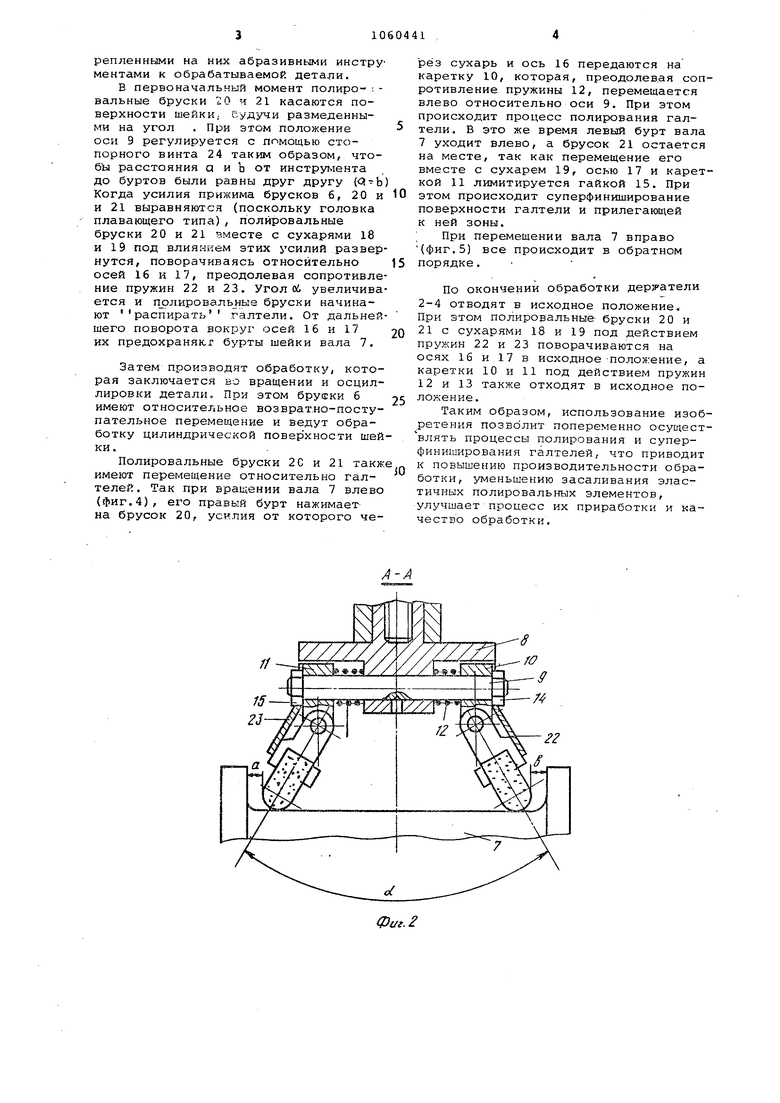
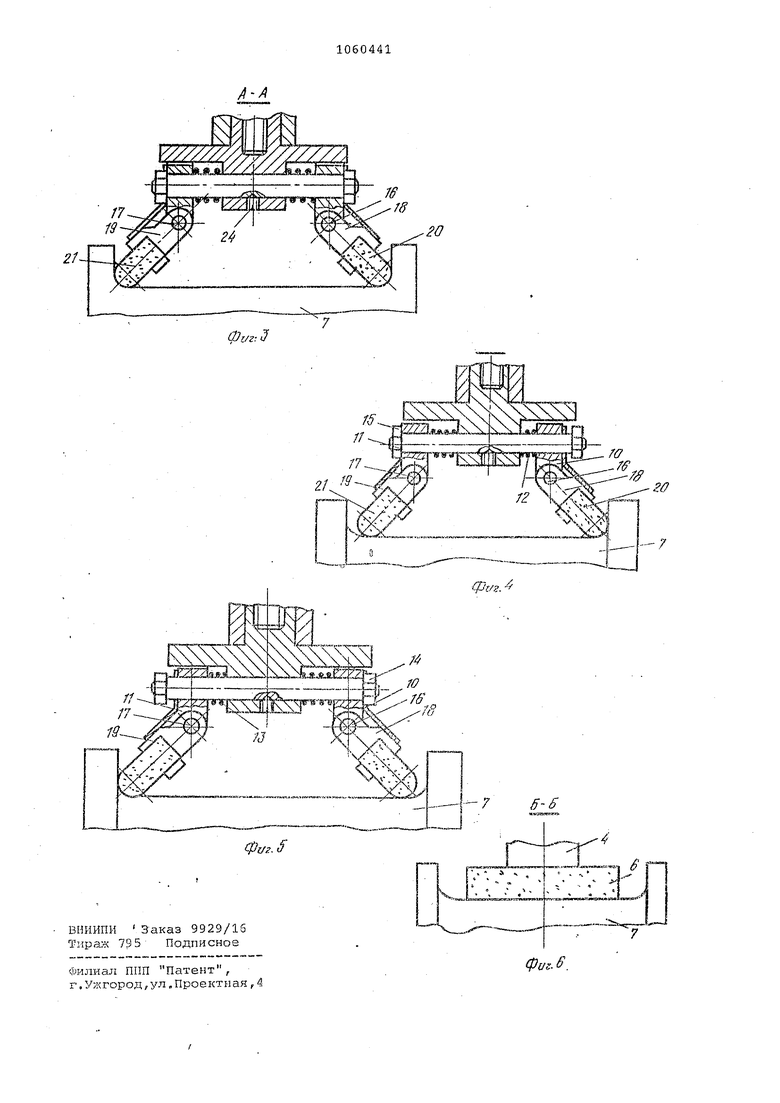
Изобретение относится к точной обработке в машиностроении и может быть использовано при обработке шей ки и галтелей вала. Известна головка для одновремен ной финишной обработки шейки и галтелей вала с держателем, по края которого расположены абразивные или алмазные полировальные кулачки профилированные по форме галтелей, закрепленные на перемещаемых перпен дикулярно держателю ползунах, связанны с один с другим дугообразной пластинчатой пружиной f . Недостатком этого устройства является невозможность саморегулирования, которое приводит к поломкам недообработке одной из галтелей и необходимости частой смены инструмента. По основному авт.св. № 616117 известна головка для одновременной финии;ной обработки шейки и галтелей вала, содержащая корпус с держателя ,ми брусков, выполненными в виде зуб чатых реек, кинематически связанных посредством набора шестерен, а инст румент для обработки галтелей соответствует форме обрабатываемой по1верхности, а головка снабжена ка-рет кой, установленной в держателе с возможностью поворота, несущей шарнирно установленные подпружиненные инструменты для обработки галтелей а также плоской пружиной, установленной между кареткой и держателем 2 , . Недостатками этой конструкции являются низкая производ11тельность обработки галтелей и необходимость периодической правки абразивного ин струмента. Эти недостатки определиются условиями работы инструмента при обработке инструмент поджимается нормальной силой к обрабатываемо галтели и не имеет осевых перемещений. При этом осуществляется процес Полирования, имегодий недостаточную производительность, приводящий к образованию нежелателыгых кольцевых рисок на обрабатываемой повехрности а в случае засаливания инструмента при обработке не происходит его самозатачивания. . Цель изобретения - повышение про изводительности и улучшение качеств обработки галтелей. Указанная цель достигается тем, что в голозке для одновременной фин ной обработки шейки и галтелей вала содержащей корпус с держателями бру ков, выполненными в виде зубчатых реек, кинематически связанных посре ством набора шестерен, при этом инструмент .для обработки галтелей соо ветствует форме обрабатываемой пове ности, а головка снабжена установиленной в держателе с возможностью поворота кареткой, несущей шэрнирно установленные подпружиненные инструменты для обработки галтелей, а такжьплоской пружиной, установленной между кареткой и держателем, каретка выполнена из двух частей, а каждый держатель инструмента связан соответственно со своей частью, при этом каждая часть каретки подпружинена относительно оси ее установки, каждая часть каретки выполнена регулируемой относительно оси, на которой она установлена, а ось, на которой расположена каретка, выполнена регулируе- мой относительно корпуса. На фиг.1 схематически изображена инструментальная головка в рабочем положении; на фиг.2 - разрез Л-Л на фиг.1 (в момент подхода полировальных брусков к шейке); на фиг,3 то же, после самоустановкн полировальных брусков; на фиг.4 - рабочее полох ение полировальных брус1:ов при перемещении вала влево; па фит.5 - тс перемещении вала вправо; на фиг.6 - разрез Б-Б на фиг.. В корпусе 1 головки размещены дерлсатели 2-4, выполненные в. виде зу) чатыхореек, взаи.юдействуюгг,их с набором шестерен 5. Инструме ::тальная гологека может иметь н другой тип привода, напрш-iep реечный. На держателях 2 и 4 закреплены абразивньле бруски б для суперфиниширования шейки вала 7, а на держателе 3 - устройство для полирования галтелей. Конец держателя 3 выполнен в виде кронштейна 8, в котором зафиксирована ось :. На оси 9 подвижно установлены две каретки 10 и 11, подпружиненные пружинами 12 к 13. Перемещения кареток 10 и 11 лимитируется упорными гайками 14 и 15. В каретках 10 и 11 жестко закреплены оси 16 и 17. на которых подвижно установлены сухари 18 и 19 с размещелными в них инстругчента-ми - эластичныгми подировальными брусками 20 и 21, контактирукаими с шейкой и галтелями обрабатываемого вала 7. Сухари 18 и 19 псдпружинень; . пластинчатыг-ш пружинами 22 и 23, Осевое положение оси 3 может регулироваться с помощью стопорного внкта 24 . Держатель 4 кинематичео и связан с поршневым приводом 25. Инстру7 ентальпая головка размещегча Fia плаваюгдей подвеске 26, что обеспе швает одинаково€5 усилие инструментов на шейку и галтели вала. Устройство работает следующим образом. Корпус 1 головки с разведенныгли держателями 2-4 надевают на обрабатываемую шейку вала 7. Затем включают поршневой привсд 25, которкй через держатель 4 и набор шестерен 5 перемещает держатели 2 и 3 вместе с закрепленными на них абразивными инструментами к обрабатываемой детали, В первоначальный момент полиро-: вальные бруски 20 ч 21 касаются поверхности шейкИ; будучи размеденными на угол . При этом положение оси 9 регулируется с помощью стопорного винта 24 таким образом, чтобы расстояния а и Ъ от инструмента до буртов были равны друг другу (-Ь Когда усилия прижима брусков б, 20 и и 21 вЫравняются (поскольку головка плавающего типа), полировальные бруски 20 и 21 вместе с сухарями 18 и 19 под влиянием этих усилий развер нутся, поворачиваясь относительно осей 16 и 17, преодолевая сопротивле ние пружин 22 и 23. Угол об увеличива ется и п рлировальные бруски начинают распирать галтели. От дальней шего поворота вокруг осей 16 и 17 их предохраняк,г бурты шейки вала 7. Затем производят обработку, которая заключается во вращении и осциллировки детали. При этом брусски б имеют относительное возврат.но-поступательное перемещение и ведут обработку цилиндрической поверхности шей ки. Полировальные бруски 2 С и 21 такж имеют перемещение относительно галтелей. Так при вращении вала 7 влево (фиг.4), его правый бурт нажимает на брусок 20, усилия от которого через сухарь и ось 16 передаются на каретку 10, которая, преодолевая сопротивление пружины 12, перемещается влево относительно оси 9. При этом происходит процесс полирования галтели. В это же время левый бурт вала 7 уходит влево, а брусок 21 остается на месте, так как перемещение его вместе с сухарем 19, осью 17 и кареткой 11 лимитируется гайкой 15. При этом происходит суперфиниширование поверхности галтели и прилегающей к ней зоны. При перемещении вала 7 вправо (фиг.5) все происходит в обратном порядке. По окончении обработки держатели 2-4 отводят в исходное положение. При этом полировальные- бруски 20 и 21с сухарями 18 и 19 под действием пружин 22 и 23 поворачиваются на осях 16 и 17 в исходное-положение, а каретки 10 и 11 под действием пружин 12 и 13 также отходят в исходное положение. Таким образом, использование изобретения позволит попеременно осущест влять процессы полирования и суперфиниширования галтелей, что приводит к повышению производительности обработки, уменьшению засаливания эластичных полировальных элементов, улучшает процесс их приработки и качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| ГОЛОВКА ДЛЯ ОДНОВРЕМЕННОЙ ФИНИШНОЙ ОБРАБОТКИ ШЕЙКИ И ГАЛТЕЛЕЙ ВАЛА | 1973 |
|
SU383577A1 |
| Устройство для финишной обработки | 1975 |
|
SU539747A2 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для суперфиниширования шеек коленчатого вала | 1980 |
|
SU933408A1 |
| УСТРОЙСТВО для СУПЕРФИНИШИРОВАНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1967 |
|
SU205636A1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| ПРИТИР ДЛЯ ДОВОДКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2365485C1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1979 |
|
SU870090A2 |
ГОЛОВКА ДЛЯ ОДНОВРЕМЕННОЙ . ФИНИШНОЙ ОБРАБОТКИ ШЕЙКИ И ГАЛТЕЛЕЙ 25 ВАЛА ПО авт.СВ. № 616117, о т л и ,ч а ю щ а я тем,что, с целью повышения производительности и улучшения качества обработки галтелей, каретка вьтолнена из двух частей, а каждый держатель инструмента связан соответственно со своей частью, при этом каждая часть каретки подпружинена относительно оси ее установки. 2.Головка ПОП.1, отличающаяся тем, что каждая часть каретки выполнена с возможностью регулирования положения относительно оси ее установки. . 3.Головка по П.1, о т ли ч а ю щ а я с я тем, что ось установки ка-g ретки выполнена с возможностью регу(Л лирования относительно корпуса. гб о о 4;: 4 Ipur.f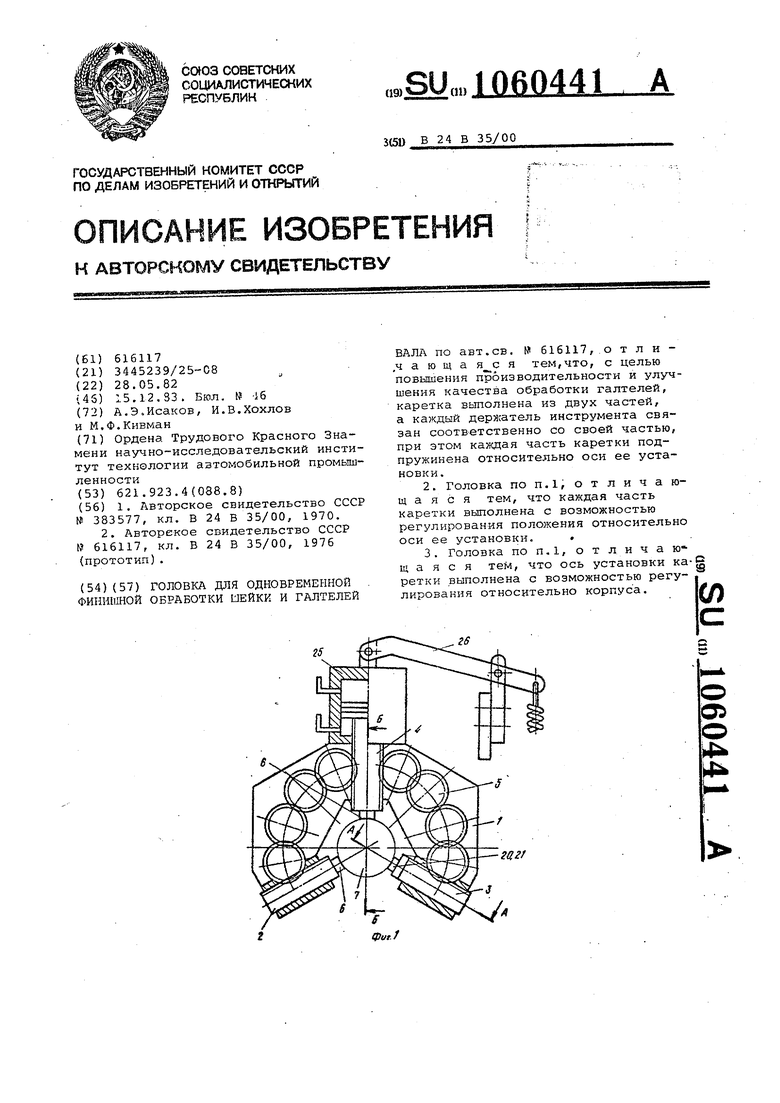
//
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ГОЛОВКА ДЛЯ ОДНОВРЕМЕННОЙ ФИНИШНОЙ ОБРАБОТКИ ШЕЙКИ И ГАЛТЕЛЕЙ ВАЛА | 0 |
|
SU383577A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
