1
Изобретение относится к чистовой обработке абразивным инструментом методом суперфиниширования.
Известно устройство для одновременной финишной обработки методом суперфиниширования шейки и галтелей вала, включаюш,ее держатель с абразивными брусками, обрабатывающими поверхность вала, а также колодки с дополнительными брусками, подпружиненными в радиальном наиравлении и предназначенными для обработки галтелей. Одна-ко обработка галтелей иодобным устройством производится не всей режущей частью дополиительных брусков, как это осуществляется при обработке шейки, а небольщими их участками. Это приводит к возникиовеиию разных условий съема основными п дополнительиыми брусками, что снижает производительность обработки в целом.
С целью иовыщения производительности обработки дополнительные бруски установлены с возможностью углового поворота относительно осей, закрепленных в держателе.
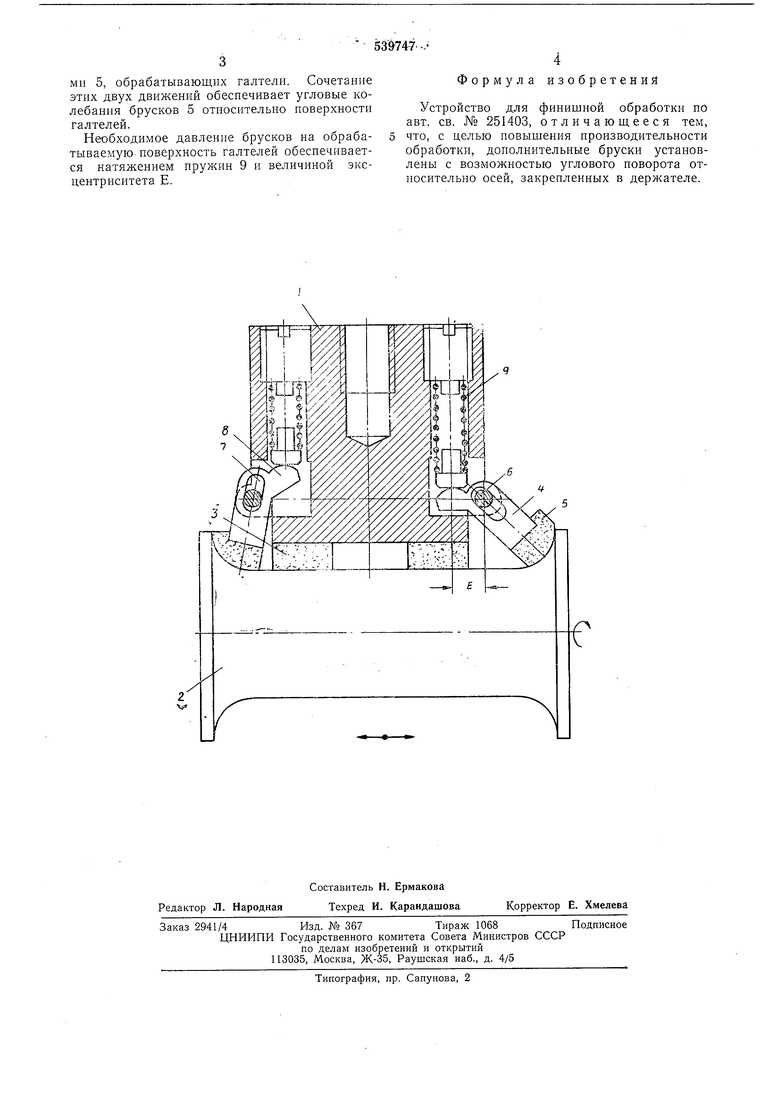
На чертеже изображено описываемое устройство.
Оно состоит из держателя 1, на котором закреилены равномерно рассредоточенные вдоль образующей обрабатываемой поверхности изделия 2 бруски 3, предназначенные для обработки щейки, и двух колодок 4 с дополнительиыми брусками 5, имеющих радиус закругления.
Колодки соединены с держателем ири иомощи осей 6, входящих в иазы, 7 колодок 4, и имеют выступы 8, консоль которых подпружинена. Устройство работает следующим образом.
В свободном состоянии (до работы) колодки под действием пружин 9 иаходятся в крайнем нижнем положении и повериуты относительно осей 6 до уиора нижней частн выступа с держателем. При этом расстояние между
крайними точками брусков 5 вдоль образующей щейки на 1-2 м.м превыщает длину шейки изделия 2.
При подводе устройства к изделию 2 крайиие бруски 5, упираясь в бурты шейки, иоворачивают в обратиую сторону колодки и, преодолевая сопротивление пружин 9, перемещаются вверх до соприкосновения брусков с поверхностью шейки изделия 2. В процессе работы держатель 1 устаиовлен
неподвижно, а вращающееся изделие 2 колеблется с определеииой частотой.
При колебаниях изделия происходят очередные подъем и опускание колодок с брускаMil 5, обрабатывающих галтели. Сочетание этих двух движений обеспечивает угловые колебания брусков 5 относительно поверхности галтелей.
Необходимое давление брусков на обрабатываемую новерхность галтелей обеспечивается натяжением пружин 9 и величиной эксцентриситета Е.
Формула изобретений
Устройство для финишной обработки по авт. св. № 251403, отличающееся тем, что, с целью повыщения производительности обработки, дополнительные бруски установлены с возможностью углового поворота относительно осей, закрепленных в держателе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| УСТРОЙСТВО для ФИНИШНОЙ ОБРАБОТКИ | 1969 |
|
SU251403A1 |
| Устройство для финишной обработки | 1972 |
|
SU477829A1 |
| Головка для одновременной финишной обработки шейки и галтелей вала | 1982 |
|
SU1060441A2 |
| ГОЛОВКА ДЛЯ ОДНОВРЕМЕННОЙ ФИНИШНОЙ ОБРАБОТКИ ШЕЙКИ И ГАЛТЕЛЕЙ ВАЛА | 1973 |
|
SU383577A1 |
| УСТРОЙСТВО для СУПЕРФИНИШИРОВАНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1967 |
|
SU205636A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2181322C2 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 1971 |
|
SU296639A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
