1
Изобретение от.носится к механической обработке, в частности к отделочным операциям, суперфинишированию и полированию.
Известна головка для одновременной финишной обработки шейки и галтелей коленчатого вала, которая легко встраивается в автоматические и полуавтоматические станки. Головка выполнена охватываюшей, и в ней на перемешаемых держателях, выполненных в виде зубчатых реек, взаимодействуюших с набором шестерен, закреплены абразивные бруски и полировальное устройство. При этом полировальное устройство выполнено в виде двух радиусных кулачков, которые посредством промежуточных эластичных элементов установлены на ползунах, подвижно связаны с пластиной, жестко закрепленной на держателе, и соединены между собой дугообразной пластинчатой пружиной. Один из держателей кинематически связан с поршневым приводом. Головка закреплена на плаваюшей подвеске I.
Известное устройство -нестабильно в работе и неспособно к саморегулированию, это приводит к поломка.м, непроПолировке одной из галтелей и необходимости частой смены инструмента.
Цель изобретения - обеспечить стабильность в работе и саморегулирование положения инструмента в процессе обработки.
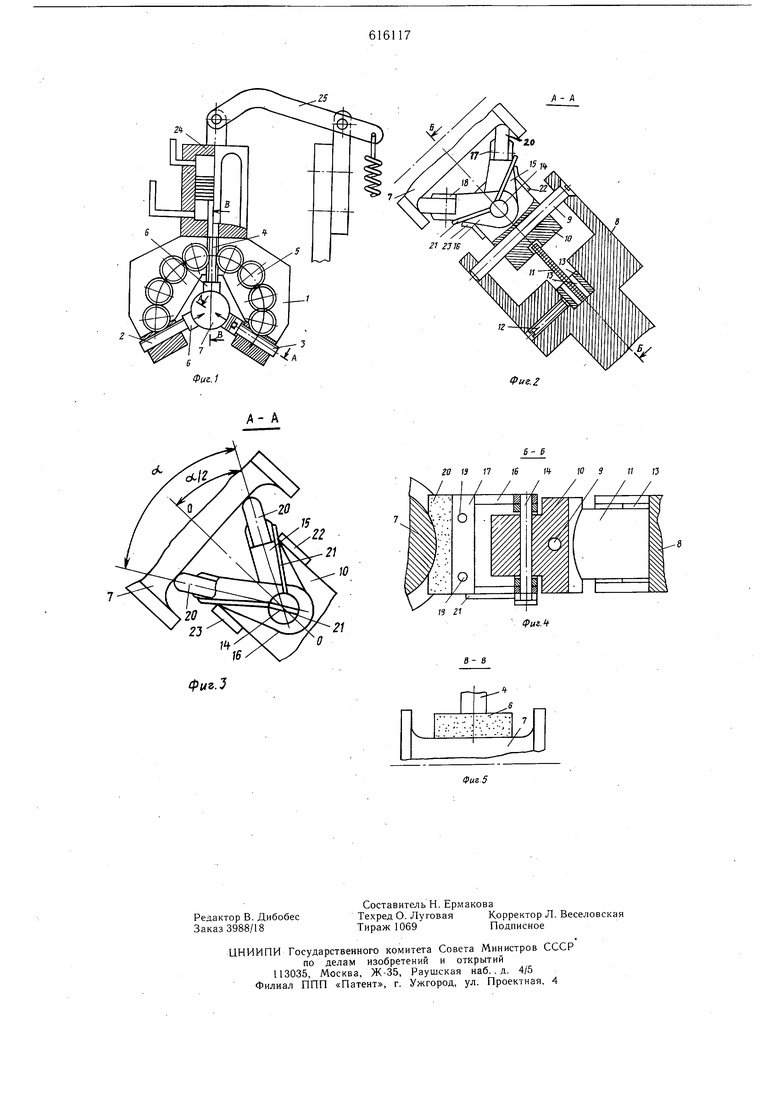
На фиг. 1 изображена инструментальная головка в рабочем положении; на фпг. 2 - разрез А-А на фиг. 1 после самоустановки полировальных брусков в исходное положение; на фиг. 3 - то же, в момент подхода .полировальных брусков к шейке коленчатого вала; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В - В на фиг. 1.
В корпусе 1 головки размешены держатели 2-4, выполненные в виде зубчатых реек, взаимодействуюших с набором шестерен 5. На держателях 2 и 4 закреплены
абразивные бруски 6 для суперфиниширования шейки вала 7, а на дерл ателе 3 - устройство для полирования галтелей, конец держателя 3 выполнен в виде вилки 8, в которой подвижно на оси 9 закреплена каретка 10. Каретка удерживается в центральном или любом требуемом положении с помошью возвратной плоской пружины 11, которая одним концом жестко зафиксирована с помощью винта 12 через набор прокладок 13 в вилке 8, а другим концом с зазором входит в паз, выполненный в торце
каретки. В каретке 10 перпендикулярно оси 9 закреплена ось 14, на которой сидят сухари 15 и 16, закрепленные в виде вилок. К-сухарям с--помощью, съемных накладок 17 и 18 и винтов 19 прикреплены эластичные полировальные бруски 20, например алмазные пластинки на синтетической связке. Сухари 15 и 16 сведены в нерабочем положении (фиг. 3) на угол а с помощью пружины 21. При этом обеспечивается расстояние между рабочей частью полировальных брусков на несколько миллиметров меньще, чем расстояние между буртами обрабатываемой шейки вала 7. В начальный момент обработки полирцвальные бруски контактируют не с галтелями, а с цилиндрической поверхностью шеек. На корпусе каретки 10 закреплены плоские пружины 22 и 23, соприкасающиеся с сухарями 15 и 16 и удерживающие последние симметрично относительно оси О-О, проходящей через ось плоской пружины 11 и центр оси 14. При этом угол между этой осью и осью полировального бруска равен . В пазу, выполненном в торце каретки 10, имеется-зазор относительно входящего туда конца плоской пружины 11. Зазор обеспечивает качание каретки относительно оси 9. Угол этого качания ограничен величиной зазора между кареткой 10 и вилкой 8. Суммарная величина зазоров в осевом направлении между внутренней поверхностью проушин вилки и кареткой больше, чем 2 ( С), где величина амплитуды осцилляции, а С - величина смешения пружины 11 от оси держателя 3.
Держатель 4 кинематически связан с порщневым приводом 24. Инструментальная головка закреплена на плавающей подвеске 25, исключает погрешность базирования инструментов относительно обрабатываемых поверхностей и обеспечивает одинаковое усилие брусков на щейку вала.
С помощью прокладок 13 и пружин 1Ь обеспечивается такое положение каретки 10, при котором полировальные бруски 20 будут равноотстоять от буртов обрабатываемой шейки коленчатого вала, т. е, обеспечивается тонкая регулировка, компенсирующая погрещности обрабатываемых деталей, эле.ментов станка.и износ полировальных брусков.
Корпус Л головки с разведенными держателями 2-4 надевают на обрабатываемую шейку коленчатого вала 7. Затем включают поршневой привод 24, который через держатель 4 и набор шестерен 5 перемещает держатели 2 и 3 вместе с укрепленным на них абразивным инструментом к обрабатываемой детали. В первоначальный момент полировальные бруски 20 касаются
поверхности шейки, будучи разведенными на угол а. Когда усилия прижима брусков 20 и 6 к детали выравняются (поскольку головка плавающего типа), то под влйя нием этих усилий полировальные бруски 20 с сухарями 15 и 16 развернутся, поворачиваясь относительно оси 14 и преодолевая сопротивление пружин 21, 22 и 23, угол а увеличивается, и полировальные бруски
Q начинают «распирать галтели. От дальнейшего поворота вокруг оси 14 их предохраняют бурты щейки коленчатого вала 7.
Затем производят обработку, которая заключается во вращении и осциллировании детали. При этом бруски 6 имеют относительное возвратно-поступательное перемещение и ведут обработку цилиндрической поверхности шейки. Полировальные же бруски 20 соверщают осцилляцию относительно шейки, так как перемещаются вместе с последней вдоль оси 9. В этот момент пружина 1I работает как демпфер, препятствуя возникновению «закусывания и «заедания при возвратно-поступательном перемещении каретки 10 по оси 9 из-за консольно приложенных нагрузок.
25 По окончании обработки держатели 2, 3 - и 4 отводят в исходное положение. При этом полировальные бруски 20 вместе с сухарями 15,16 под действием пружин 21, 22 и 23 поворачиваются вокруг оси 14 и сближаются на угол а. Помимо этого, пружины
22 и 23 обеспечивают установку каждого полировального элемента под углом к оси О-О. Пружина 11 устанавливает каретку 10 в исходное положение. Вращение и осцилляцию детали прекращают. Обработка закончена.
Формула изобретения
Головка для одновременной финишной о.бработки шейки и- галтелей вала, содержащая корпус с держателями брусков, выполненными в виде зубчатых реек, кинематически связанных посредством набора шестерен, при этом инструмент для обработки галтелей соответствует форме обрабатываемой поверхности, отличающаяся тем, что, с целью повышения стабильности в работе, |-оловка снабжена установленной в держателе с возможностью поворота кареткой, несущей шарнирно установленные подпружиненные инструменты для обработки галтелей, а также плоской пружиной, установленной между кареткой и держателем.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство N° 383577, кл. В 24 В 35/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для одновременной финишной обработки шейки и галтелей вала | 1982 |
|
SU1060441A2 |
| ГОЛОВКА ДЛЯ ОДНОВРЕМЕННОЙ ФИНИШНОЙ ОБРАБОТКИ ШЕЙКИ И ГАЛТЕЛЕЙ ВАЛА | 1973 |
|
SU383577A1 |
| УСТРОЙСТВО для СУПЕРФИНИШИРОВАНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1967 |
|
SU205636A1 |
| Устройство для финишной обработки | 1975 |
|
SU539747A2 |
| Устройство для суперфиниширования шеек коленчатого вала | 1980 |
|
SU933408A1 |
| Станок для доводки дорожек каченияпОдшипНиКОВыХ КОлЕц | 1971 |
|
SU846236A1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1979 |
|
SU870090A2 |
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| Устройство для суперфиниширования | 1975 |
|
SU704764A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 1992 |
|
RU2074083C1 |
21
в
S- е
1в 21
Фиг.Чв- в
фнг.З
