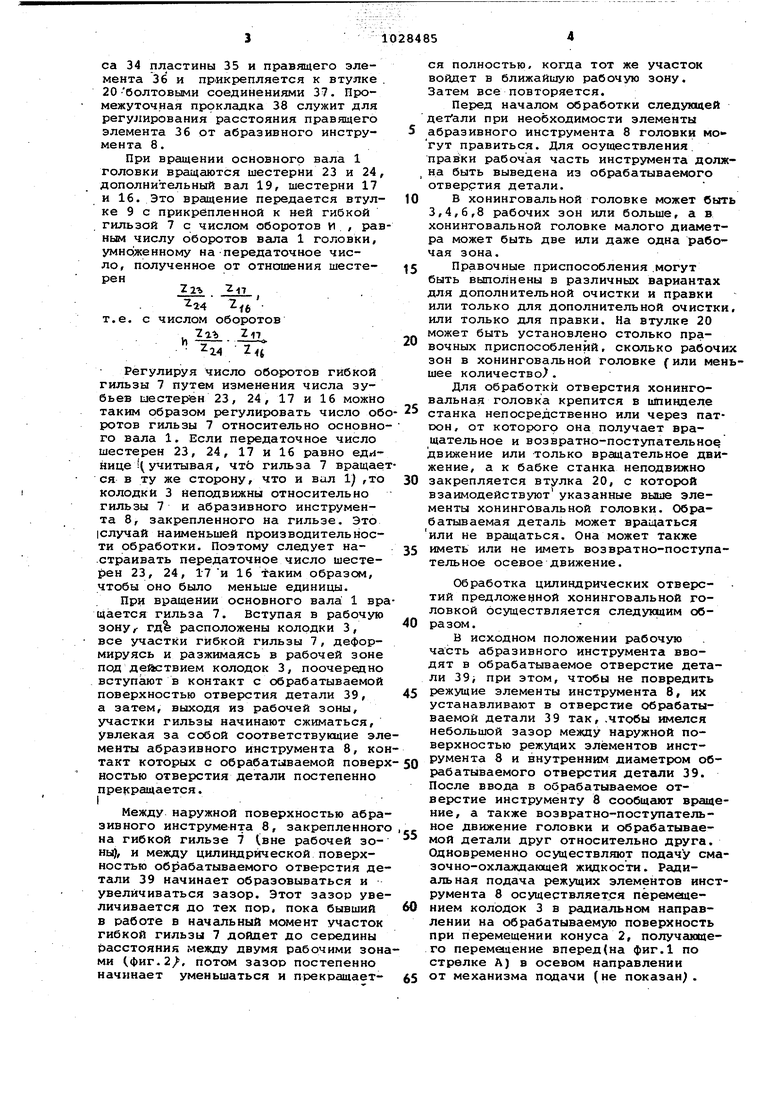
Изобретение относится к финишной обработке поверхностей деталей инст рументом с абразивоносными и алмазо носными режущими элементами и может быть использовано при обработке цилиндрических отверстий в различных деталях. .Известна хонинговальная головка для обработки цилиндрических отверстий, состоящая из корпуса, разжимного штока с коническим хвостовиком взашлодействующим с колодками, на которых закреплены брускиС Недостатком этой хонинговальной головки является то, что она не обе печивает стабильного поддержания высокой режущей способности брусков Известна также хонинговальная го лов к а, со держащая основной вал, на к тором в продольных сквозных пазах установлены подвижные в радиальном направлении колодки, каждая из кото рых находится в контакте с держателем абразивного .инструмента, и дополнительный вал, установленный па раллельно основному и связанный с н зубчатой передачей, а также установленный внутри основного вала с возможностью осевого перемещения ра жимной конус, находящийся в контакте с колодками, причем дополнительный вал снабжен направляющим спирал ным пазом и -втулкой, установленной свободно на основном . Однако известная хонинговальная головка также не обеспечивает cтa9и ное сохранение производительности и качества при длительном цикле обработки вследствие потери абразивны инструментом режущих свойств. Цель изобреч ёния - повышение про изводительности и качества обработки. Эта цель достигается тем, что в хонинговальной головке, содержащей основной вал, на котором в Пьюдольны сквозных пазах установлены подвижны в радиальном направлении колодки, каждая из которых Нс1ходится в контакте с держателем, абразивного инструмента и дополнительный вал, установленный параллельно основному и св занный с ним зубчатой передачей, а также установленньлй внутри основного вала с возможностью осевого перемещения разжимной конус, находящийся в контакте с колодками, держатель аб разивного инструмента выполнен в вид гибкой в радиальном направлении гиль зы, установленной концентрично основ ному валу с возможностью вращения, причем головка снабжена зубчатой парой, ведомая шестерня которой жестко соединена.с гильзой, а ведущая установлена на дополнительном валу. На фиг.1 показана головка, продол ный разрез; на фиг.2 - разрез Л-А на фиг.1 (в рабочем положении), на фиг.З - разрез Б-Б на фиг.1; на фиг. 4 , продольный разрез; на фиг. 5 - внешний вид головки Птриспособлением правки на фиг.6 - разрез В-В на фиг.5; на фиг.7 - разрез А-А на фиг.1 в нерабочем положении). Хонинговальная головка состоит из основного вала 1, внутри которого установлен разжимной конус 2. В па. зах вала 1 установлены колодки 3, для прижатия которых к конусу 2 служат кольцевые пружины 4. К наружной стороне колодок 3 прикреплены сепараторы 5 с шариками б, служащие для обеспечения подвижного контакта колодок 3 с внутренней стороной гибкой гильзы 7, служащей держателем абразивного инструмента 8. Гибкая гильза 7 закреплена посредством втулки 9 с возможностью вращения на основном валу 1 головки винтами 10. Втулка 9 вращается на основном валу 1 на радиальных игольчатых подшипниках 11 (с целью уменьшения трения, а с торцой втулка 9 упирается в упорные подшипники 12, при этом нижний подшипник 12 упирается в выступ основного вала 1, а верхний подшипник 12 - в кольцо 13, закрепленное винтами 14 на валу 1. На втулке 9 шпонкой 15 закреплена ведомая шестерня 16, которая сцепляется с ведущей шестерней 17. Шестерня 17 штифтом 18 закреплена на дополнительном валу 19, установленном в неподвижной втулке 20, на подшипниках 21, На верхнем конце основного вала 1 шпонкой 22 закреплена шестерня 23, которая сцепляется с шестерней 24, установленной на верхнем конце дополнительного вала 19 и закрепленной на нем штифтом 25. Основной вал 1 может иметь или не иметь осевое возвратно-поступательное движение. При возвратно-поступательном движении основного вала 1 головки шестерни 23, 24, 17 и 16 сохраняют свое сцепление при неподвижном положении втулки 20. Шестерни 23 и 16 предохраняются от oceвыk перемещений при помощи упорюв 26 и 27. Упор 26 с шариками 28 и регулировочной прокладкой 29 закрепляется болтовыми соединениями 30 на верхнем выступе втулки 20 и предохраняет от осевого перемещения шестерню 23. Упор 27 с шариками 31 и регулировочной прокладкой 32 закрепляется болтовыми соединениями 33 на нижнем выступе втулки 20 и предохраняет от осевого перемещения вниз шестерню 16 (от перемещения вверх ее предохраняет подшипник 12) . Для возможности периодической правки режущих элементов в процессе обработки к неподвижной втулке 20 могут быть прикреплены правочные приспособления. Правочное приспособление (фиг.5 и 6} состоит из корпуса 34 пластины 35 и правящего элемента 36 и прикрепляется к втулке . 20-болтовыми соединениями 37. Промежуточная прокладка 38 служит для регулирования расстояния правящего элемента 36 от абразивного инструмента 8.
При вращении основного вала 1 головки вращаются шестерни 23 и 24, дополнительный вал 19, шестерни 17 и 16. Это вращение передается втулке 9 с прикрепленной к ней гибкой гильзой 7 с числом оборотов и , равным числу оборотов вала 1 головки, умно;кенному на передаточное число, полученное от отношения шестерен
22г Z
24 2|б
т.е. с числом оборотов
. 7гг 2 IT п - .-:;- Z4
Регулируя число оборотов гибкой гильзы 7 путем изменения числа зубьев шестерен 23, 24, 17 и 16 можно таким образом регулировать число оборотов гильзы 7 относительно основного вала 1. Если передаточное число шестерен 23, 24, 17 и 16 равно единице i учитывая , что гильза 7 вращается в ту же сторону, что и вал 1 ,то колодки 3 неподвижны относительно гильзы 7 и абразивного инструмента 8, закрепленного на гильзе. Это Iслучаи наименьшей производительности обработки. Поэтому следует на.страивать передаточное число шестерен 23, 24, 17 и 16 образом, чтобы оно было меньше единицы.
При вращении основного вала 1 вращается гильза 7. Вступая в рабочую зону,- гд% расположены колодки 3, все участки гибкой гильзы 7, деформируясь и разжимаясь в рабочей зоне под действием колодок 3, поочередно вступают в контакт с обрабатываемой поверхностью отверстия детали 39, а затем, выходя из рабочей зоны, участки гильзы начинают сжиматься, увлекая за собой соответствуюдие элементы абразивного инструмента 8, контакт которых с обрабатываемой поверхностью отверстия детали постепенно пре(ращается. I
Между наружной поверхностью абразивного инструмента 8, закрепленного на гибкой гильзе 7 (вне рабочей зонь, и между цилиндрической поверхностью обрабатываемого отверстия детали 39 начинает образовываться и увеличиваться зазор. Этот зазор увеличивается до тех пор, пока бывший в работе в начальный момент участок гибкой гильзы 7 дойдет до середины расстояния между двумя рабочими зонами (,фиг.2/, noTCHvi зазор постепенно начинает уменьшаться и прекращается полностью, когда тот же участок войдет в ближайшую рабочую зону. Затем все повторяется.
Перед началом обработки следугацей деТали при необходимости элементы
5 абразивного инструмента 8 головки могут правиться. Для осуществления, правки рабочая часть инструмента должна быть выведена из обрабатываемого отверртия детали.
0 В хонинговальной головке может быть 3,4,6,8 рабочих зон или больше, а в хонинговальной головке малого диаметра может быть две или даже одна рабочая зона.
5 Правочные приспособления .могут быть выполнены в различных вариантах для дополнительной очистки и правки или только для дополнительной очистки, или только для правки. На втулке 20 может быть установлено столько пра0вочных приспособлений, сколько рабочих зон в хонинговальной головке (или меньшее количество.
Для обработки отверстия хонинговальная головка крепится в ишинделе
5 станка непосредственно или через патООН, от которого она получает вращательное и возвратно-поступательное движение или только вращательное движение, а к бабке станка неподвижно
0 закрепляется втулка 20, с которой взаимодействуют указанные выше элементы хонинговальной головки. Обрабатываемая деталь может вращаться или не вращаться. Она может также
5 иметь или не иметь возвратно-поступательное осевое движение.
Обработка цилиндрических отверстий предложенной хонинговальной головкой осуществляется следующим образом.
В исходном положении рабочую часть абразивного инструмента вводят в обрабатываемое отверстие детали 39j при этом, чтобы не повредить
5 режущие элементы инструмента 8, их устанавливают в отверстие обрабатываемой детали 39 так, .чтобы имелся небольшой зазор между наружной поверхностью режущих элементов инстСП румента 8 и внутренним диаметром обрабатываемого отверстия детали 39. После ввода в обрабатываемое отверстие инструменту 8 сообщают вращение, а также возвратно-поступатель ное движение головки и обрабатываемой детали друг относительно друга. Одновременно осуществляют подачу сма3очно-охлаждающеи жидкости. Радиальная подача режущих элементов инструмента 8 осуществляется пёремеще0 нием колодок 3 в радиальном направлении на обрабатываемую поверхность при перемещении конуса 2, получающего перемещение вперед(на фиг.1 по стрелке А) в осевом направлении
5 от механизма подачи (не показан. Колодки 3, дефориируя гибкую гильзу 7, разжимают соответствующие участки на необходимую величину для снятия установленного припуска. В процессе обработки при вращении гибкой гильзы 7 с режущими элемента ми абразивного инструмента 8, проходя по рабочей зоне, соответствующие .участки гибкой гильзы 7 поочередно вступают в контакт с колодками 3 и, таким образом, поочередно вводят в контакт с обрабатываемой поверхностью цилиндрического отверстия режущие элементы инструмента 8 Во время перемещения вне рабочей зо ны режущие, элементы инструмента 8, бывшие в работе, интенсивно очищают ся смазочно-охлаждаквдей жидкостью, с них снимается весь шлам (стружка, наросты, абразивная пыль и пр,) и восстанавливается режущая способность. После снятия с поверхности цилинд рического отверстия детали 39 устано ленного припуска и получения необходимого качества поверхности псяача конуса 2 Йпёред прекращается, он подается назад (на фиг.1 по стрел(KeJB ) на установленную величину и колодки 3 под действием пружин 4 отводятся в радиальном направлении от обрабатываемой поверхности отверстия. При этом, гибкая гильза 7 освобождается от деформирующих ее усилий, и стремясь занять нейтральное положение, выпрямляясь, суживается в рабочей зоне, удаляясь от обрабатываемой поверхности детали 39 и увлекая за собой режущие элементы инструмента 8 . На гибкой гильзе 7 возможно закрепление режущих элементов инструмента 8 в виде отдельных брусков, или лент с абразивными или алмазными зернами; возможно армирование режущих зерен в наружную поверхность всей гибкой гильзы 7. Использование предложенного устройства для хонингования цилиндрических отверстий деталей обеспечивает возможность стабилизации процесса хбнингования с поддержанием высокой режущей способности инструмента, а следовательно, получение высокой производительности, точности и .качества обработки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Способ правки абразивных брусков | 1986 |
|
SU1419871A1 |
| Хонинговальная головка | 1985 |
|
SU1235703A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2008 |
|
RU2374060C1 |
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1549729A1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2007 |
|
RU2354529C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |

ХОНИНГОВАЛЬНАЯ ГОЛОВКА, содержащая основной вал на котором в продольных сквозных пазах установ-лены подвижные в радиальном направлении колодки, каждая из которых находится в контакте с держателем аб-. разивного инструмента, и дополнитель.ный вал, установленный параллель.но основному и связанный с ним зубчатой передачей, а также установленный внутри основного вала с возможностью осевого перемещения разжимной конус, находящийся в контакте с колодками, отличающ, аяся тем, что, с целью повышения производительности и качества обработки, держатель абразивного инструмента выполнен в виде гибкой в радиальном направлении гильзы, установленной концентрично основному валу с возможностью вращения, причем головка снабжена зубчатой парой, ведомая шестерня которой жестко соединена с гильзой, а ведущая установлена на дополнительном валу..с (Л
39
Фиг,2
5-6
w
Д
3S
ui.S
5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Куликов С.И | |||
| Хонингование | |||
| М., Машиностроение, 1.973, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 0 |
|
SU313646A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
