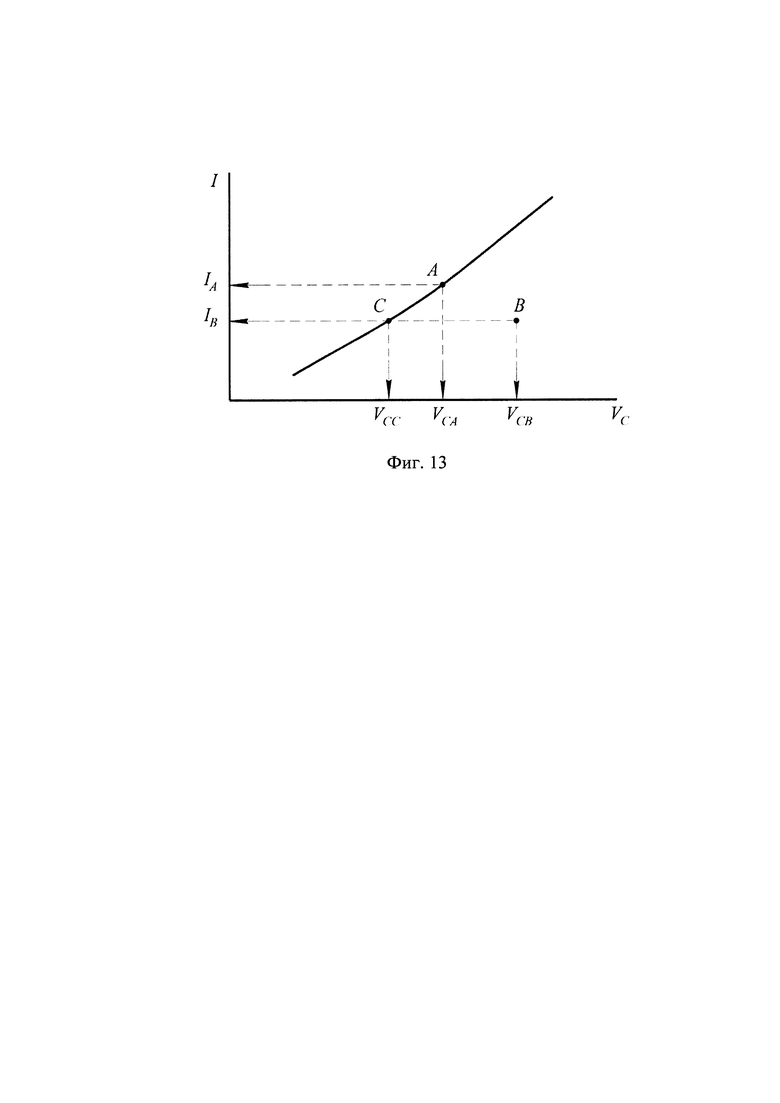
На фиг. 13 представлена расчетная изолиния «ток - скорость сварки» для номинальной глубины проплавления. При расчете параметры были аналогичными, как при расчете профиля на фиг. 2. Граничные значения токов на изолинии 208 А - 242 А. Граничные значения скоростей сварки 0,4 -0,47 см/с. Строили зависимости необходимого тока для нескольких скоростей сварки при номинальном проваре. Затем проводили линию, параллельную оси скоростей сварки и получали в точках пересечения этой линии с кривыми координаты искомых точек изолинии. Любая точка на изолинии (значения токов и скоростей сварки) дает одинаковую максимальную глубину проплавления Н0. Изолинию можно рассматривать как регулировочную кривую по предлагаемому способу регулирования. Номинальным параметрам процесса соответствует точка А на изолинии, ток IА и скорость сварки VCA. При расположении вследствие действия возмущений рабочей точки процесса в точке В за пределами изолинии текущие значения тока IB и скорости сварки VCB в общем случае каждое имеют отклонения от номинальных значений. При регулировании по предлагаемому способу необходимо изменить только скорость сварки или ток сварки. При регулировании скорости сварки, рабочей точкой процесса станет точка С с измеренным током IB и новым значением скорости сварки VCC.
Для упрощения системы регулирования полученная изолиния может с высокой точностью аппроксимироваться до сварки и вместо уравнения (2) использоваться для регулирования. Это значительно сократит объем и время вычислений в процессе регулирования. Изолинию, представленную на фиг. 13 аппроксимировали параболой вида

где В0, В1, В2 - коэффициенты аппроксимации, определяемые по точкам кривой на фиг. 13. В результате аппроксимации получили значения коэффициентов
В0=0,842 см/с, B1=-5,72⋅10-3 см/(сА), В2=17,28⋅10-5 см/(сА2).
Аналитические и аппроксимирующие значения при этих коэффициентах совпадают с точностью выше 0,01%.

Компьютерная программа для расчета коэффициентов по параболической регрессии приведена в справочнике: Дьяконов В.П. Справочник по алгоритмам и программам на языке бейсик для персональных ЭВМ. - М.: Наука, 1987 - 240 с., С. 142 программа 5.24.
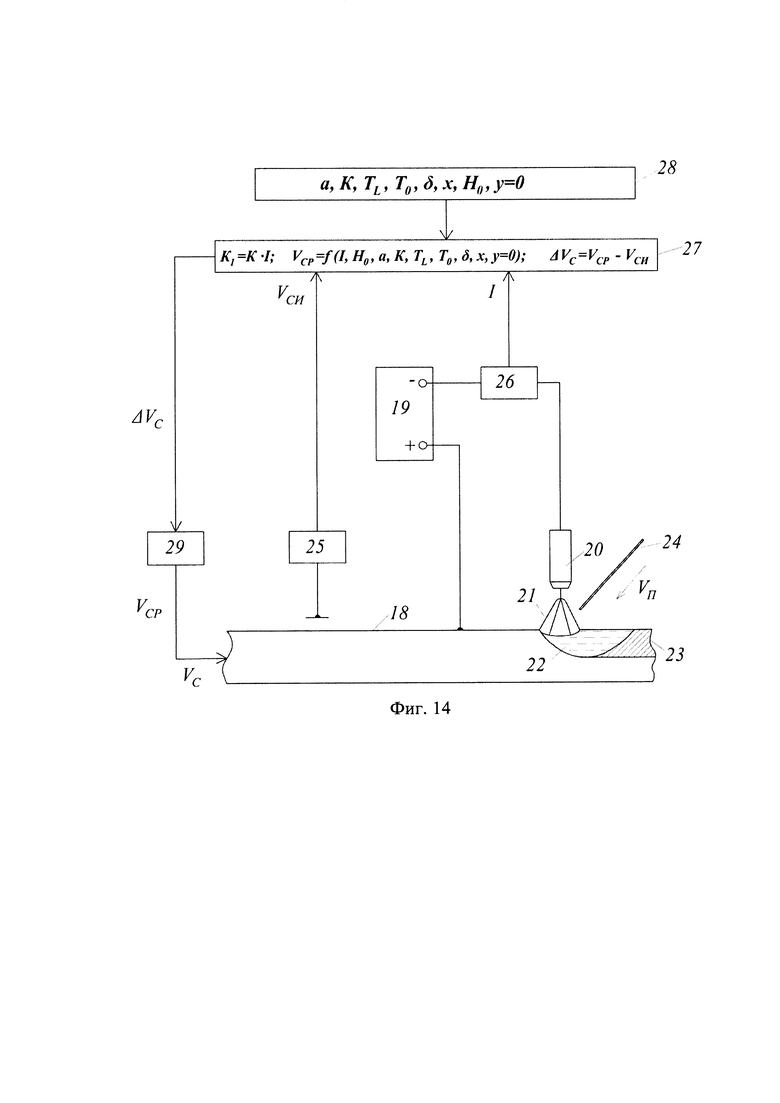
На фиг. 14 показана схема автоматического регулирования по предлагаемому способу. Свариваемое изделие 18 подается в зону сварки со скоростью VC. Источник питания 19 подключается положительным полюсом к изделию 18, а отрицательным полюсом к неплавящемуся электроду сварочной горелки 20. Между неплавящимся электродом горелки 20 и изделием 18 возбуждается электрическая дуга 21 и расплавляются кромки свариваемого изделия 18. Образуется сварочная ванна 22 и после затвердевания расплавленного металла возникает шов 23 с номинальной глубиной проплавления Н0 и номинальной шириной В0. Измерение их величин производится после сварки эталонного образца. В сварочную ванну 22 в промежуток между неплавящимся электродом сварочной горелки 20 и сварочной ванной 22 подается присадочная проволока 24 со скоростью VП, равной скорости ее расплавления теплом дуги. Процесс сварки контролируется с помощью датчика скорости сварки 25, датчика силы сварочного тока 26. Данные по скорости сварки и тока сварки с датчиков 25,26 поступают в вычислительное устройство 27. В блоке памяти 28 хранятся и передаются в вычислительное устройство 27 значения определенных заранее и принятых теплофизических коэффициентов: температуропроводности а, коэффициента К, температуры плавления металла TL и его начальной температуры Т0, толщины пластин δ, значение координаты х для номинальной максимальной глубины проплавления Н0, координаты у=0. Устройство 29 обеспечивает регулирование скорости сварки. В вычислительном устройстве 27 вначале по измеренному току сварки происходит вычисление коэффициента пропорциональности в уравнении (2) К1=К⋅I. Затем, с использованием переданных из блока памяти 28 коэффициентов и эталонной глубины проплавления Н0 по уравнению (2) рассчитывается значение скорости сварки VCP, обеспечивающее заданное значение глубины проплавления Н0. Рассчитанное значение скорости сварки VCP сравнивается с измеренным, VСИ и разность ΔVС подается на устройство 29 регулирования скорости сварки, которое устанавливает требуемую скорость VСС=VСР.
Пример 1.
Проводили определение регулирующего параметра сварки по предлагаемому способу.
Для сварки были использованы пластины из стали 20 толщиной 6 мм. Рассматривалось регулирование для случая сварки первого слоя двухстороннего сварочного шва. Номинальная глубина провара составила 60% от толщины пластин Н0=3,6 мм. Допустимые отклонения от этой величины были выбраны ±0,6 мм, то есть ±10% от толщины. Для получения номинальной глубины проплавления был подобран режим аргонодуговой сварки неплавящимся вольфрамовым электродом без присадочной проволоки на прямой полярности дуги: напряжение сварки (дуги) U=14,0 В, ток сварки (дуги) I=275 А, скорость сварки VC=0,25 см/с (номинальные режимы). Номинальная ширина шва при этом составила В0=0,653 см=6,53 мм В качестве регулирующего параметра была выбрана скорость сварки VC.
Начальная температура пластин составляла Т0=20°С. По опытным значениям номинальной глубины проплавления Н0=0,36 см и номинальной ширины шва В0=0,653 см и температуре плавления низкоуглеродистой стали, отсчитываемой от 0°С TL=1520°С при номинальных параметрах сварочного процесса по уравнению, составленному по формуле (3) с помощью компьютерной программы, составленной на языке программирования Бейсик были построены изолинии «коэффициент К - коэффициент температуропроводности а и на точке пересечения изолиний получены расчетные значения К=5,39⋅10-2 (см3°С)/(А⋅с) и температуропроводности а=0,08 см2/с.
В процессе пробной сварки с помощью балластного реостата уменьшили ток дуги. Напряжение дуги уменьшилось на 0,5 В. В результате ток дуги уменьшился на 30 А и составил I=245 А, скорость сварки VC не изменилась. Рассчитали изменение коэффициента К1=К⋅245 А от уменьшения тока дуги до К1=13,2 (см3°С)/с. Расчетное значение максимальной глубины проплавления уменьшилось по уравнению (2) на ΔН0=0,5 мм. На продольном шлифе шва получили постепенное уменьшение максимальной глубины проплавления на ΔН0=0,6 мм.
Задаваясь номинальной глубиной проплавления, рассчитанными коэффициентами, температурой плавления деталей и их начальной температурой рассчитали с помощью уравнения (2) значение скорости сварки, позволяющее оставить глубину проплавления Н0 неизменной. Получили VC=0,20 см/с.
После этого был проведен повторный опыт с уменьшением тока дуги на такую же величину. После уменьшения тока на 30 А скорость сварки уменьшили на 0,05 см/с. В результате на продольном шлифе шва после уменьшения провара на 0,6 мм произошло его увеличение на такую же величину. В результате отклонение провара от номинального значения составило 0,1 мм, то есть отличается всего на 1,4% от номинальной глубины проплавления.
Пример 2.
Проводили определение регулирующего параметра сварки по предлагаемому способу.
Для сварки были использованы пластины из алюминиевого сплава АД0 толщиной 8 мм. Рассматривалось регулирование для случая сварки первого слоя двухстороннего сварочного шва. Номинальная глубина провара составила 60% от толщины пластин Н0=4,8 мм. Допустимые отклонения от этой величины были выбраны ±0,8 мм, то есть ±10% от толщины. Это обеспечивает при сохранении номинальных параметров перекрытие двух швов по высоте на 1,6 мм. Для получения номинальной глубины проплавления был подобран режим аргонодуговой сварки неплавящимся вольфрамовым электродом с присадочной проволокой Св-АД0 диаметром 2 мм дугой переменного тока (эталонный режим): напряжение сварки (дуги) U=14,0 В, ток сварки (дуги) I=340 А, скорость сварки VC=0,4 см/с. Расход аргона 12 л/мин, диаметр вольфрамового электрода 5 мм. Скорость подачи присадочной проволоки VП=30 м/ч = 0,83 см/с. На данном режиме получили ширину шва с лицевой стороны В0=0,884 см = 8,84 мм, глубину проплавления Н0=0,48 см, выпуклость шва g=0,5 мм. После этого рассчитали путем построения изолиний «коэффициент К - коэффициент температуропроводности а» значения этих коэффициентов. К=0,132 (см3°С)/(А⋅с), а=0,85 см2/с. В качестве регулируемого параметра сварки был выбран ток сварки. Начальная температура пластин составляла Т0=20°С.
В процессе сварки уменьшили скорость сварки до 0,29 см/с. Ток сварки не изменился. Коэффициент К также не изменился. Расчетное значение максимальной глубины проплавления увеличилось на ΔН0=+1,2 мм. На продольном шлифе шва получили постепенное уменьшение максимальной глубины проплавления на ΔН0=+1,2 мм. Поэтому с помощью уравнения (2) рассчитали уменьшение тока сварки, которое должно компенсировать уменьшение скорости сварки ΔVС.
Задаваясь номинальной глубиной проплавления, известными коэффициентами К и а, температурой плавления деталей TL и их начальной температурой Т0, рассчитали с помощью уравнения (2) значение тока сварки, позволяющее оставить глубину проплавления неизменной. Получили I=315А.
После этого был проведен повторный опыт, в результате которого после уменьшения скорости сварки до 0,29 см/с уменьшили и ток сварки до расчетной величины I=315 А. В результате на продольном шлифе шва после увеличения провара на 1,2 мм произошло его уменьшение на величину 1,2 мм. В результате отклонение провара от номинального значения в пределах точности измерений отсутствовало.
Пример 3.
Для параметров примера 1 было установлено, что начальная температура деталей повысилась на 30°С. Такая ситуация возможна, например, при сварке второго слоя двухстороннего соединения непосредственно после сварки первого слоя и в ряде других случаев. Для уменьшения потерь рабочего времени, необходимого для доведения деталей до номинальной температуры сварки, корректировали режим сварки по току дуги. Для этого при расчете глубины проплавления Н по формуле (3) величина TL-T0 принималась не 1420°С, как для эталонного режима, а 1390°С. Получили расчетом, что максимальная глубина проплавления в этом случае увеличится на 0,15 мм. После этого с помощью известного значения коэффициента К=5,39⋅10-2 (см3°С)/(А⋅с) и коэффициента температуропроводности а=0,08 см2/с рассчитали по формуле (3) уменьшенное значение тока сварки, обеспечивающее номинальный (эталонный) провар Н0=0,36 см. Получили значение тока сварки на 10 А меньше номинального значения. В связи с тем, что как показывают зависимости на фиг.5 такие малые отклонения эффективной мощности не влияют на значения коэффициента передачи, то корректировки значения коэффициентов температуропроводности и К не требуется. Для учета подогрева деталей целесообразно до сварки уменьшить эталонный ток сварки на источнике питания на 10 А или увеличить эталонную скорость сварки с помощью устройства 29 на фиг. 14. При регулировании по предлагаемому способу в блок памяти 28 на фиг. 14 должно быть введено новое значение начальной температуры деталей и регулирование во время сварки будет выполняться автоматически.
Пример 4.
Для параметров примера 1 было установлено, что в партии проката для заготовок изделия толщина металла увеличилась до δ=0,64 см. При регулировании по известному способу потребовалось бы определение нового значения номинального провара и трудоемкое определение четырех коэффициентов в формуле (1). При регулировании по предлагаемому способу необходимо ввести в блок памяти новые значения толщины пластин δ=0,64 см и новое значение эталонного провара Н0=0,384 см. Перед сваркой с помощью вычислительного блока 27 на фиг. 14 можно рассчитать скорректированное значение скорости сварки и установить его. Получили расчетом по формуле (3), что номинальная скорость сварки при новой толщине пластин и новой максимальной глубине проплавления должна составить VC=0,205 см/с.В связи с тем, что как показывают зависимости на фиг. 8 такие малые отклонения скорости сварки не влияют на значения коэффициента передачи, то корректировки значения коэффициентов температуропроводности и объемной теплоемкости не требуется. При регулировании по предлагаемому способу в блок памяти 28 на фиг. 14 должно быть введены новые значения толщины и эталонной глубины и предварительная коррекция скорости сварки будет выполнена автоматически, а в процессе сварки будет происходить ее автоматическое регулирование.
Предлагаемый способ регулирования позволяет уменьшить число опытов и трудоемкость определения коэффициентов математической модели при повышении точности регулирования, что позволяет повысить стабильность сварных соединений. Экспериментально необходимо определить до регулирования только глубину провара и ширину шва на номинальном режиме сварки. Способ также позволяет производить измерение двух параметров сварки вместо трех по известному способу. В данном способе можно производить коррекцию номинальной начальной температуры изделия и учитывать изменение толщины деталей без проведения новых экспериментов по определению коэффициентов используемого уравнения. Способ может с одинаковой эффективностью использоваться как при сварке и наплавке без присадочной проволоки, так и с присадочной проволокой.
Способ может быть реализован с помощью известных устройств -цифровых амперметров и датчиков тока для измерения тока сварочной дуги, измерителей скорости сварки на основе измерения числа оборотов электродвигателя привода сварочного автомата для перемещения сварочной горелки. Современные средства микропроцессорной техники и программного обеспечения позволяют осуществить с высокой скоростью решение уравнения (2) и вычисление требуемых скорости сварки или тока дуги для регулирования глубины проплавления. Поэтому способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ регулирования глубины проплавления при автоматической дуговой сварке | 2018 |
|
RU2707287C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2021 |
|
RU2791542C2 |
| Способ регулирования глубины проплавления при автоматической сварке | 2017 |
|
RU2676935C1 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 2015 |
|
RU2613255C1 |
| Способ регулирования максимальной ширины сварочной ванны при автоматической сварке | 2016 |
|
RU2650461C1 |
| Способ получения гарантированного проплавления кромок при автоматической аргонодуговой сварке неплавящимся электродом | 1986 |
|
SU1426720A1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ШТУЧНЫМИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ | 2017 |
|
RU2661526C1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |



Изобретение относится к области сварочного производства. Способ включает поддержание глубины проплавления на заданном постоянном уровне посредством регулирования параметра сварки, при этом измеряют фактические значения регулируемого параметра в процессе сварки. Кроме того, при номинальных параметрах сварки дополнительно измеряют ширину сварного шва, задают температуру плавления металла и эталонную начальную температуру свариваемых деталей. В качестве регулируемого параметра используют ток сварки, значения которого корректируют в соответствии со значениями, рассчитанными по заданной математической зависимости, включающей в себя упомянутые температуры, координаты точки с максимальной глубиной проплавления, скорость сварки, номинальную глубину проплавления, толщину свариваемых пластин, а также коэффициент температуропроводности и коэффициент пропорциональности, которые рассчитывают по значениям ширины и глубины проплавления эталонного шва. Использование изобретения позволяет повысить точность регулирования тока сварки и соответственно качество сварных соединений. 14 ил.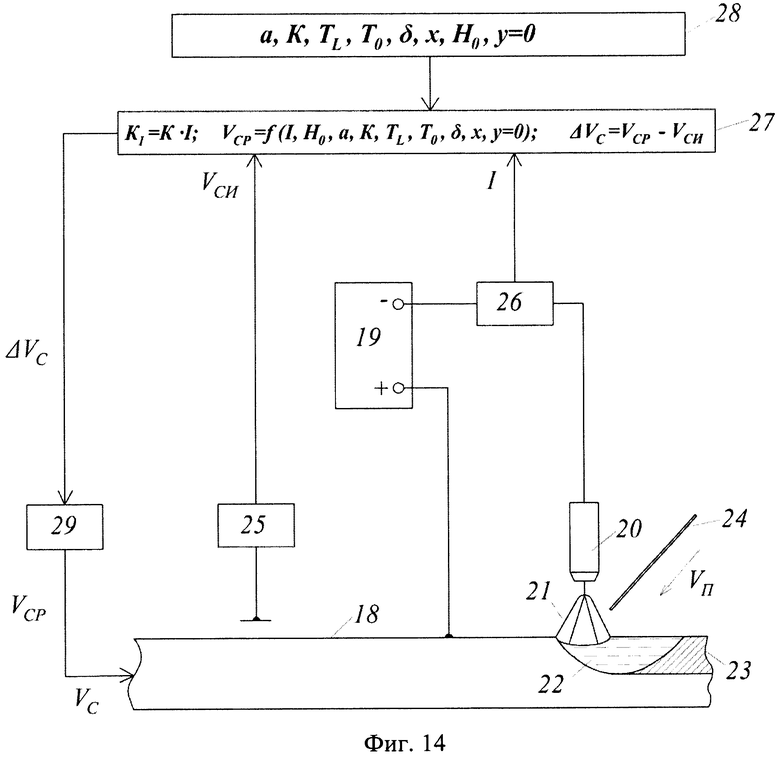
Способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом стыковых соединений без разделки кромок с присадочной или без присадочной проволоки, включающий поддержание глубины проплавления на заданном постоянном уровне посредством регулирования параметра сварки, выбираемого из тока сварки и скорости сварки, при этом измеряют фактические значения регулируемого параметра в процессе сварки, которые корректируют в соответствии с их рассчитанными по заданной математической зависимости значениями, отличающийся тем, что при номинальных параметрах сварки дополнительно измеряют ширину сварного шва, задают температуру плавления металла и эталонную начальную температуру свариваемых деталей, а в качестве регулируемого параметра используют ток сварки, расчет которого производят по математической зависимости
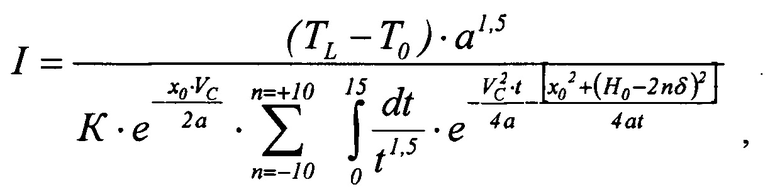
где I - ток сварки, А,
TL - температура плавления металла изделия, °С,
Т0 - эталонная начальная температура пластин изделия, °С,
К - коэффициент пропорциональности, равный К=2qy/[cρ(4π)1,5], (см3°С)/(А⋅с), где qy - отношение эффективной мощности сварочной дуги к току сварки, Вт/А,
сρ - объемная теплоемкость материала изделия, Дж/(см3°С),
а - коэффициент температуропроводности материала изделия, см2/с,
х0 - координата точки с максимальной глубиной проплавления при номинальных параметрах сварки, в направлении, противоположном направлению скорости сварки, см,
VC - скорость сварки, см/с,
t - текущее время с момента начала действия и движения источника, с,
Н0 - номинальная глубина проплавления, см,
δ - толщина свариваемых пластин, см,
n - целые числа от -10 до +10,
для которой коэффициент температуропроводности а и коэффициент пропорциональности К рассчитывают по значениям ширины и глубины проплавления эталонного шва.
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 2015 |
|
RU2613255C1 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 1982 |
|
SU1013163A1 |
| Способ автоматического регулирования глубины проплавления при сварке неплавящимся электродом | 1985 |
|
SU1346369A1 |
| Способ автоматического регулирования глубины проплавления при дуговой сварке | 1983 |
|
SU1320030A1 |
| Устройство для определения величины напуска каната подъемной установки | 1975 |
|
SU523851A1 |
| РОЛЬГАНГ | 1992 |
|
RU2018471C1 |

