Изобретение относится к трубогибоч- ному производству, в частности к устройствам для гибки труб и может быть использовано на заводах, изготовляющих монтажные заготовки трубопроводов.
Известны устройства 1 для двусторонней гибки отводов, содержащие опорную матрицу, на которой смонтированы рычаги с гибочными дорнами, и гибочные матрицы.
Указанные устройства не обеспечивают получение крутоизогнутых отводов изза чрезмерного утонения стенки н отвадь ности поперечного сечензя сгибаемых труб.
Известно устройство 2J для гибки отводов, наиболее близкое к описываемому содержащее корпус с расположенными в нем матрицей и двумя приводными валами с гибочными секторами, установленными с возможностью относительного перемещения, а также двумя дорнами, кинематически связанными друг с другом и с приводными валами.
Недостатком этого устройства является то, что при гибке отвода на наружной образующей его гнутого участка образуются местные утяжнны которые увеличивают овальность поперечного сечения трубы.
Кроме того, расположение в известном устройстве гибочных секторов в исходном положении оси дорнов затрудняет удаление окалины из полости ручьев матрицы и дорнов, а также съем готового изделия с матрицы.
Целью изобретения является повыще- ние качества изготовления и упрощение съема отвода с матрицы.
Для этого на остовах дорнов установлены втулки, сопрягающиеся одним торцом с поверхностью ручьев матрицы и гибочных секторов, расположенных в исходном положении ниже оси дорнов, при этом
однн дорн снабжен зубчатым сектором и установлен с возможностью перемещения и поворота в плоскости, перпендикулярной осям приводных валов.
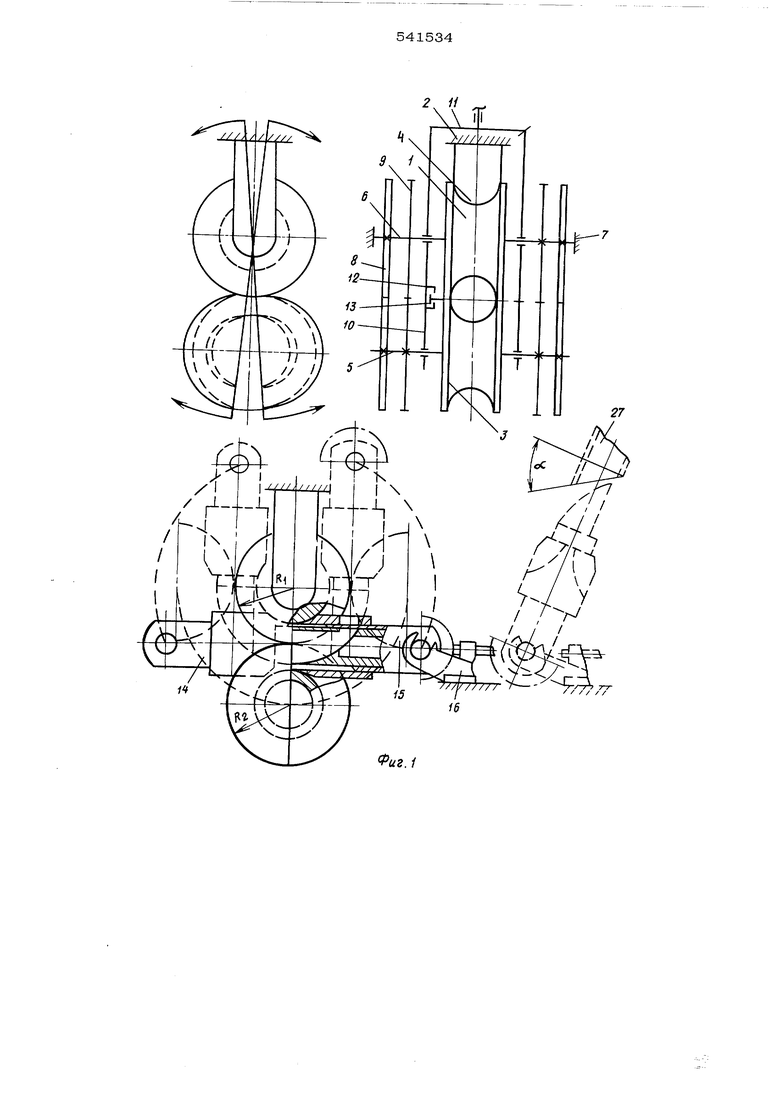
На фиг. 1 дана общая кинематическая
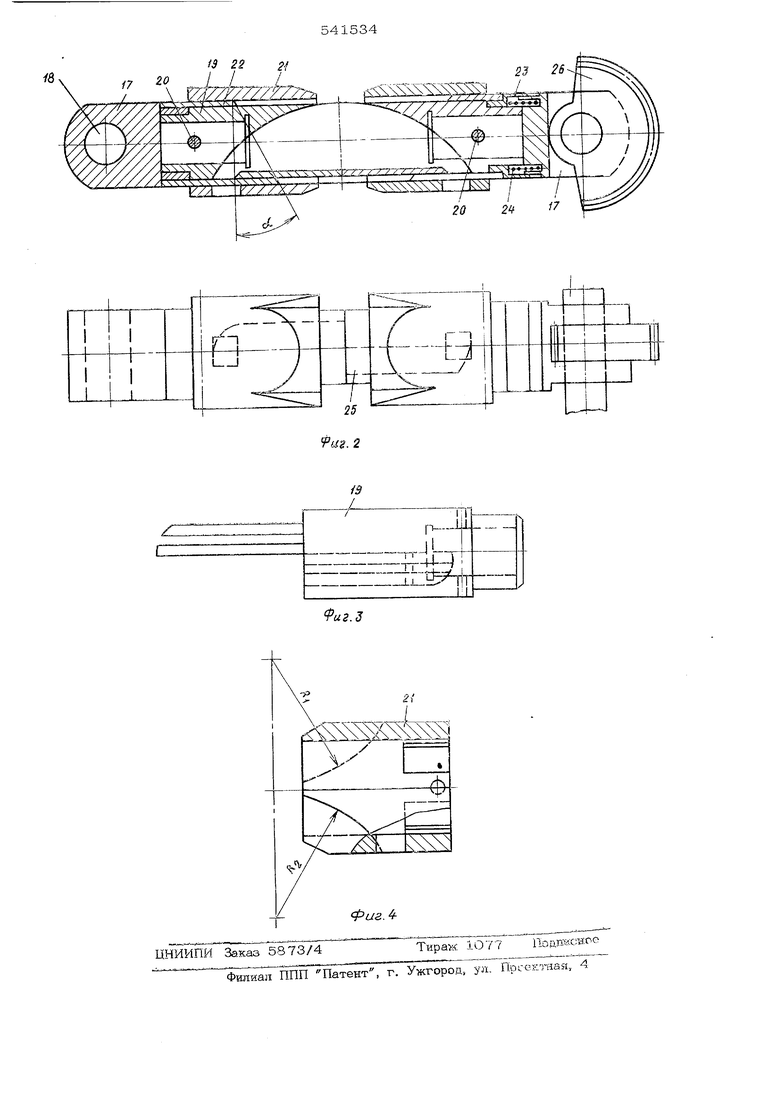
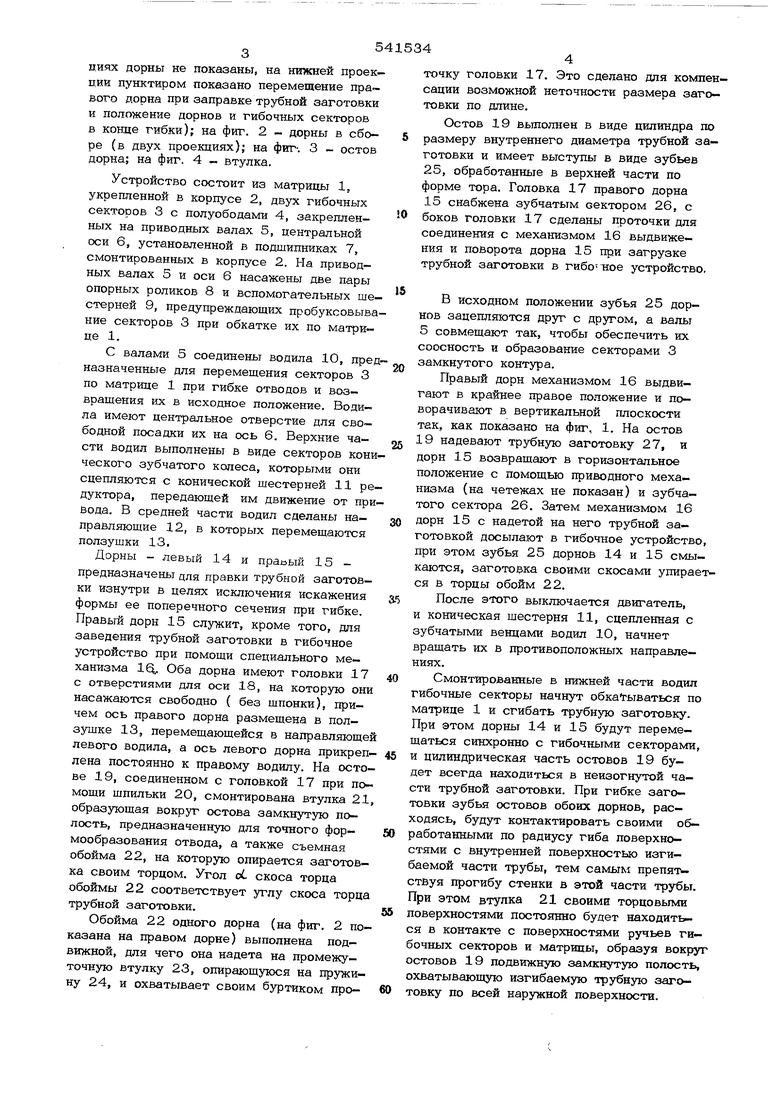
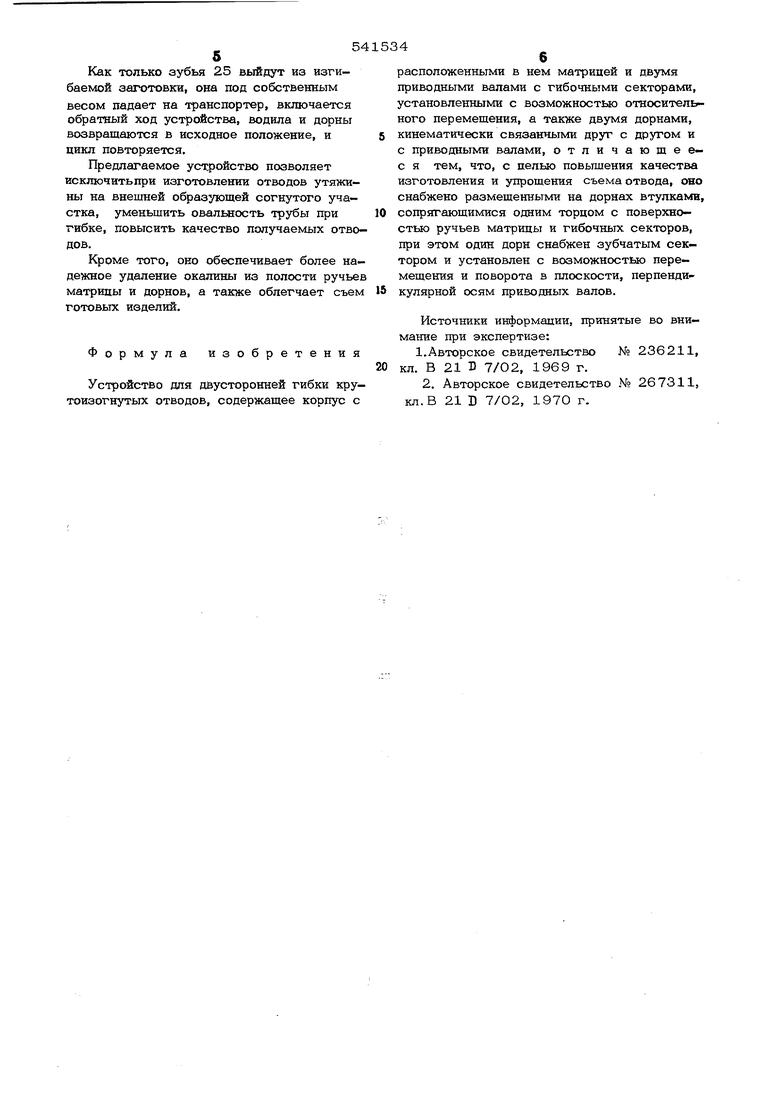
схема устройства (на двух верхшсс проекднях дорны не показаны, на нижней проекции пунктиром показано перемещение правого дорна при заправке трубной заготовки и положение дорнов и гибочных секторов в конце гибки); на фиг. 2 - дорны в сборе (в двух проекциях); на фиг-. 3 - остов дорна; на фиг. 4 - втулка.
Устройство состоит из матрицы 1, укрепленной в корпусе 2, двух гибочных секторов 3 с полуободами 4, закрепленных на приводных валах 5, центральной оси 6, установленной в подшипниках 7, смонтированных в корпусе 2. На приводных валах 5 и оси 6 насажены две пары опорных роликов 8 и вспомогательных шестерней 9, предупреждающих пробуксовывание секторов 3 при обкатке их по матрице 1.
С валами 5 соединены водила 10, предназначенные для перемещения секторов 3 по матрице 1 при гибке отводов и возвращения их в исходное положение. Водила имеют центральное отверстие для свободной посадки их на ось 6. Верхние части водил выполнены в виде секторов конического зубчатого колеса, которыми они сцепляются с конической шестерней 11 редуктора, передающей им движение от привода. В средней части водил сделаны направляющие 12, в которых перемешаются ползушки 13.
Дорны - левый 14 и праъый 15 предназначены цля правки трубной заготовки изнутри в целях исключения искажения формы ее поперечного сечения при гибке. Правый дорн 15 служит, кроме того, для заведения трубной заготовки в гибочное устройство при помощи специального механизма 1Q.. Оба дорна имеют головки 17 с отверстиями для оси 18, на которую они насажаются свободно ( без шпонки), причем ось правого дорна размещена в ползушке 13, перемещающейся в направляющей левого водила, а ось левого дорна прикреплена постоянно к правому водилу. На остове 19, соединенном с головкой 17 при помощи шпильки 20, смонтирована втулка 21, образующая вокруг остова замкнутую полость, предназначенную для точного формообразования отвода, а также съемная обойма 22, на которую опирается заготовка своим торцом. Угол oi скоса торца обоймы 22 соответствует углу скоса торца трубной заготовки. Обойма 22 одного дорна (на фиг. 2 показана на правом дорне) выполнена подвижной, для чего она надета на промежуточную втулку 23, опирающуюся на пружину 24, и охватывает своим буртиком проточку головки 17. Это сделано для компенсации возможной неточности размера заготовки по длине,
Остов 19 выполнен в виде цилиндра по
размеру внутреннего диаметра трубной заготовки и имеет выступы в виде зубьев 25, обработанные в верхней части по форме тора. Головка 17 правого дорна 15 снабжена зубчатым сектором 26, с
боков головки 17 сделаны проточки для соединения с механизмом 16 выдвижения и поворота дорна 15 при загрузке трубной заготовки в устройство.
В исходном положении зубья 25 дорнов зацепляются друг с другом, а валы 5 совмещают так, чтобы обеспечить их соосность и образование секторами 3 замкнутого контура.
Правый дорн механизмом 16 выдвигают в крайнее правое положение и поворачивают в вертикальной плоскости так, как показано на фиг.. 1. На остов 19 надевают трубную заготовку 27, и дорн 15 возвращают в горизонтальное положение с помощью приводного механизма (на четежах не показан) и зубчатого сектора 26. Затем механизмом 16 дорн 15 с надетой на него трубной заготовкой досылают в гибочное устройство, при этом зубья 25 дорнов 14 и 15 смыкаются, заготовка своими скосами упирает ся в торцы обойм 22.
После этого выключается двигатель, и коническая шестерня 11, сцепленная с зубчатыми венцами водил 10, начнет вращать их в противоположных направлениях.
Смонтированные в нижней части водил гибочные секторы начнут обкагываться по матрице 1 и сгибать трубную заготовку. При этом дорны 14 и 15 будут перемешаться синхронно с гибочными секторами. и цилиндрическая часть остовов 19 будет всегда находиться в неизогнутой части трубной заготовки. При гибке заготовки зубья остовов обоих дорнов, расходясь, будут контактировать своими обработанными по радиусу гиба поверхностями с внутренней поверхностью изгибаемой части трубы, тем самым препятствуя прогибу стенки в этой части трубы. При этом втулка 21 своими торцовыми поверхностями постоянно будет находиться в контакте с поверхностями ручьев гибочных секторов и матрицы, образуя вокруг остовов 19 подвижную замкнутую полость, охватывающую изгибаемую трубную заготовку по всей наружной поверхности.
Как только зубья 25 выйдут из изгибаемой заготовки, она под собственным весом падает на транспортер, включается обратный ход устройства, водила и дорны возвращаются в исходное положение, и цикл повторяется.
Предлагаемое устройство позволяет исключитьпри изготовлении отводов утяжины на внешней образующей согнутого участка, уменьшить овальность трубы при гибке, повысить качество получаемых отводов.
Кроме того, оно обеспечивает более надежное удаление окалины из полости ручьев матрицы и дорнов, а также облегчает съем готовых изделий.
Формула изобретения
Устройство для двусторонней гибки крутоизогнутых отводов, содержащее корпус с
расположенными в нем матрицей и двумя приводными валами с гибочными секторами, установленными с возможностью относительного перемещения, а также двумя дорнами,
кинематически связанными друг с другом и с приводными валами, отличаюшеес я тем, что, с целью повышения качества изготовления и упрощения съема отвода, оно снабжено размещенными на дорнах втулками,
сопрягающимися одним торцом с поверхностью ручьев матрицы и гибочных секторов, при этом один дорн снабжен зубчатым сектором и установлен с возможностью перемещения и поворота в плоскости, перпендикулярной осям приводных валов.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство № 236211, кл. В 21 D 7/02, 1969 г.
2. Авторское свидетельство № 267311, кл.В 21 D 7/02, 1970 г. Г иг.1 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1970 |
|
SU267311A1 |
| Дорн к устройству для двусторонней гибки крутоизогнутых отводов и двойников | 1976 |
|
SU733782A1 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1979 |
|
SU811572A2 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1980 |
|
SU932699A2 |
| Автоматическая линия изготовления кругоизогнутых отводов | 1978 |
|
SU721164A1 |
| Автоматическая линия для изготовленияКРуТОизОгНуТыХ ОТВОдОВ | 1979 |
|
SU822948A1 |
| Устройство для двухсторонней гибки крутоизогнутых отводов | 1978 |
|
SU747570A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| Устройство для двухсторонней гибки отводов | 1976 |
|
SU645727A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2000 |
|
RU2181642C2 |