Предмет изобретения относится к типу приспособлений для формовки блоков с боковыми отверстиями, устанавливаемых на обычных прессах ДЛЯ формовки.
Для образования боковых отверстий в момент окончательного прессования блока штемпелем приходится прокалывать спрессованную массу, что требует больших усилий и ведет за собой потерю массы, что явно невыгодно.
С целью устранения этого недостатка в предлагаемом приспособлении подача штемпелей начинается во время движения сердечника, а окончание прокола происходит в тот момент, когда сердечник еще не дошел до своего конечного положения.
Привод в возвратно-поступательное движение всех штемпелей, прокалывающих боковые отверстия, производится одновременно, для чего штемпели снабжены пальцами, входящими в прорезы неподвижных и подвижных дисков, расположенных
один над другим. Неподвижные диски снабжены радиальными прорезами, а диски, принудительно поворотные, имеют прорезы, расположенные под УГЛОМ к радиусам.
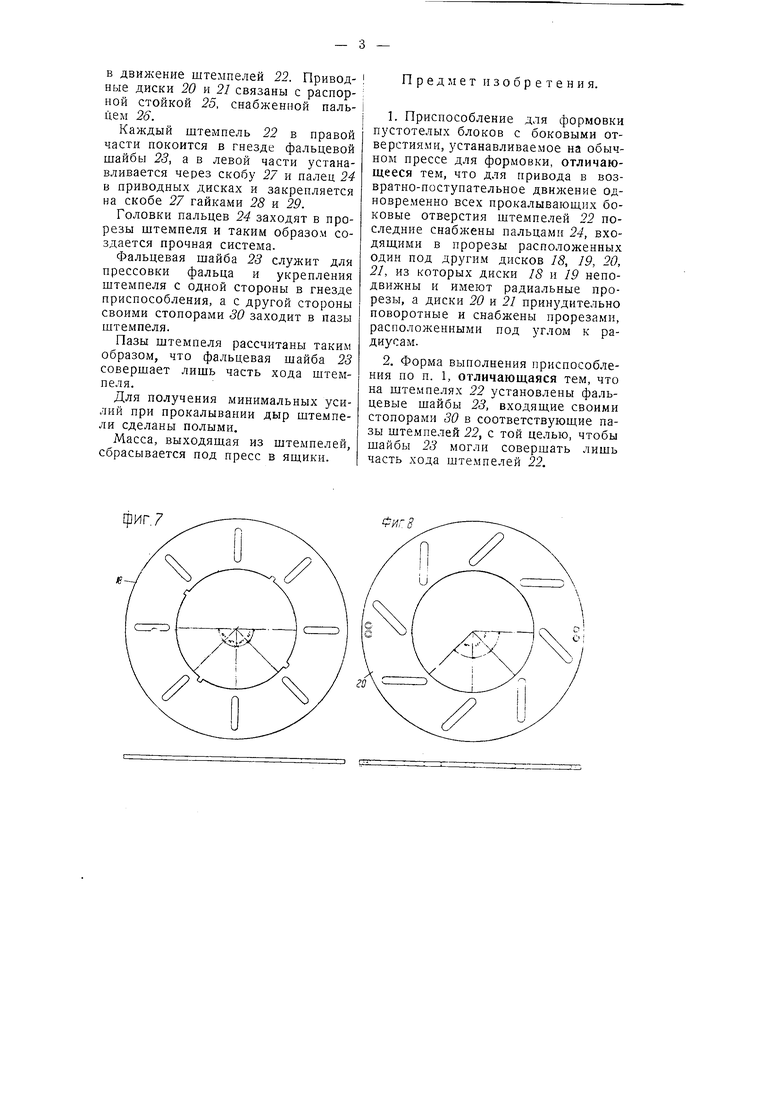
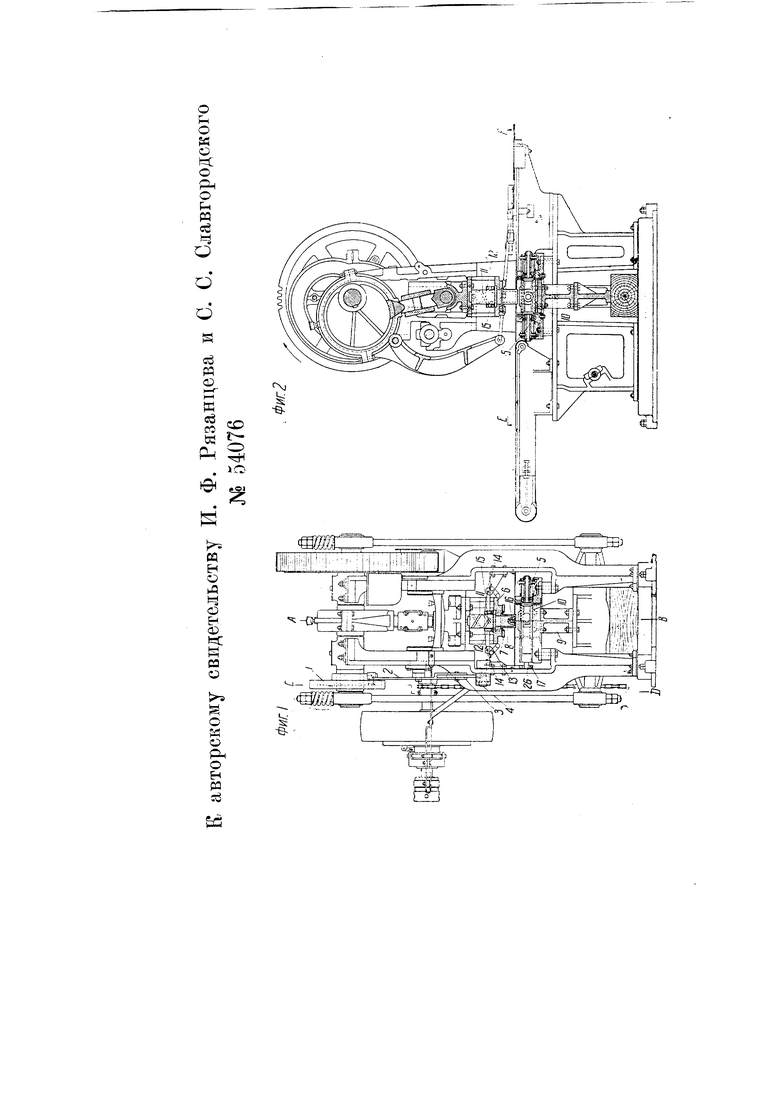
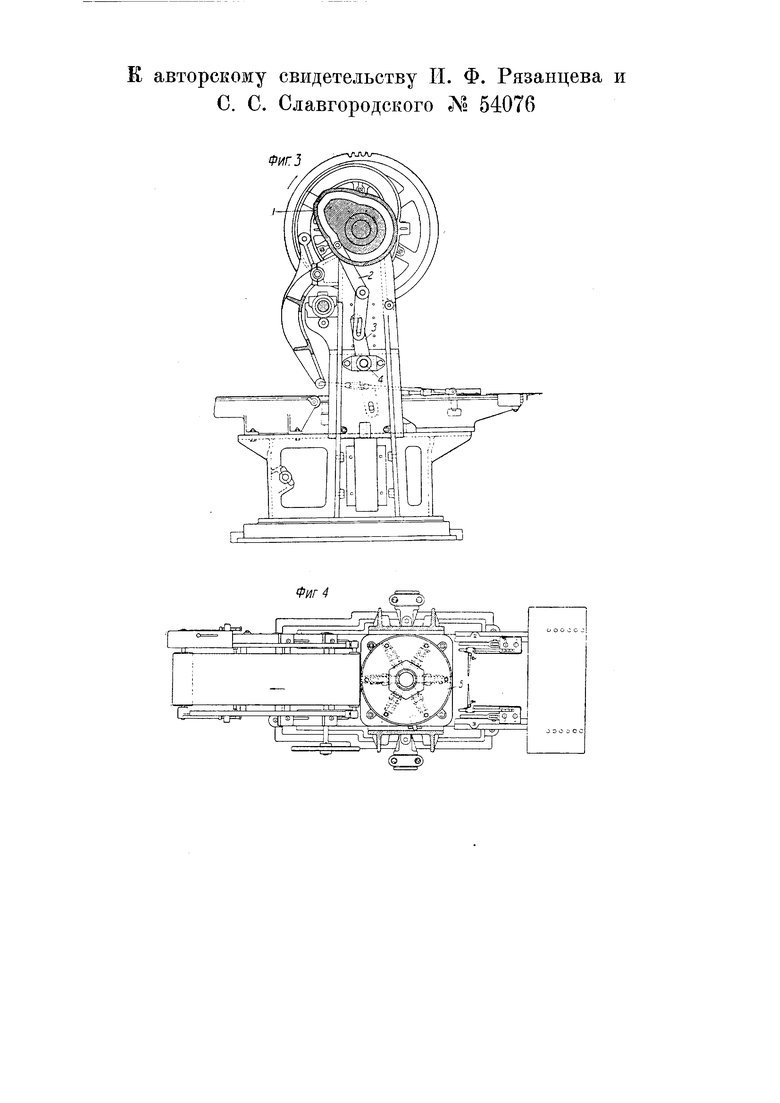
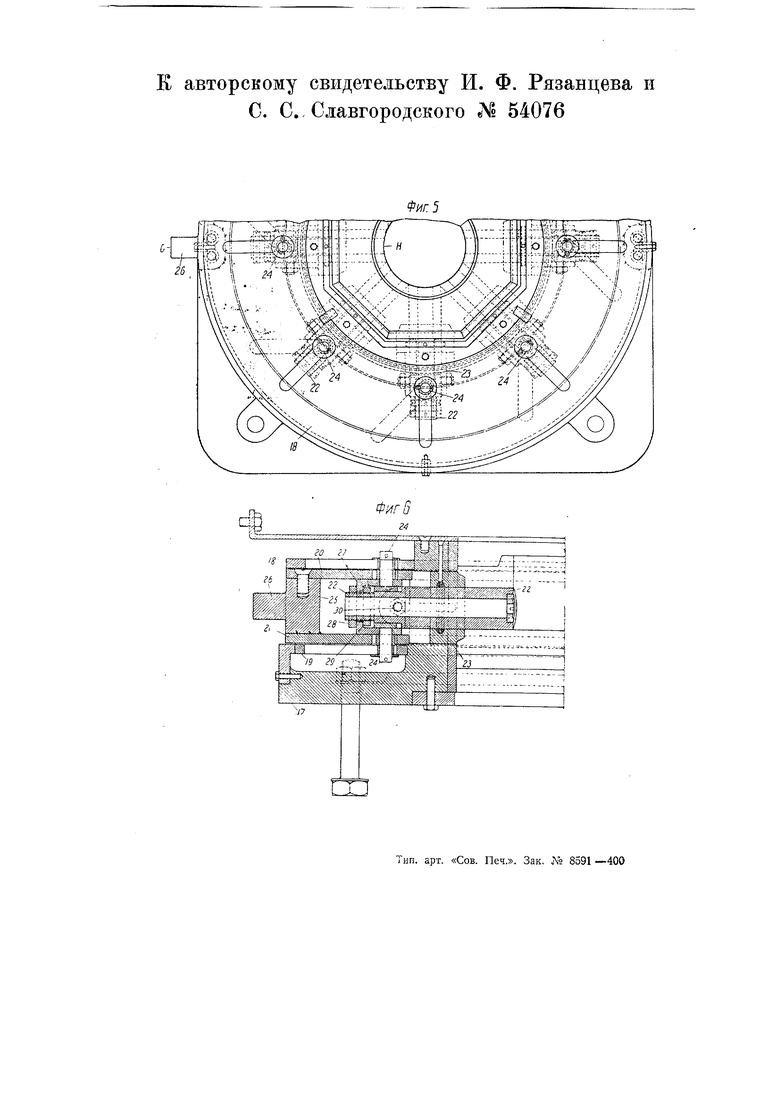
На чертеже фиг. 1 изображает вид спереди пресса с приспособлением ДЛЯ формовки пустотелых блоков с боковыми отверстиями; фиг. 2- вертикальный разрез его по АВ фиг. 1; фиг. 3- то же по CD фиг. 1; фиг. 4 -горизонтальный разрез по EF фиг. 2; фиг. 5 - вид сверху приспособления для формовки пустотелых блоков с боковыми отверстиями; фиг. 6 - разрез по GH фиг. 5; фиг. 7 - вид сверху неподвижного направляющего диска; фиг. 8- вид сверху поворотного диска.
Прессование пустотелого блока производится на обычном ирессе (фиг. 1-4) верхним и нижним щтемпелями так же, как и кирпича.
Прокол боковых отверстий производится штемпелями, привод которых в движение осуществляется при
помощи дисков через систему кривошипов от пазового кулака.
На кривошип, со стороны приводного шкива, устанавливается пазовый кулак /. В паз кулака заходит ролик с пальцем. Палец соединяется с коромыс лом 2, а последнее, имеющее на конце прорез, связано с кривошипом 3, закрепленным на валу 4. Вал монтирован в станине пресса и в добавочном подшипнике. С внутренней стороны станины на вал 4 устанавливается второй кривошип 77, соединенный с пальцем 26 распорной стойки 25 приспособления для прокола боковых отверстий (фиг. 6).
Пазовый кулак / установлен так, что при своем повороте на 46 нажимает на коромысло 2, которое передает усилие на кривошипы, и последние поворачивают диски приспособления 5. При последующем повороте на 18° кулак имеет холостой ход. В этот период происходит допрессовка изделия.
При дальнейшем движении и повороте на 46° пазовый кулак / нажимает на коромысло 2 и вращает последнее в обратную сторону; такое же вращение (обратное) получают диски приспособления 5.
При дальнейшем повороте на 250 пазовый кулак совершает холостой ход. В этот период происходит выдача сырца, подача новой валюшки и прессование центровика.
К имеющейся прессовой головке крепится корпус 6, к нижней части которого крепятся верхний штемпель 7 и сердечник 8. Под последним устанавливается подставка 9 с нижним штемпелем 10. Подача валюшки и выдача производится так же, как и в соответствующем прессе. При прессовании между сердечником и штемпелями будут оставаться заусенцы. Для растирания таковых сердечнику придается вращение. Для получения вращения сердечника при прессовании, в корпусе 6 устанавливается приспособление, состоящее из вала // с винтовым прорезом, кольца 12 с упорами и пальцами 15, кронштейнов /3 и стопоров 14 с пружинами.
При движении прессовой головки вниз кольцо с упорами садится на кронштейны 13 и прекращает движеиие; при этом палец 15 кольца 12 упором в винтовой прорез заставляет вал 11 поворачиваться. Поворот продолжается до конечного движения прессовой головки а с ней и сердечника 8.
При обратном движении прессовой головки кольцо с упорами задерживается стопорами 14. Палец 15 поворачивает сердечник. Нижнее плечо стопоров скользит по стенке корпуса 6, задерживая таким образом стопоры.
При дальнейшем движении нижнее плечо стопора освобождается от усилия со стороны стенки корпуса, и стопоры под действием пружин освобождают кольцо с упорами. Поворачивание сердечника окончилось. Поворот вала 11 совершается на угол 180°. Клапан 16 служит для сообщения сердцевины сердечника с атмосферой в момент подъема прессовой части.
В остальном конструкция пресса не меняется и остается целиком существующей.
Подача щтемпелей приспособления 5 для прокола боковых отверстий начинается в момент, когда сердечник 6 еще не дошел до своего конечного положения, примерно, на 76 мм, а окончание прокола происходит тогда, когда сердечник не дошел до конечного положения, примерно, на 7-8 мм.
Приспособление 5 для формовки пустотелых блоков с боковыми отверстиями (фиг. 5-8) состоит из станины 17, верхнего и нижнего неподвижных направляющих дисков 18 и 19, приводных дисков 20 и 21, щтемпелей 22, фальцевых шайб 23 и пальцев 24.
Направляющие неподвижные диски /8, 19 имеют прямые радиальные прорезы (фиг. 7) и служат для подачи щтемпелей 22 при прокалываНИИ отверстий. Приводные диски 20, 21 (фиг. 8) имеют косые прорезы, расположенные под углом к радиусам и прорезам в направляющих дисках, и назначаются для привода
в движение штемпелей 22. Приводные диски 20 и 21 связаны с распорной стойкой 25, снабженной пальцем 26.
Каждый штемпель 22 в правой части покоится в гнезде фальцевой шайбы 23, а в левой части устанавливается через скобу 27 и палец 24 в приводных дисках и закрепляется на скобе 27 гайками 28 и 29.
Головки пальцев 24 заходят в прорезы штемпеля и таким образом создается прочная система.
Фальцевая шайба 23 служит для прессовки фальца и укрепления штемпеля с одной стороны в гнезде приспособления, а с другой стороны своими стопорами 30 заходит в пазы штемпеля.
Пазы штемпеля рассчитаны таким образом, что фальцевая шайба 23 совершает лишь часть хода штемпеля.
Для получения минимальных усилий при прокалывании дыр штемпели сделаны полыми.
Масса, выходяшая из штемпелей, сбрасывается под пресс в яшики.
Предмет изобретения.
1.Приспособление для формовки пустотелых блоков с боковыми отверстиями, устанавливаемое на обычном прессе для формовки, отличающееся тем, что для привода в возвратно-поступательное движение одновременно всех прокалываюш.их боковые отверстия штемпелей 22 последние снабжены пальцами 24, входяш,ими в прорезы расположенных один под другим дисков 18, 19, 20, 21, из которых диски 18 и 19 неподвижны и имеют радиальные прорезы, а диски 20 и 21 принудительно поворотные и снабжены прорезами, расположенными под углом к радиусам.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что на штемпелях 22 установлены фальцевые шайбы 23, входяшие своими стопорами 30 в соответствующие пазы штемпелей 22, с той целью, чтобы шайбы 23 могли совершать лишь часть хода штемпелей 22,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения чеков в счетчиках расхода | 1930 |
|
SU35730A1 |
| РЕВОЛЬВЕРНЫЙ ПРЕСС ДЛЯ ФОРМОВКИ КИРПИЧА | 1928 |
|
SU18235A1 |
| Пресс для допрессовки керамических деталей, например, центровиков | 1947 |
|
SU90948A1 |
| Устройство для изготовления брикетов и строительных камней | 1929 |
|
SU30602A1 |
| Машина для формовки кирпича | 1927 |
|
SU8632A1 |
| Подпрессовыватель брикетного пресса | 1982 |
|
SU1092276A1 |
| Приспособление к прессовому ящику для удержания на определенном уровне порций хлопка прессованием его в кипы | 1927 |
|
SU20963A1 |
| Машина для осмаливания и опечатывания бутылок | 1936 |
|
SU57671A1 |
| Машина для производства стеклянных изделий | 1927 |
|
SU12261A1 |
| Устройство для разработки движения и суставов верхней конечности | 2021 |
|
RU2766788C1 |
фиг. 7
Фиг 8
Рч
w:
Рн
Рн
W с5
и м Ф
1-н
S
. е
HsH
I-ч
и
В о л ч о н ф fcC
м нч
со о
1
о W о
Рн
РЗ к авторскому С. С.
ФигЗ
Фиг
,-л
(о о) свидетельству И. Ф. Рязанцева и Славгородского Л 54076 к авторскому С. С. свидетельству И. Ф. Рязанцева и Славгородского «М 54076
