Изобретение относится к металлургии, в частности к способу ковшевого сфероидизирующего модифицирования расплава чугуна в ковше барабанного типа для получения высокопрочных чугунов с компактными (шаровидной и вермикулярной) формами графита.
Из уровня техники широко известно, что для получения высокопрочных чугунов с компактным графитом ферросиликомагниевыми модификаторами (ФСМг) с плотностью меньшей, чем у расплава чугуна, используются такие способы ковшевого сфероидизирующего модифицирования как «сэндвич-процесс», «ковш с крышкой» и др., которые можно принять за аналоги:
- Knustad, O. Проблемы, возникающие при производстве высокопрочных чугунов. Обзор существующих способов получения ВЧ и используемых модификаторов [Текст] / О. Knustad // Литейщик России. - 2011. - №4. - С.19-26;
- Косников, Г. А. Основы литейного производства [Текст] / Г. А. Косников. - СПб: СПбГПУ, 2002.- 204 с.;
- Александров, Н. Н. Высококачественные чугуны для отливок [Текст] / Н. Н. Александров. - М: Машиностроение, 1982. - 222 с.;
Известен способ получения высокопрочного чугуна с шаровидным графитом по патенту на изобретение RU №2074894; приоритет от 21.06.1993 г, при котором чугун обрабатывают в ковше смесью на основе зернового ферросилиция, содержащей 5-8 мас. % гранулированного магния, помещенной в карман в днище ковша и равномерно покрытой покровным слоем, представляющим собой смесь на основе зернового ферросилиция, содержащей 1-2 мас. % гранулированного магния.
Известен способ ковшевого модифицирования чугуна АС СССР №1786086, приоритет от 16.04.1990 г., при котором обеспечивается перемешивание в процессе модифицирования чугуна в стальном контейнере, дополнительно содержащем крышку из огнеупорного материала с удельным весом от 0,3-0,6 от удельного веса расплава чугуна.
В качестве прототипа выбран способ ковшевого сфероидизирующего модифицирования высокопрочных чугунов по патент RU №2525870, приоритет о 17.05.2012 г., включающий размещение сфероидизирующего модификатора на днище ковша и заполнение ковша расплавом чугуна, отличающийся тем, что сфероидизирующий модификатор в виде ферросиликомагниевой лигатуры помещают в заднюю часть днища ковша, напротив носка, таким образом, чтобы величина перекрытия им донной части ковша не превышала длину радиуса ее окружности, после этого за время 30…60 с наполняют ковш расплавом чугуна, причем при заполнении ковша металлом струю расплава чугуна подают ближе к носку ковша.
Недостатком приведенных способов ковшевого сфероидизирующего модифицирования является повышенная трудоемкость. При этом способы ограничены использованием в ковшах чайникового типа, исключая возможность применения в ковшах барабанного типа, с применением специальных технологических схем для размещения модификатора, например, таких как реакционный карман для модификатора на днище ковша, и/или дополнительного оборудования для наполнения ковша расплавом чугуна из печи, таких как крышка-резервуар с отверстием для накопления расплава чугуна из печи и дозированной его подачи в ковш, вилочный погрузчик для снятия и одевания крышки на ковш и др.
Схема введения навески сфероидизирующего модификатора в барабанный ковш отличается от схемы введения в чайниковый ковш ввиду того, что размеры заливочного отверстия в барабанном ковше отличаются в меньшую сторону от размеров заливочного отверстия чайникового ковша, а также днище барабанного ковша имеет цилиндрическую форму в отличие от плоского днища чайникового ковша, в результате вся навеска сфероидизирующего модификатора, уложенная на днище барабанного ковша, ссыпается его нижнюю зону и в ней концентрируется, располагаясь на траектории падения струи расплава чугуна из печи, подвергается ускоренному интенсивному размыванию, всплытию сфероидизирующего модификатора на поверхность и сгоранию содержащегося в нем магния, что приводит к низкому фактическому содержанию остаточного магния в расплаве чугуна, приводящему к формированию недопустимого пластинчатого графита в структуре отливок.
Технический результат при осуществлении изобретения заключается в создании способа сфероидизирующего модифицирования расплава чугуна в ковше барабанного типа, по сравнению с «сэндвич-процессом», исключив использование дополнительного оборудования и техники.
Технический результат достигается за счет того, что разработан способ сфероидизирующего модифицирования высокопрочных чугунов с шаровидной и вермикулярной формой графита, заключающийся в размещении сфероидизирующего модификатора в ковше, отличающися тем, что введение равновеликих полунавесок легкой ферросиликомагниевой лигатуры обеспечивается путем их направления в углы между днищем и торцевыми вертикальными стенками барабанного ковша с вертикальным введением равновеликих полунавесок на каждую из торцевых вертикальных стенок, причем высота полунавески от днища вертикально по каждой из торцевых стенок, превышает ее ширину на днище, при этом в частных случаях введение равновеликих полунавесок легкой ферросиликомагниевой лигатуры может производиться либо изначально затаренными в полиэтиленовые пакеты, либо с использованием специального совка для модификатора, либо посредством наклонного желоба с боковыми стенками, препятствующими его рассыпанию, а также поверх равновеликих полунавесок легкой ферросиликомагниевой лигатуры может дополнительно вводиться покровный материал в виде: ферросилиция и графитизирующих модификаторов на его основе, измельченного лома черных металлов, мелкого стального или чугунного скрапа - зашлакованных отходов из плавильных агрегатов, расплавов, теряемых в процессе литься чугуна и стали при их транспортировке, стружки – кусков металла, оставшихся в результате механической (токарной, фрезерной) обработки металла, высечки - отходов штампового производства металлических шайб и подобных круглых деталей, что в целом снижает расход модификатора за счет замедления его реакции с расплавом чугуна.
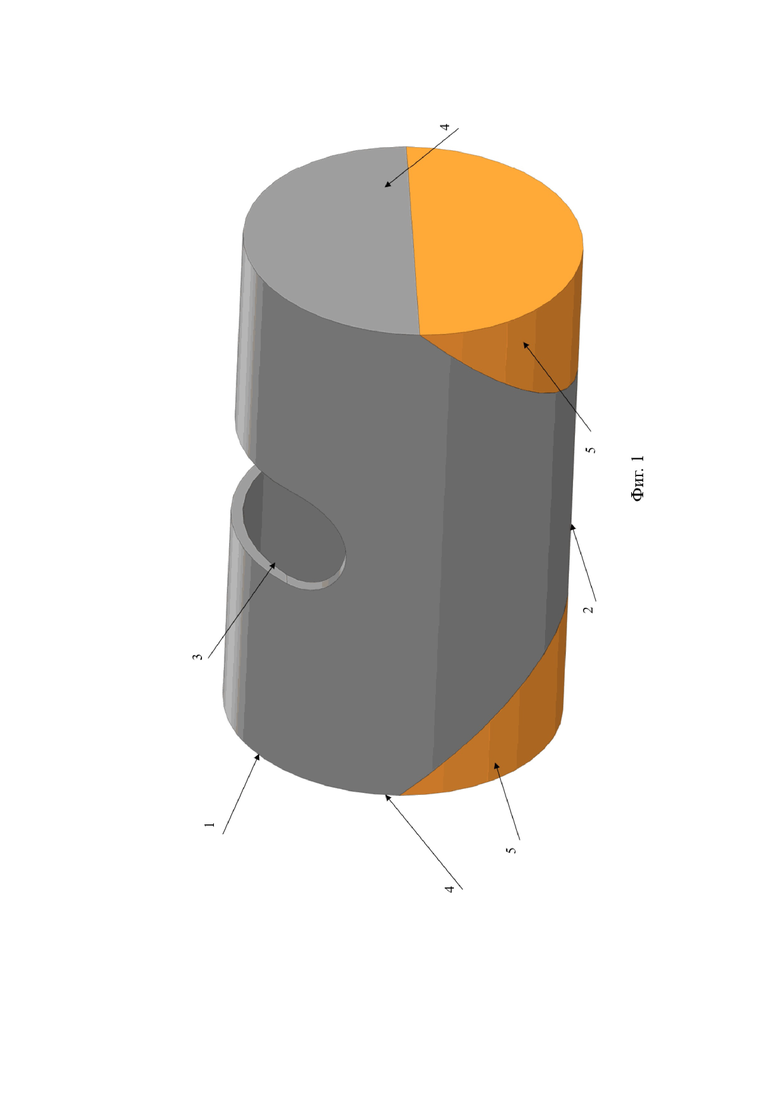
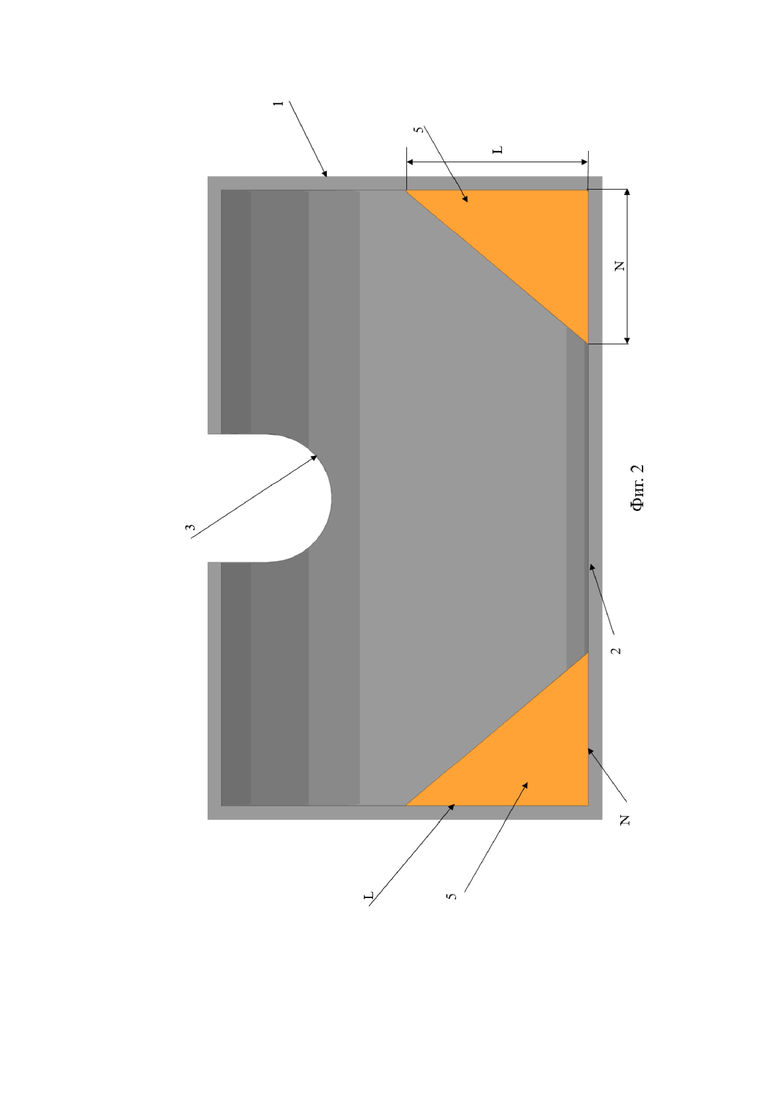
Способ реализуется в конструкции ковша барабанного типа, приведенного схематично на фиг. 1 в аксонометрии, на фиг. 2 показано продольное сечение ковша, на которых - общий вид барабанного ковша 1 с днищем 2, заливочной горловиной 3, торцевыми стенками 4, с размещенным модификатором в углах между днищем 2 и торцевыми вертикальными стенками 4, а именно с вертикальным введением равновеликих полунавесок 5 на каждую торцевую вертикальную стенку 4, причем высота L полунавески от днища вертикально по каждой из торцевых стенок 4, превышает ее ширину N на днище 2 (фиг.2).
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемый способ сфероидизирующего модифицирования высокопрочных чугунов в барабанном ковше легкими ферросиликомагниевыми лигатурами неизвестен и явным образом не следует из изученного уровня техники, то есть соответствует критериям «новизна» и «изобретательский уровень».
Заявляемый способ модифицирования может быть использован в условиях чугунолитейного производства и соответствует критерию «промышленная применимость».
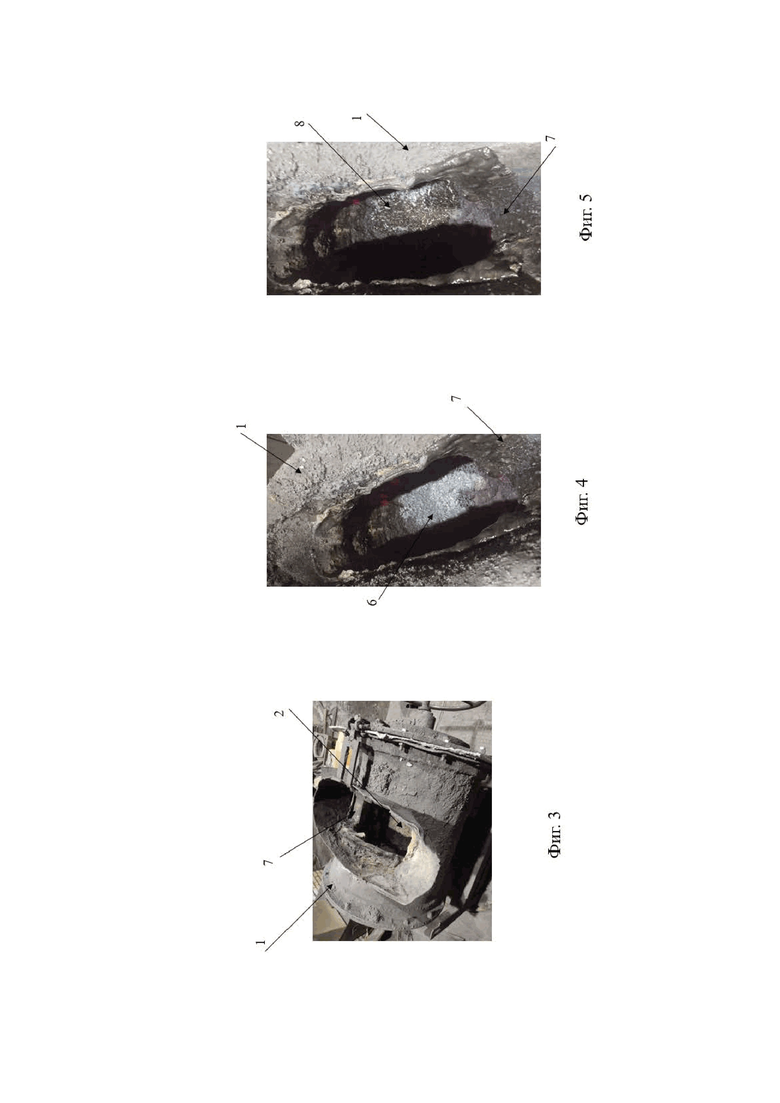
Для обеспечения сфероидизирующего модифицирования расплава чугуна по данному способу, плавильщик после проверки состояния футеровки барабанного ковша и отсутствия остатков расплава чугуна на его днище, вводит равновеликие полунавески легкой ферросиликомагниевой лигатуры во внутреннюю полость разогретого под газовой горелкой до малинового цвета (температуры не ниже 600°С) (фиг.3-5) барабанного ковша, либо изначально затаренными в полиэтиленовые пакеты, либо с использованием специального совка для модификатора, либо наклонного желоба с боковыми стенками, препятствующими его рассыпанию путем их направления и введения на его торцевые вертикальные стенки, либо с дополнительным покровным материалом поверх равновеликих полунавесок легкой ферросиликомагниевой лигатуры (фиг.5). На фиг. 4 показано расположение введенного модификатора 6 с одной стороны относительно перемычки 7 барабанного ковша 1, а на фиг. 5 показано расположение модификатора 6 с дополнительным покровным материалом 8 с одной стороны относительно перемычки 7 барабанного ковша 1. После чего барабанный ковш с уложенными равновеликими полунавесками легкой ферросиликомагниевой лигатуры транспортируется к печи и производится его наполнение струей расплава чугуна по любой траектории, минимизируя риск размывания, всплывания и сгорания легкой ферросиликомагниевой лигатуры на поверхности зеркала расплава чугуна в ковше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОВШЕВОГО СФЕРОИДИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ВЫСОКОПРОЧНЫХ ЧУГУНОВ | 2012 |
|
RU2525870C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 1993 |
|
RU2074894C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ПРОИЗВОДСТВА СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ И ВЕРМИКУЛЯРНЫМ ГРАФИТОМ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 2006 |
|
RU2337973C2 |
| КОВШ ДЛЯ ПРОВЕДЕНИЯ СФЕРОИДИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ РАСПЛАВА ЧУГУНА ЛЕГКИМИ ЛИГАТУРАМИ И ЕГО РАЗЛИВКИ | 2012 |
|
RU2545884C2 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ГРАФИТНЫХ ВКЛЮЧЕНИЙ В ВЫСОКОПРОЧНОМ ЧУГУНЕ | 2008 |
|
RU2402617C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2014 |
|
RU2585912C1 |
| СПОСОБ КОВШОВОГО МОДИФИЦИРОВАНИЯ РАСПЛАВА ЧУГУНА ЛЕГКИМИ МАГНИЙСОДЕРЖАЩИМИ ЛИГАТУРАМИ | 2012 |
|
RU2500819C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ ЧУГУНОВ С ШАРОВИДНЫМ ИЛИ ВЕРМИКУЛЯРНЫМ ГРАФИТОМ НА ОСНОВЕ НАНОСТРУКТУРИРОВАННОГО НАУГЛЕРОЖИВАТЕЛЯ | 2011 |
|
RU2495133C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2007 |
|
RU2375461C2 |
| Способ получения чугуна с шаровидной формой графита | 1985 |
|
SU1271886A1 |
Изобретение относится к металлургии и может быть использовано в машиностроении, автомобиле- и тракторостроении при производстве отливок из высокопрочных чугунов с шаровидной и вермикулярной формой графита. Способ сфероидизирующего модифицирования высокопрочных чугунов включает подачу двух равновеликих полунавесок ферросиликомагниевой лигатуры в углы между днищем и торцевыми вертикальными стенками барабанного ковша с вертикальным введением равновеликих полунавесок на каждую из торцевых вертикальных стенок, причем высота полунавески от днища вертикально по каждой из торцевых стенок, превышает ее ширину на днище. Изобретение позволяет проводить модифицирование в барабанном ковше без дополнительного оборудования, а также снизить риск размывания, всплывания и сгорания на поверхности зеркала расплава легкой ферросиликомагниевой лигатуры. 8 з.п. ф-лы, 5 ил.
1. Способ сфероидизирующего модифицирования высокопрочных чугунов с шаровидной и вермикулярной формой графита, включающий размещение сфероидизирующего модификатора в ковше и заполнение ковша расплавом чугуна, отличающийся тем, что вводят две равновеликие полунавески лёгкой ферросиликомагниевой лигатуры в углы между днищем и торцевыми вертикальными стенками барабанного ковша с вертикальным введением равновеликих полунавесок на каждую из торцевых вертикальных стенок, причём высота полунавески от днища вертикально по каждой из торцевых стенок превышает её ширину на днище.
2. Способ по п. 1, отличающийся тем, что вводят равновеликие полунавески лёгкой ферросиликомагниевой лигатуры в полиэтиленовых пакетах.
3. Способ по п. 1, отличающийся тем, что вводят равновеликие полунавески лёгкой ферросиликомагниевой лигатуры посредством совка для модификатора.
4. Способ по п. 1, отличающийся тем, что вводят равновеликие полунавески лёгкой ферросиликомагниевой лигатуры посредством наклонного жёлоба с боковыми стенками.
5. Способ по п. 1, отличающийся тем, что дополнительно поверх равновеликих полунавесок лёгкой ферросиликомагниевой лигатуры вводят покровный материал в виде измельчённого лома черных металлов.
6. Способ по п. 1, отличающийся тем, что дополнительно поверх равновеликих полунавесок лёгкой ферросиликомагниевой лигатуры вводят покровный материал в виде ферросилиция и графитизирующих модификаторов на его основе.
7. Способ по п. 1, отличающийся тем, что дополнительно поверх равновеликих полунавесок лёгкой ферросиликомагниевой лигатуры вводят покровный материал в виде скрапа.
8. Способ по п. 1, отличающийся тем, что дополнительно поверх равновеликих полунавесок лёгкой ферросиликомагниевой лигатуры вводят покровный материал в виде стружки.
9. Способ по п. 1, отличающийся тем, что дополнительно поверх равновеликих полунавесок лёгкой ферросиликомагниевой лигатуры вводят покровный материал в виде высечки.
| СПОСОБ КОВШЕВОГО СФЕРОИДИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ВЫСОКОПРОЧНЫХ ЧУГУНОВ | 2012 |
|
RU2525870C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ВЕРМИКУЛЯРНЫМ ГРАФИТОМ | 2006 |
|
RU2315815C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА И МОДИФИКАТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2704678C1 |
| CN 1055838972 A, 10.08.2016 | |||
| CN 111363876 А, 03.07.2020 | |||
| GB 7942877 A, 30.04.1958 | |||
| US 48774576 A, 17.10.1989. | |||

