1
Предлагаемое изобретение относится к металлургии и литейному производству и может быть использовано для модифицирования железоуглеродистых сплавов с целью получения высокопрочного чугуна с шаровидным графитом.
Известны установки для получения высокопрочного чугуна путем модифицирования его магнием и магнийсодержащими лигатурами, состоящие из открытого ковша конвертерного типа, поворотного устройства и зарядной камеры, расположенной на боковой стенке ковша и сообщающейся с рабочим объемом ковша через отверстие в его стенке, или камеры, выполненной непосредственно в ковше путем ограждения огнеупорами части его рабочего объема 1, 2.
Указанные установки имеют несовершенную конструкцию и не обеспечивают достаточно высокую степень усвоения модификаторов и стабильность полученных результатов.
Известна установка для получения чугуна с шаровидным графитом, включающая негерметизированный ковш конверторного типа, стенд, поворотное устройство и зарядную камеру, выполненную на дне ковша путем ограждения огнеупорами части его рабочего объема и имеющую отверстия, соединяющие ее с полостью ковша, и отверстие, снабл енное стопорной пробкой в боковой стенке ковша
для загруэки модификатора 3. Недостатком известного устройства является то, что зарядная камера расположена в рабочем объеме ковша. Это уменьшает -высоту слоя обрабатываемого сплава, что снижает степень усвоения модификаторов, затрудняет применение измельченных модификаторов, которые легко дозируются и лучше усваиваются сплавом, а также уменьшает срок службы зарядной камеры и усложняет ее замену.
Целью изобретения является увеличение степени усвоения модификаторов, повышение надежности работы и упрощение обслуживания установки.
Поставленная цель достигается тем, что зарядную камеру устанавливают под днищем ковша, а ее полость соединяют с рабочим объемом ковша через отверстия в его днище. При этом, с целью регулирования скорости
поступления модификаторов в ковш, зарядная камера снабжена перегородкой с отверстиями, установленной перпендикулярно оси камеры, кроме того, установка снабжена рассекателем, установленным в рабочем объеме ковша против отверстия в днище.
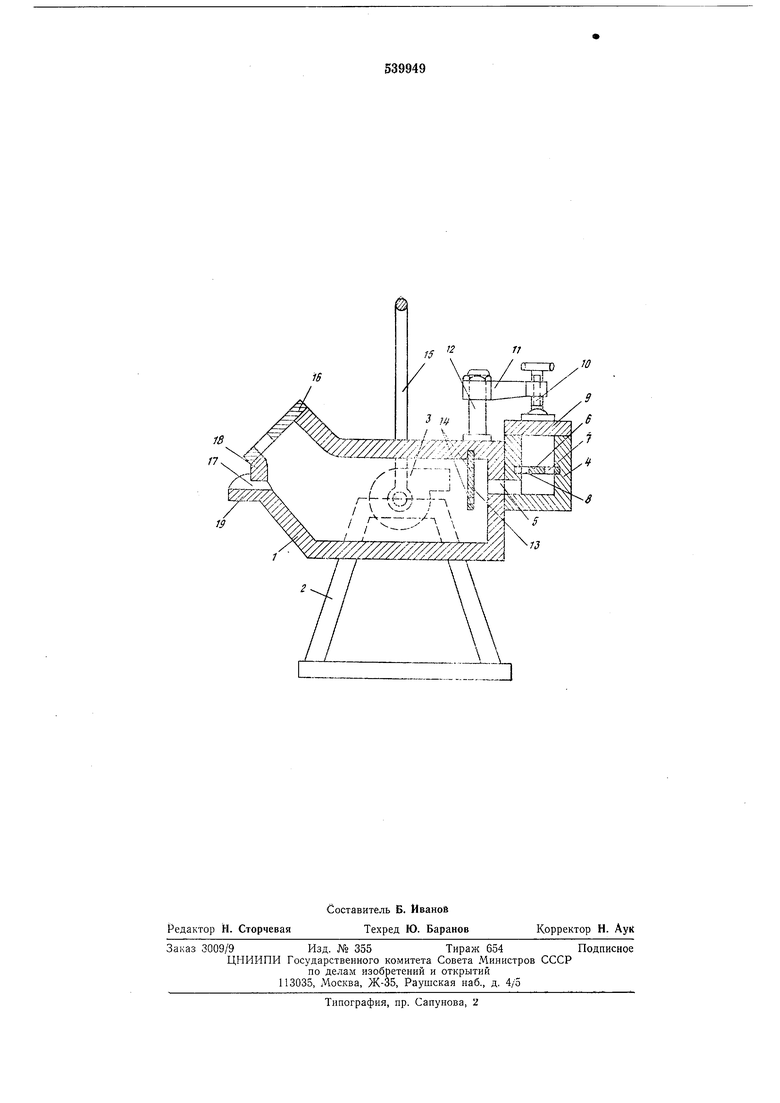
Установка для модифицирования сплавов изображена на чертеже.
Ухтановка содержит ковш конверторного типа 1, установленный на стенде 2 и имеющий
поворотное устройство 3, расположенную под
днищем Ковша зарядную камеру 4, полость которой соединена отверстием 5 в дне ковша с его рабочим объемом, перегородку 6 в зарядной камере, имеющую отверстия 7 для входа сплава и отверстия 8 для выхода модификатора, механизм закрывания зарядной камеры, включающш крышку 9, шарнирно соединенную с винтом 10, гайка которого закреплена на кронштейне 11, вращающемся вокруг оси 12, рассеиватель 13 потока модификатора по сечению ковша с отверстиями 14, устанавливаемый в рабочем объеме ковша перед отверстиями в его дне. Установка имеет также транспортную подвеоку 15, крышку горловины ковша 16, летку 17, порог над леткой 18 и желоб 19.
Установка для модифицирования сплавов работает следующим образом.
Ковш 1 в горизонтальном положении заполняют сплавом ниже уровня летки 17, после чего горловину ковша закрывают крышкой 16. Заполненный расплавом ковш устанавливают на стенд 2, при этом муфта червячного редуктора поворотного устройства 3 входит в зацепление с электрическим приводом стенда 2. Вращая с помощью маховика винт 10, поднимают крышку зарядной камеры 9 и, поворачивая кронштейн 11 вокруг оси 12, крышку 9 отводят в сторону. В открывшуюся зарядную камеру 4 помещают навеску модификатора, после чего крышку 9 снова устанавливают напротив зарядной камеры и, вращая винт 10, зарядную камеру 4 закрывают крыщкой 9.
Затем с помощью поворотного устройства 3 ковш 1 поворачивают в вертикальное положение, при котором ПОД действием ферростатического давления расплав через отверстия в дне ковша 5 и отверстия 7 входит в зарядную камеру, где расплавляет и испаряет модификатор, расплав и пары модификатора в результате повышения давления выходят через отверстия 8 в перегородке 6 и отверстия 5 в дне ковша в полость ковша с расплавом и, ударяясь о рассеиватель 13, разбиваются по сечению ковша на мелкие потоки и, поднимаясь вверх, растворяются в сплаве и перемешивают его.
Распределение модификатора но сечению ковша Происходит путем огибания его потоками поверхности рассеивателя 13, которая может быть плоской, выпуклой или вогнутой. При этом наличие отверстий 14 в рассеивателе 1 способствует более равномерному распределению модификатора по сечению ковша. Не прореагировавшие остатки модификатора могут сгорать всвободном пространстве над сплавом и уходить в атмосферу через летку и отверстие в крышке горловины ковша, где улавливаются вытяжной ве ггиляцией. Ковш выдерживают в этом положении до окончания процесса реагирования модификатора с расплавом. После окончания процесса
0 модифицирования ковш 1 поворачивают в горизонтальное положение, наклоняют и сплав через детку 17 переливают в различные ковши или же непосредственно заливают в линейные формы. В последнем случае ковш снимают со
5 стенда. При выпуске модифицированного сплава из ковша порог над леткой 18 выполняет роль шлакоотделителя. После разливки сплава открывают крышку 16 горловины ковша. Из ковша удаляют шлак и повторяют ио0 вый цикл модифицирования другой порции сплава.
Формула изобретения
1.Установка для модифицирования спла5 ВОВ, содержащая ковш, установленный на
стенде, соединенном с поворотным устройством, зарядную камеру и механизм ее закрывания, отличающаяся тем, что, с целью увеличения степени усвоения модификаторов 3 и упрощения обслуживания устаповки, зарядная камера установлена под днищем ковша и ее полость сообщается с полостью ковща через отверстие в его днище.
2.Установка по п. 1, отличающаяся 5 тем, что, с целью регулирования поступления
модификаторов в ковш, зарядная камера снабжена перегородкой с отверстиями, установленной перпендикулярно оси камеры.
3.Установка по п. п. 1, 2, отличающая0 с я тем, что она снабжена рассекателем,
установленным в рабочем объеме ковша против отверстия в днище.
Источники информации, принятые во внимание при экспертизе.
5 1. Ващенко К. И., Софрони Л., «Магниевый чугун, Машгиз, 1960 г., стр. 146-149.
2.Коломьщев А. М., Терзиян П. Г. «Усовершенствование метода ввода модификаторов в жидкий металл, «Литейное производство,
9 1975 г. Л1Ь I, стр. 25-26.
3.Экспресс-информация «Технология и оборудование линейного производства, 1972 г № 23, стр. 20-21 - прототип.
J2
11
г-i / C: /° /
K TP L| u4Ь-1г f
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Устройство для модифицирующей обработки жидкого чугуна | 1987 |
|
SU1608227A1 |
| КОВШ ДЛЯ ОБРАБОТКИ ЧУГУНА МАГНИЕМПодписная группа № 7 | 1964 |
|
SU159553A1 |
| Способ модифицирования чугуна и устройство для его осуществления | 1989 |
|
SU1632980A1 |
| Устройство для модифицирования чугуна | 1990 |
|
SU1788025A1 |
| Чайниковый ковш для модифицирования железоуглеродистых сплавов | 1986 |
|
SU1371972A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЧУГУНА ВАГРАНОЧНОЙ ПЛАВКИ С ТЕМПЕРАТУРОЙ РАСПЛАВА НИЖЕ 1300°С | 1996 |
|
RU2110582C1 |
| Устройство для модифицирования расплавленного металла | 1989 |
|
SU1705353A1 |
| Устройство для модифицирования сплавов | 1980 |
|
SU998527A1 |
| Способ сфероидизирующего модифицирования высокопрочных чугунов в барабанном ковше | 2024 |
|
RU2834662C1 |