Предлагаемый револьверный пресс назначается для изготовления стандартного строительного кирпича из материалов, поддающихся прессованию и не требующих обжига, при чем кирпич может выделываться одинаково как сплошной, так и пустотелый. В прессе применен принцип вращения на горизонтальной оси барабана, несущего на себе формы, с применением прессования посредством коленчатого вала и с поворачиванием барабана на определенный угол с помощью мальтийского креста.
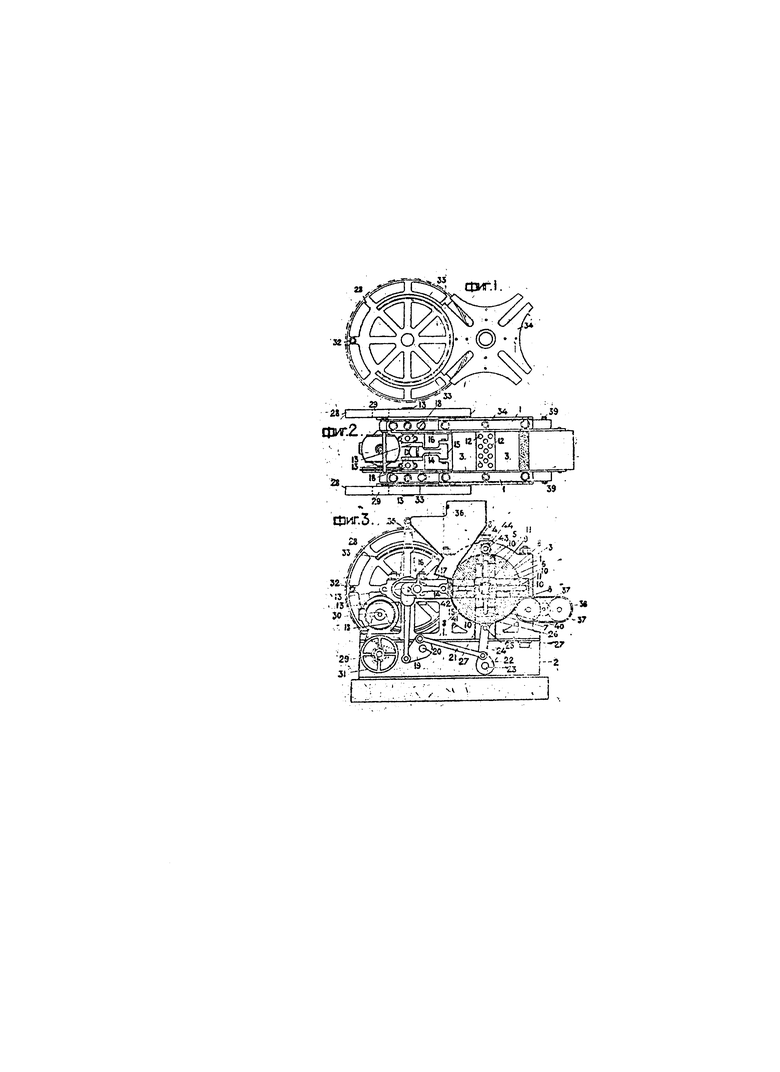
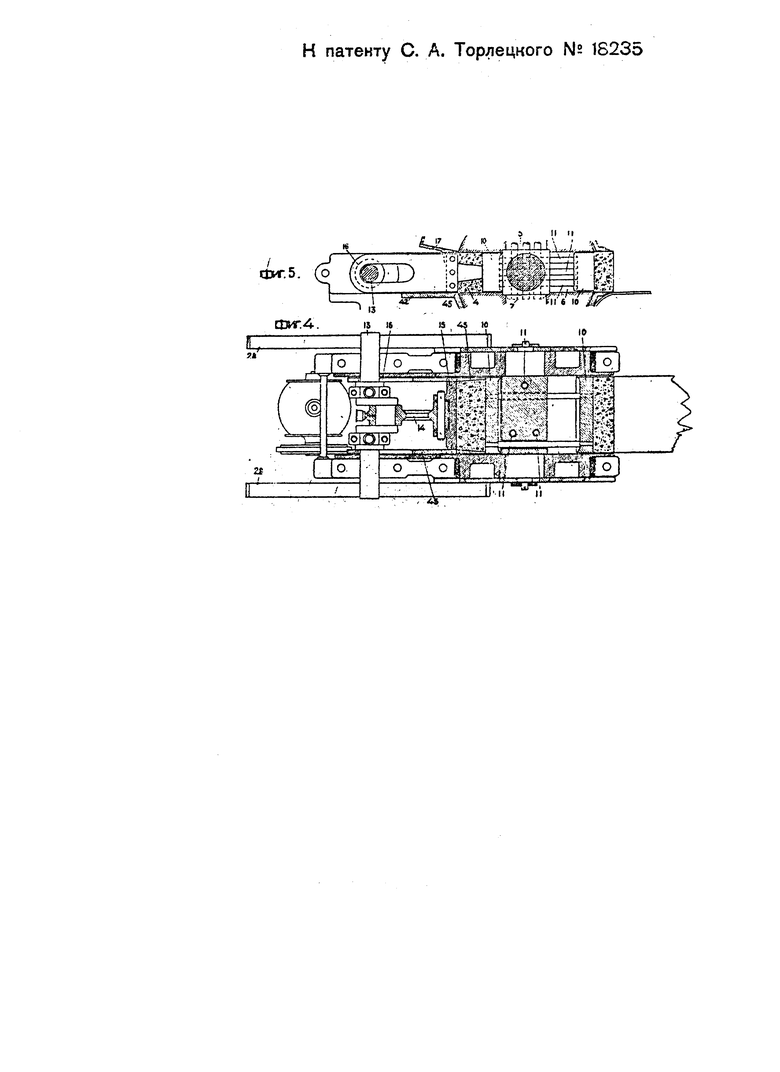
На чертеже фиг. 1 изображает вид мальтийского креста сбоку и сопряженной с ним зубчатки: фиг. 2 и 3 - соответственно горизонтальная и вертикальная проекции пресса для пустотелого кирпича: фиг. 4 и 5 - соответственно то же для кирпича сплошного.
Массивная рама-станина 1 пресса покоится на раме из балок 2 и несет вращающийся в ней барабан 3, состоящий из четырех форм 4, 5, 6 и 7, образованных стенками барабана, угловыми вставками 8 и плоскостями квадратного вала 9. В формах свободно передвигаются днища 10, попарно связанные между собой в противоположных формах штоками 11, проходящими через вал 9. В каждой грани вала 9 укреплены на резьбе одиннадцать съемных штырей 12, свободно проходящих через отверстия в днищах 10. Подшипником для вращения формовочного барабана служит рама-станина, являющаяся в то же время упором пресса, для чего она связана прочными болтами с нижними балками. Станина несет трехколенчатый вал 13, вращающийся в коренных подшипниках станины: среднее колено вала несет шатун 14, связанный шарнирно с плитой 15, направляющими 16 и полкой 17. Направляющие 16, скрепленные с плитой 15 наглухо, имеют с одной стороны отростки 15, а с другой - прорез, продольно скользящий своими окраинами по валу 13 в цилиндрической его части у подшипников (фиг. 5). Два другие колена вала 13, расположенные параллельно и под углом в 90° к среднему колену, несут шатуны 18, связанные с двумя угловыми рычагами 19, также параллельно установленными на валу 20 и своими короткими плечами связанные с тягами 21. Последние в свою очередь связаны с кривошипами 22, имеющими качательное движение на валу 25, и с шатунами 24, связанными шарниром 25 с прессовой плитой 26, скользящей вверх и вниз в направляющих 27 на раме-станине. По концам вала 13, вне станины, насажены зубчатые колеса 28, приводимые в движение ведущими шестернями 29, насаженными на концы промежуточного вала вне станины, на котором укреплена внутри рамы-станины цепная шестерня 31, приводимая в движение цепью от шестерни (звездочка) 30, укрепленная на валу мотора. Обе шестерни 28 имеют по пальцу 32 и кольцевые выступы 33. К барабану 3 прикреплены с каждой стороны, также вне станины, плоские крестообразные диски 34 (мальтийские кресты на фиг. 1). На станине 1 укреплены стойки 35 с шарнирно укрепленной на них приемной воронкой 36, нижним своим краем опирающейся на полку 17. К станине же укрепляется болтами 39 ленточный транспортер, состоящий из двух валиков 37 и ленты 38. По нижней окружной поверхности барабана на станине укреплены защитные кожухи 40 и 41. Для хода плиты 15 имеется поддон 42 и в верхней части станины, на валике 43, вращается смазывающая и очищающая поверхность барабана и днищ 10 цилиндрическая щетка 44. К плите 15 приделаны боковые отростки 45, служащие для отодвигания прессовальных днищ 10 через наполненную материалом прессовую камеру и имеющие форму плоских клиньев для свободного их вывода из формы после предварительной запрессовки ее материалом (на фиг. 2 и 3 эти клинья не указаны).
Работа пресса происходит следующим образом. В воронку 36 непрерывно подается уже приготовленный к прессованию материал необходимой консистенции. Мотор посредством описанных передач приводит в движение шестерни 28, пальцы которых 32, совершая круговое движение, войдут в прорезы мальтийских крестов и повернут кресты, а вместе с ними и формовочный барабан на 90°, и тогда кольцевые выступы 33 войдут в выемки мальтийских крестов, чем задержат барабан от дальнейшего произвольного движения. Вращаясь вместе с шестернями 28, вал 13 сообщит поступательное движение шатуну 14 с плитой 15 и полкой 17 и отодвинет плиту от барабана, образовав между барабаном 3 и плитой 15 промежуток в виде коробки, ограниченной снизу поддоном 42, а с боков - стенками станины, тогда как верхняя часть будет сообщена с отверстием воронки. В коробку из воронки 36 поступает материал. Продолжая свое движение вал 13 сообщает шатуну 14 возвратное движение (прессующее), которым полка 17, закрыв отверстие воронки, прекратит подачу материала, а одновременно плита 15 введет материал, находящийся между ней и барабаном, в форму 4, отчасти спрессовав его; отростки 45 плиты отодвинут днище 10 в форму 4 вплотную к стороне квадратного вала, а штыри 12, проходя через днище 10 и внедряясь в массу материала, помогут большей спрессовке его. Одновременно днище 10 в форме 6, связанное штоками 11, отодвинется к наружной поверхности барабана. При дальнейшем вращении вала 13 шатун 14 начнет отводить плиту 15 от барабана и выведет клиновидные отростки 45 из формы, вновь освобождая место для материала, а барабан повернется мальтийскими крестами на 90°. Форма 4 займет место формы 7, а шатуны 18, действуя на угловые рычаги 19, тягами 21 повернут кривошипы 22, и шатуны 24, двигаясь вверх, по салазкам введут прессовую плиту 24 в подошедшую форму, чем допрессуют материал окончательно и заполнят прессуемым материалом следы от отростков 45. При следующем повороте барабана на 90° форма 4 займет положение формы 6, а шатун 14, введя вновь поступающий материал в подошедшую форму, тем самым, при помощи отростков 45 и спаренных днищ 10, выведет из формы 4 готовый кирпич (такое положение указано для формы 6 на фиг. 3, 4, 5): кирпич по транспортеру отведется от барабана следующим за ним кирпичом, который выйдет при следующем повороте барабана из другой формы (в положении на фиг. 2 из формы 7). Работа в описанном порядке протекает непрерывно. Щетка 44 очищает и смазывает поверхность барабана и днища 10 во время их прохода мимо щетки.
Для получения сплошного кирпича надо в формах пресса для кирпича пустотелого удалить съемные штыри 12, образующие в кирпиче несквозные отверстия, и заменить их пробками заподлицо с прессующими днищами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кирпичеделательный пресс с поворотным столом | 1930 |
|
SU30118A1 |
| Кирпичеделательная машина | 1933 |
|
SU33844A1 |
| Пресс для выделки полых бетонных камней типа "Крестьянин" и т.п. | 1933 |
|
SU32979A1 |
| Передвижной гидравлический кирпичный пресс | 1933 |
|
SU44516A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ И Т.П. КНИЖНЫХ ПЕРЕПЛЕТОВ | 1948 |
|
SU80353A1 |
| Пресс для изготовления, например, сифонного кирпича и других изделий | 1938 |
|
SU58247A1 |
| Отрезной станок к ленточному прессу | 1932 |
|
SU32983A1 |
| Устройство для приготовления колбасок во фритюре | 1987 |
|
SU1576153A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ СУШИЛЬНЫХ КАССЕТ МНОГОКАНАЛЬНОЙ ЩЕЛЕВОЙ ПЕЧИ | 1972 |
|
SU327058A1 |
1. Револьверный пресс для формовки сплошных или пустотелых кирпичей и т.п. материалов с расположенными в теле периодически поворачиваемого барабана формами, отличающийся тем, что днища 10 противолежащих форм жестко спарены между собою штоками 11, пропущенными сквозь вал 9, а служащая для введения подаваемого из воронки 36 материала в форму и начального спрессовывания плита 15 снабжена боковыми отростками 45 в виде плоских клиньев, входящих в форму и упирающихся в днище 10 с тою целью, чтобы прижать последнее вплотную к грани квадратного вала и одновременно вытолкнуть спаренное с ним днище противоположной формы наружу.
2. В означенном в п. 1 прессе применение сочлененной с рычажной передачей 18-24 прессовой плиты 26, установленной в направляющих 27 по оси формы в нижнем положении 7 и служащей для окончательного спрессовывания находящегося в форме материала.
3. В означенном в п.п. 1 и 2 прессе применение формовочного барабана, составленного из четырех попеременно спаренных форм 4-6, 5-7, расположенных по сторонам оси 9, периодически поворачиваемой на четверть круга при помощи обычных приспособлений в виде мальтийских крестов 34, и снабженного подвешенной на шарнире питающей воронкой 36, опирающейся своим нижним краем на скрепленную с шатуном 14 полку 17.
4. В означенном в п.п. 1-3 прессе применение прикрепленных к сторонам квадратной оси 9 съемных штырей 12, пропущенных через соответственно расположенные отверстия в днищевых пластинках 10 и служащих для получения несквозных пустот в формуемых камнях.
